















































Apa yang Dapat Anda Sesuaikan dalam Mode Pengaturan DELEM DA-66T?
Daftar Isi
• Pengenalan ke Mode Pengaturan Sistem Kontrol
• Opsi Parameter
• Bahan Pemrograman beserta Sifat-Sifatnya
• Fungsi Cadangan/Pemulihan
Cadangan Produk
Pemulihan Produk
Cadangan Alat
Pemulihan Alat
Backup dan Pemulihan untuk Tabel dan Pengaturan
• Navigasi Direktori
• Pengaturan Program
• Pengaturan Nilai Bawaan
• Pengaturan Perhitungan
• Pengaturan Produksi
• Perhitungan Waktu Produksi
• Pengaturan Waktu
• Pertanyaan yang Sering Diajukan (FAQ)
• Kesimpulan
Saat mengoperasikan sistem kontrol DELEM DA-66T, memahami secara mendalam berbagai fungsi yang dapat disesuaikan dalam Mode Pengaturan sangat penting untuk meningkatkan kinerja dan efisiensi operasional press brake. Jika Anda ingin mengetahui konfigurasi personalisasi yang tersedia dalam Mode Pengaturan ini, artikel ini akan menjelaskan secara rinci item penyesuaian inti guna membantu Anda mengoptimalkan parameter press brake secara akurat serta memaksimalkan efisiensi produksi.
Pengenalan Mode Pengaturan Sistem Kontrol
Menekan tombol "Pengaturan" di bilah navigasi akan mengalihkan sistem kontrol ke Mode Pengaturan. Semua fungsi dalam mode ini dikategorikan secara logis ke dalam tab-tab berbeda, dan pengaturan spesifik masing-masing tab akan diuraikan satu per satu di bagian selanjutnya.
Mode Pengaturan DELEM DA-66T berfungsi sebagai pusat kendali komprehensif, memungkinkan operator mengonfigurasi secara fleksibel berbagai parameter mesin guna menyesuaikan diri dengan beragam kebutuhan operasional, sekaligus memastikan akurasi pembengkokan senantiasa dipertahankan pada tingkat ideal. Ini merupakan modul fungsional inti yang menjamin stabilitas produksi.
Opsi Parameter
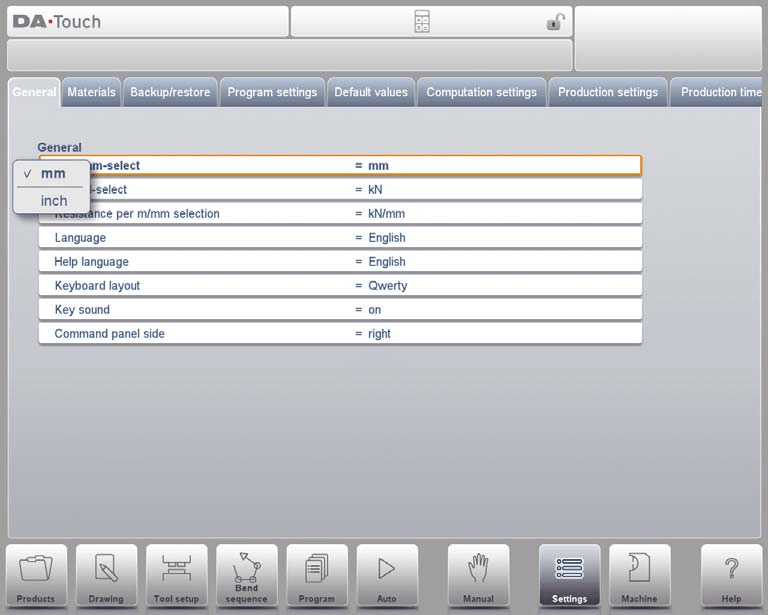
Setelah memilih tab yang diperlukan, klik parameter yang akan diubah untuk melakukan penyesuaian. Jika parameter tersebut berupa tipe numerik atau alfanumerik, sistem akan secara otomatis menampilkan papan ketik agar Anda dapat memasukkan nilai target. Opsi yang dapat disesuaikan secara spesifik adalah sebagai berikut:
• Pilih Inci/mm: Beralih secara mudah antar sistem pengukuran guna memenuhi kebutuhan proyek.
• Pilih Ton/kN: Pilih satuan pengukuran gaya yang paling sesuai dengan spesifikasi operasional guna memastikan akurasi data.
• Pilih Resistansi per m/mm: Sesuaikan parameter resistansi sesuai dengan karakteristik bahan yang diproses dan kebutuhan proses.
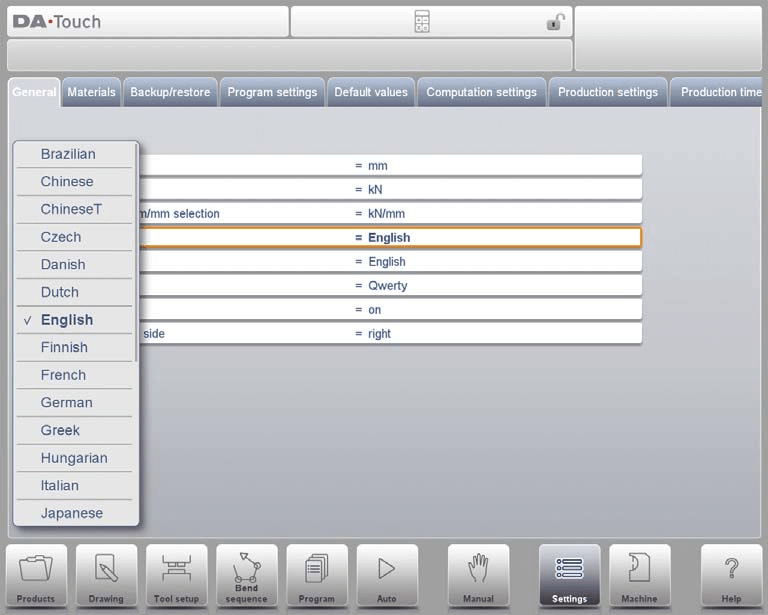
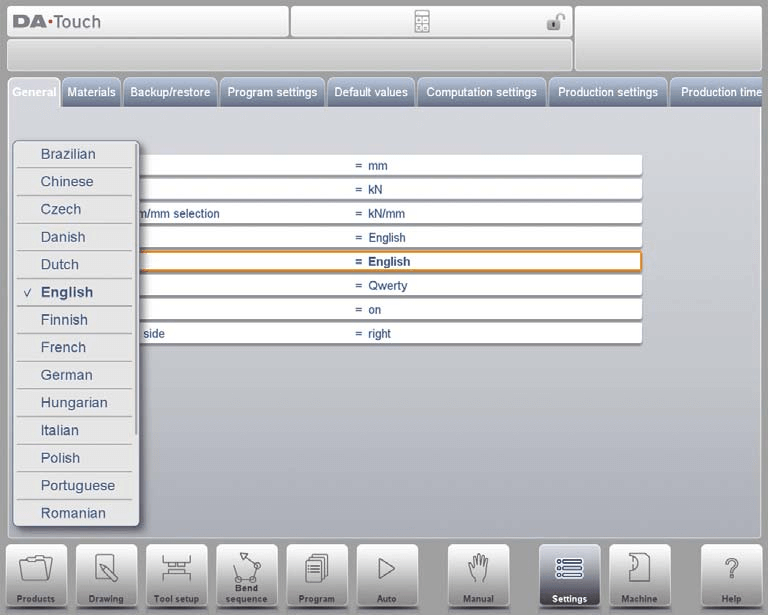
• Bahasa: Pilih bahasa pilihan untuk antarmuka operasi guna meningkatkan kenyamanan pengoperasian.
• Bahasa Bantuan: Atur bahasa tampilan dokumentasi bantuan untuk mendukung kolaborasi antartim internasional.
• Tata Letak Keyboard: Sesuaikan tata letak keyboard agar sesuai dengan kebiasaan pengoperasian dan meningkatkan efisiensi input.
• Suara Tombol: Aktifkan atau nonaktifkan suara tombol untuk memberikan umpan balik auditori selama pengoperasian.
• Sisi Panel Perintah: Sesuaikan pengaturan tampilan guna mengoptimalkan aksesibilitas panel kontrol.
Bahan Pemrograman beserta Sifat-Sifatnya
Pada tab ini, bahan-bahan beserta sifat-sifatnya dapat diprogram. Anda dapat mengedit bahan yang sudah ada, menambahkan bahan baru, atau menghapus bahan yang tidak diperlukan. Sistem kendali dapat menetapkan parameter awal untuk maksimal 99 bahan.
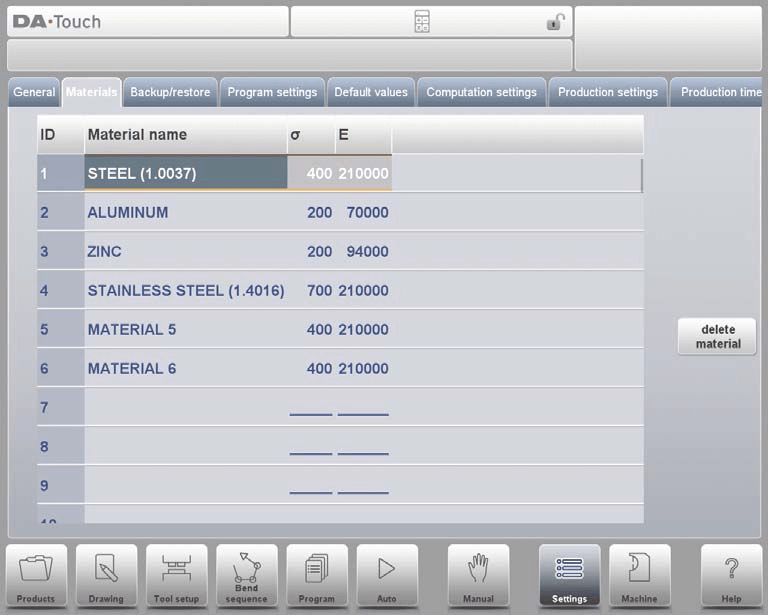
Setiap bahan mencakup tiga sifat inti yang dapat dilihat dan dimodifikasi:
• Nama Bahan: Mengidentifikasi secara jelas jenis bahan guna memberikan label yang jelas pada alur pemrosesan.
• Kekuatan Tarik: Masukkan nilai kekuatan tarik yang akurat, yang merupakan parameter kunci untuk memastikan ketepatan operasi pembengkokan.
• Modulus Elastisitas (Modulus E): Tentukan modulus elastisitas bahan agar penanganan bahan oleh mesin memenuhi persyaratan sifat fisiknya.
Bahan awalnya ditampilkan dalam urutan berdasarkan nomor bahan (ID). Mengklik judul kolom memungkinkan pengurutan berdasarkan properti apa pun secara menaik atau menurun. Untuk menyesuaikan bahan yang sudah ada, cukup pilih bahan target lalu ubah parameter secara langsung; untuk menghapus bahan, pilih baris yang sesuai dan gunakan fungsi "Hapus Bahan"; untuk menambahkan bahan baru, pilih baris kosong dan masukkan parameter properti terkait guna menyelesaikan pemrograman.
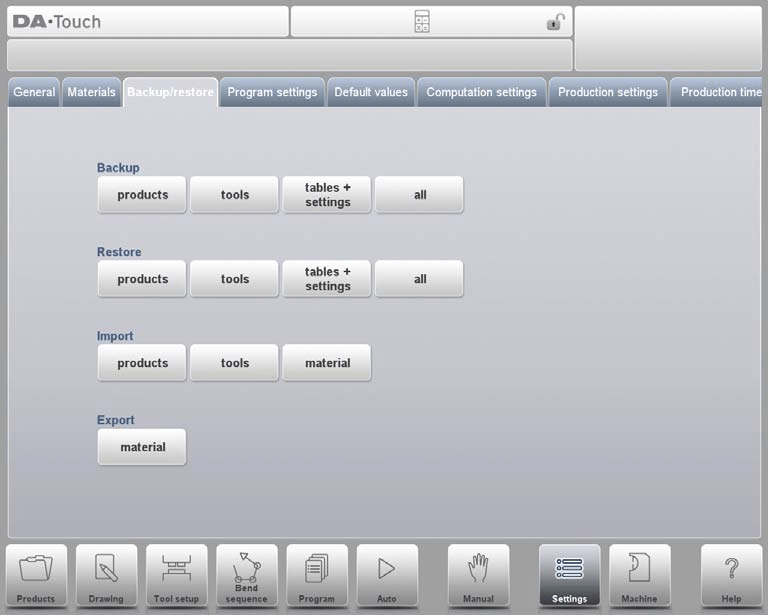
Fungsi Cadangan/Pemulihan
Mode Pengaturan DELEM DA-66T menyediakan fungsi pencadangan dan pemulihan yang komprehensif, mendukung pencadangan serta pemulihan data produk, alat, pengaturan, dan tabel. Mode ini juga kompatibel dengan impor data produk dan alat dari model kontrol versi sebelumnya.
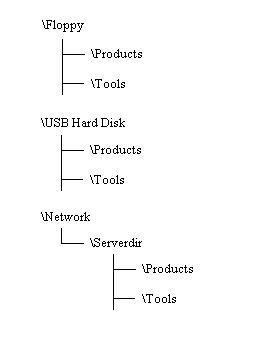
Proses pencadangan dan pemulihan untuk alat dan produk bersifat konsisten serta berlaku untuk semua media pencadangan (seperti penyimpanan jaringan, flash drive USB, dll.). Direktori pencadangan terdiri atas perangkat penyimpanan (flash drive USB, jaringan) dan folder tertentu. Anda dapat memilih secara fleksibel sesuai perangkat yang terhubung. Jika diperlukan, Anda dapat membuat atau menentukan folder tujuan, serta jalur penyimpanan pencadangan untuk produk dan alat dapat diatur secara terpisah.
Cadangan Produk
Pilih "Produk" dari menu utama "Pencadangan" untuk memulai proses pencadangan program produk.

Setelah mengatur direktori pencadangan awal, Anda akan masuk ke antarmuka pencadangan produk. Fungsi intinya adalah sebagai berikut:
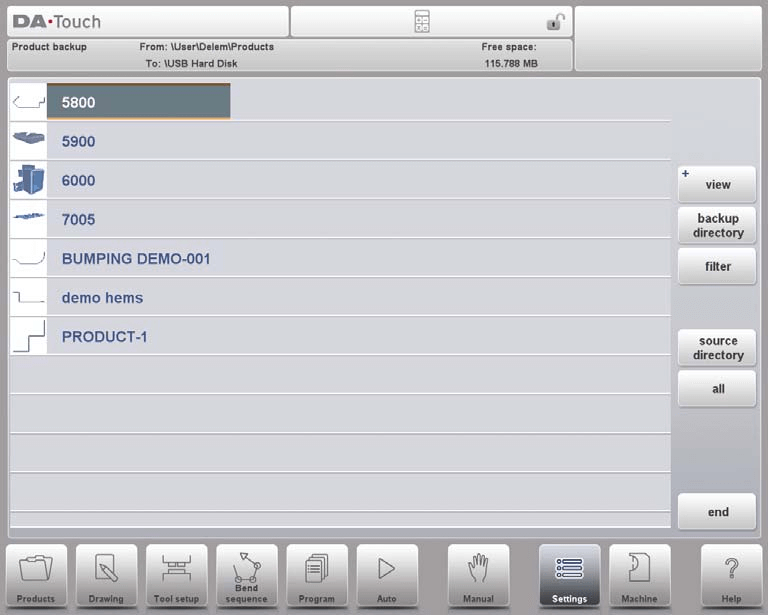
• Tampilan Lokasi Saat Ini: Jalur file sumber saat ini dan jalur tujuan pencadangan secara jelas ditampilkan di bagian atas antarmuka.
• Pencadangan Satu Produk: Klik untuk memilih produk target, lalu sistem akan menampilkan penanda pencadangan guna mengonfirmasi operasi tersebut; jika file dengan nama yang sama sudah ada di jalur pencadangan, muncul kotak pesan yang menanyakan apakah file tersebut akan digantikan.
• Pencadangan Massal Semua Produk: Gunakan opsi "Semua" untuk menyelesaikan pencadangan massal semua produk hanya dengan satu klik.
• Modifikasi Direktori: Sesuaikan jalur file sumber tempat produk berada melalui "Direktori Sumber", dan pilih lokasi penyimpanan file cadangan melalui "Direktori Pencadangan" guna memudahkan navigasi cepat ke folder target.
Pemulihan Produk
Pilih "Produk" dari menu utama "Pemulihan".

Setelah mengatur direktori pemulihan awal, Anda akan memasuki antarmuka pemulihan produk. Proses operasinya adalah sebagai berikut:
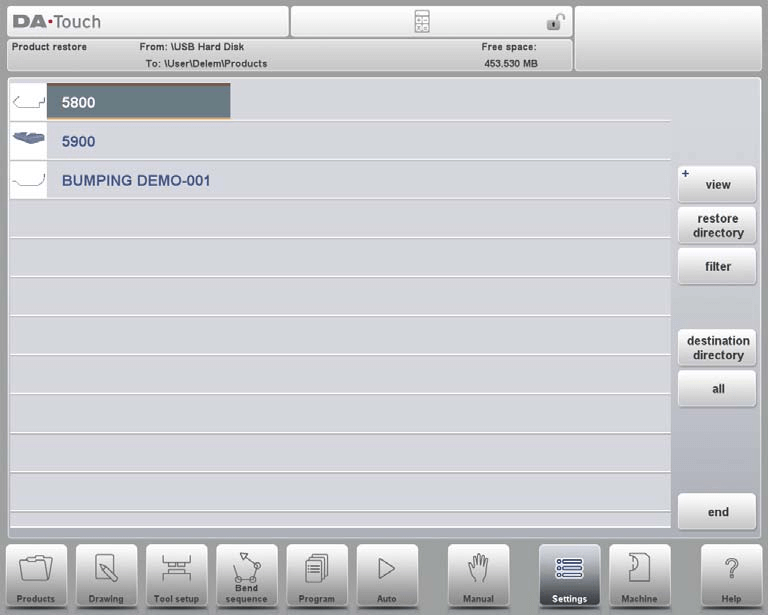
• Peninjauan dan Pemilihan Produk: Konsisten dengan logika operasi Mode Produk, Anda dapat dengan mudah menelusuri produk dalam direktori yang dipilih serta memilih berkas yang akan dipulihkan. Jalur sumber dan jalur tujuan saat ini untuk proses pemulihan ditampilkan di bagian atas antarmuka.
• Konfirmasi Pemulihan: Klik untuk memilih produk yang akan dipulihkan. Jika berkas dengan nama yang sama sudah ada di jalur tujuan, sistem akan menampilkan peringatan untuk mengonfirmasi apakah berkas tersebut akan digantikan.
• Penyesuaian Direktori: Ubah jalur sumber berkas yang akan dipulihkan melalui "Direktori Pemulihan", dan tentukan lokasi penyimpanan setelah berkas dipulihkan melalui "Direktori Tujuan".
Secara singkat, Mode Pengaturan DELEM DA-66T menyediakan alat yang efisien dan nyaman untuk manajemen serta pemulihan data produk, sehingga menjamin keamanan data produksi.
Cadangan Alat
Pilih "Alat" dari menu utama "Cadangkan".
Setelah menetapkan direktori pencadangan awal, Anda akan memasuki antarmuka pencadangan alat. Fungsi ini dapat mencadangkan alat-alat dalam sistem kontrol (termasuk pons, die, atau parameter bentuk mesin), dan proses operasinya konsisten dengan pencadangan produk.

Pemulihan Alat
Proses operasi pemulihan alat persis sama dengan proses pemulihan produk, mengikuti logika yang sama dalam penyetelan direktori, pemilihan berkas, dan konfirmasi guna memastikan pemulihan data alat secara cepat.
Backup dan Pemulihan untuk Tabel dan Pengaturan
Melalui tab "Cadangkan/Pulihkan", Anda dapat mengelola pengaturan khusus pengguna dan data tabel, dengan logika operasi yang sama seperti pencadangan/pemulihan produk dan alat. Di antaranya, fungsi "Semua" dapat secara otomatis menyelesaikan seluruh rangkaian operasi pencadangan atau pemulihan untuk produk, alat, tabel, dan pengaturan secara berurutan, sehingga menyederhanakan proses manajemen data dalam jumlah besar.
Navigasi Direktori
Saat menggunakan fungsi "Direktori Cadangan", sistem akan menampilkan daftar direktori cadangan yang tersedia. Di antarmuka navigasi direktori, operasi berikut dapat dilakukan:
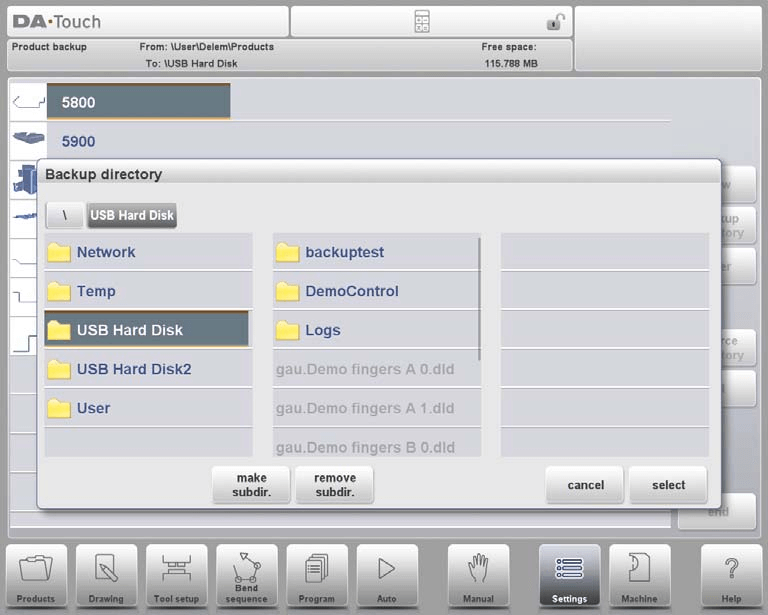
• Navigasi Hierarkis: Klik ikon titik untuk memperluas subdirektori, dan kembali ke direktori tingkat atas melalui opsi "PARENT"; klik "Pilih" untuk mengonfirmasi direktori saat ini.
• Pergantian Perangkat: Klik terus opsi "PARENT" hingga mencapai direktori tingkat atas guna memilih perangkat penyimpanan lain beserta subdirektori terkaitnya; untuk perangkat yang terhubung ke jaringan, Anda harus memilih terlebih dahulu opsi "Jaringan", kemudian pilih volume jaringan target, dengan logika operasi yang sama seperti pada perangkat lain.
• Manajemen Direktori: Buat folder baru melalui opsi "Buat Subdirektori.", dan hapus folder yang tidak diperlukan melalui opsi "Hapus Subdirektori."; klik nama subdirektori untuk masuk ke dalam direktori tersebut, lalu akhiri dengan mengonfirmasi direktori tujuan melalui opsi "Pilih".
Pengaturan program
Konfigurasi parameter berbagai macam pada Pengaturan Program yang wajar dapat meningkatkan akurasi pembengkokan secara signifikan. Opsi yang dapat disesuaikan secara spesifik adalah sebagai berikut:
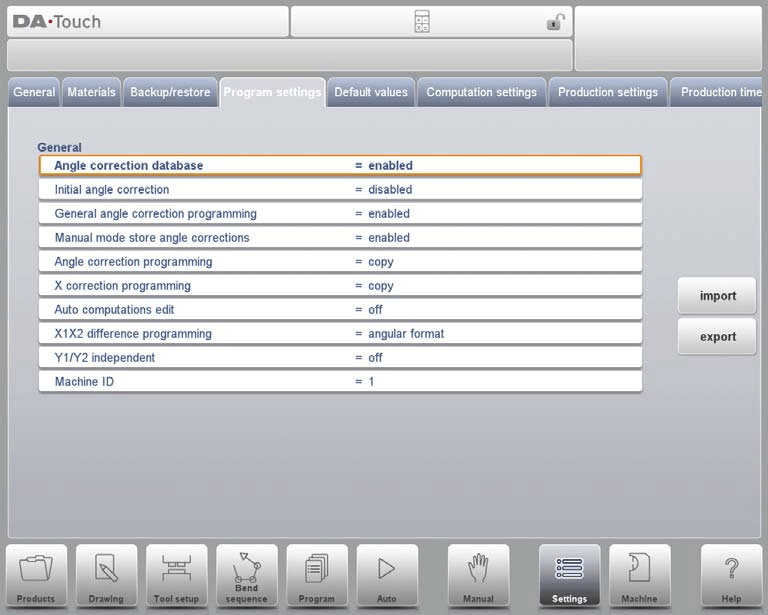
• Basis Data Koreksi Sudut: Setelah diaktifkan, basis data khusus untuk koreksi sudut dapat dibuat guna terus-menerus mengoptimalkan akurasi pembengkokan.
• Koreksi Sudut Awal: Atur parameter koreksi sudut awal sesuai dengan kebutuhan proyek.
Nonaktif: Koreksi sudut awal tidak dapat diprogram.
Aktif: Koreksi sudut awal dapat diprogram dalam semua ringkasan koreksi.
• Pemrograman Koreksi Sudut Umum: Sesuaikan parameter koreksi sudut global guna memastikan konsistensi operasional.
Nonaktif: Fungsi koreksi sudut umum tidak tersedia.
Aktif: Hanya G-corr. α1 (pengaturan bawaan).
α1 dan α2: Mendukung koreksi dua parameter yaitu G-corr. α1 dan G-corr. α2.
• Mode Manual: Simpan Data Koreksi Sudut: Simpan data koreksi sudut selama operasi manual untuk digunakan sebagai acuan dalam operasi berikutnya.
• Pemrograman Koreksi Sudut: Program parameter koreksi sudut yang disempurnakan untuk memenuhi kebutuhan desain yang kompleks.
• Pemrograman Koreksi X: Menyesuaikan secara presisi parameter koreksi sumbu-X guna memastikan akurasi pembengkokan.
Salin: Secara otomatis menyinkronkan ke CX2 saat memodifikasi CX1 (pengaturan bawaan).
Delta: Mempertahankan selisih antara CX1 dan CX2 tetap tidak berubah saat memodifikasi CX1.
Mandiri: Parameter CX1 dan CX2 dapat dimodifikasi secara terpisah.
• Edit Perhitungan Otomatis: Mengotomatiskan proses perhitungan guna mengurangi kesalahan operasional manual, yang juga dapat memengaruhi nilai parameter terkait lainnya.
• Pemrograman Selisih X1/X2: Mendefinisikan selisih pemrograman antara X1 dan X2 sesuai kebutuhan. Jika mesin dilengkapi dua sumbu-X independen (X1 dan X2) serta opsi OP-W-X@ telah terpasang, nilai X1 dan X2 dapat diprogram berdasarkan hubungan sudutnya.
• Y1/Y2 Mandiri: Mengonfigurasi parameter operasi mandiri sumbu-Y guna meningkatkan fleksibilitas operasional
Mati: Mode pemrograman sumbu-Y tunggal (pengaturan bawaan).
Nyala: Parameter Y1 dan Y2 dapat diprogram secara independen.
• ID Mesin: Nilai bawaan adalah 1, yang dapat disesuaikan sesuai dengan konfigurasi peralatan aktual.
Pengaturan Nilai Bawaan
Pengaturan nilai bawaan memastikan mesin dapat dengan cepat memasuki status operasional setelah dinyalakan, sehingga mengurangi penyesuaian manual berulang. Parameter yang dapat dikonfigurasi secara spesifik adalah sebagai berikut:
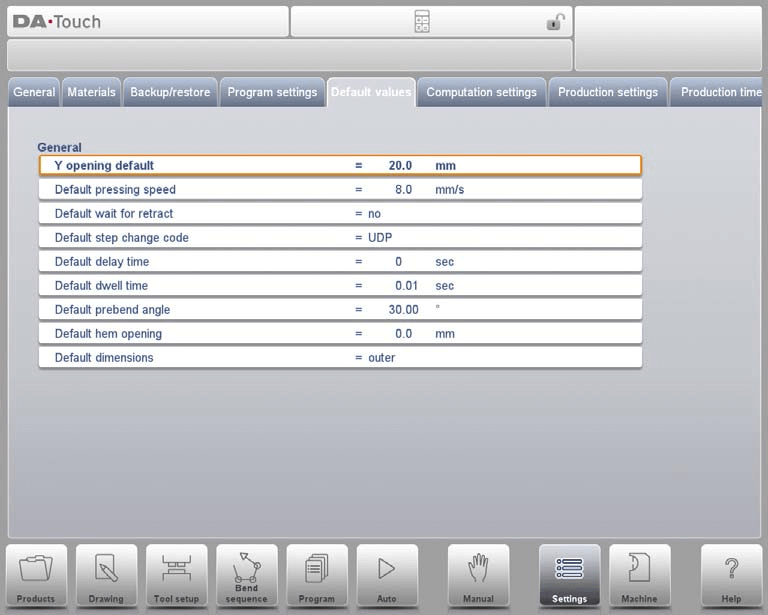
1. Pembukaan Y Bawaan: Mengatur ukuran pembukaan sumbu-Y selama inisialisasi program.
2. Kecepatan Tekan Bawaan: Menetapkan kecepatan tekan awal untuk program baru.
3. Tunggu untuk Ditarik Kembali Bawaan: Mengonfigurasi status awal parameter "Tunggu untuk Ditarik Kembali", yang memengaruhi logika operasi program bending. Pengaturan bawaan adalah "Ya".
4. Kode Perubahan Langkah Bawaan: Mengatur kode awal untuk perubahan langkah dalam program bending, menggunakan "UDP" secara bawaan.
5. Waktu Tunda Bawaan: Sesuaikan waktu tunggu sumbu-X selama perubahan langkah. Nilai bawaannya adalah 0, yang dapat diperpanjang sesuai dengan kebutuhan pemrosesan material.
6. Waktu Tunggu Bawaan: Tetapkan terlebih dahulu waktu tunggu awal selama proses pembengkokan.
7. Sudut Pra-bengkok Bawaan: Tentukan sudut pra-bengkok awal untuk produk grafis.
8. Pembukaan Lipatan Bawaan: Atur jarak pembukaan awal untuk penentuan posisi balok dalam operasi lipatan (hemming). Nilai bawaannya adalah 0,00 mm (yaitu tidak ada celah antara flensa).
9. Dimensi Bawaan: Tetapkan terlebih dahulu acuan dimensi (dimensi eksternal atau dimensi internal) pada gambar produk grafis, yang secara langsung memengaruhi logika perhitungan parameter "Dimensi (D1)".
Dengan menyesuaikan parameter bawaan di atas, konfigurasi awal mesin dapat disesuaikan berdasarkan kebutuhan produksi tertentu guna meningkatkan efisiensi operasional.
Pengaturan Perhitungan
Dalam Mode Pengaturan DELEM DA-66T, parameter berikut dapat disesuaikan untuk memodifikasi logika perhitungan terkait allowance pembengkokan, sehingga akurasi pembengkokan dapat ditingkatkan lebih lanjut:
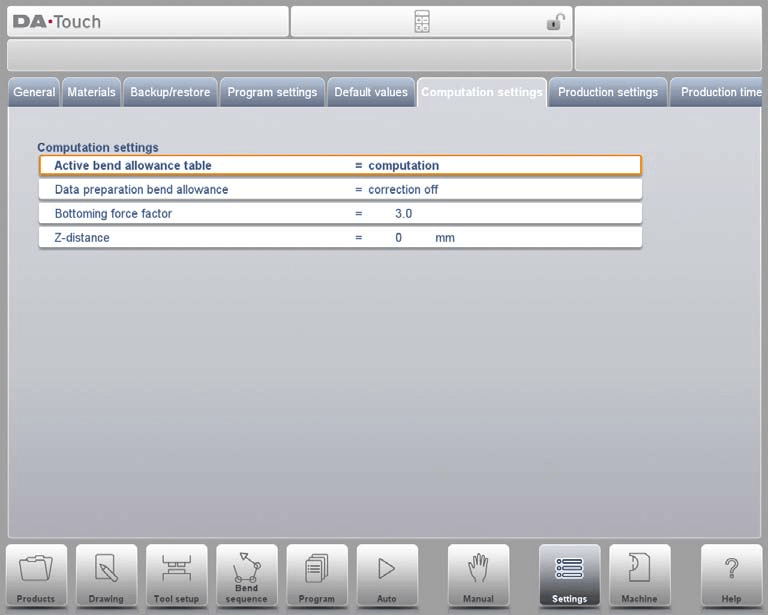
Tabel Allowance Pembengkokan Aktif
• Mode Perhitungan: Menggunakan rumus standar sistem kontrol untuk menghitung secara otomatis allowance pembengkokan.
• Mode Tabel: Jika tabel allowance pembengkokan telah diimpor, koreksi dapat dilakukan berdasarkan nilai-nilai yang telah ditetapkan sebelumnya.
Koreksi Allowance Pembengkokan
• Koreksi Nonaktif: Tidak ada allowance pembengkokan yang ditambahkan selama pemrograman numerik.
• Koreksi Aktif: Allowance pembengkokan akan dimasukkan ke dalam perhitungan selama pemrograman produk (dalam Mode Program). Sistem akan secara otomatis menghitung dan menyimpan parameter koreksi sumbu, yang dapat dilihat dan disesuaikan dalam Mode Produksi (Mode Otomatis).
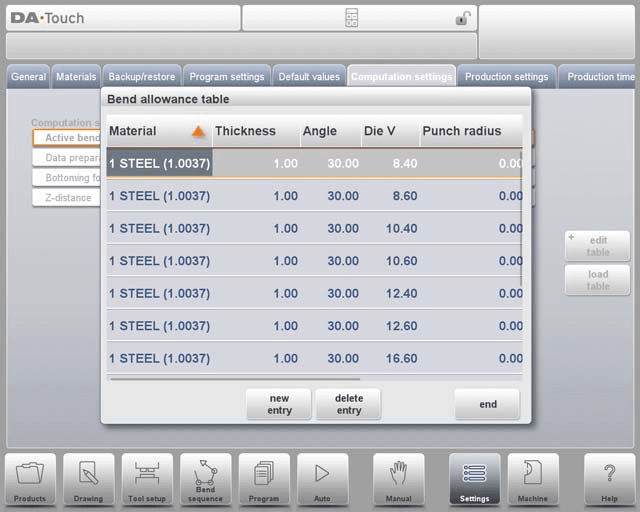
Di antarmuka Pengaturan Perhitungan, berbagai parameter dapat disesuaikan dalam bentuk tabel: pilih bidang target, masukkan nilai baru, lalu tekan tombol Enter untuk menyelesaikan modifikasi. Perlu diperhatikan bahwa tabel hanya dapat diedit setelah dimuat ke dalam sistem kontrol, dan tabel baru tidak dapat dibuat melalui menu ini—untuk sementara.
Untuk memuat tabel toleransi tekuk yang sudah ada, Anda dapat menavigasi ke jalur file target melalui fungsi "Muat Tabel". Untuk penjelasan rinci mengenai tabel toleransi tekuk, merujuklah ke panduan resmi DELEM.
Parameter Inti yang Dapat Disesuaikan
1. Faktor Gaya Bottoming: Sesuaikan pengali gaya yang diperlukan untuk tekuk udara guna mencapai gaya bottoming target.
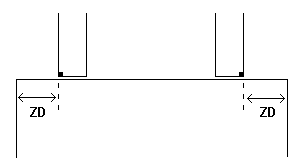
2. Jarak Z: Atur jarak antara tepi jari (finger) dan sudut lembaran. Jika dilengkapi sumbu-Z otomatis, sistem akan secara otomatis menghitung posisi jari berdasarkan posisi ujung lembaran.
Pengaturan Produksi
Dalam Mode Pengaturan DELEM DA-66T, operator dapat menyesuaikan parameter berikut secara fleksibel untuk mengoptimalkan proses pembengkokan, dengan menyeimbangkan efisiensi dan keselamatan:
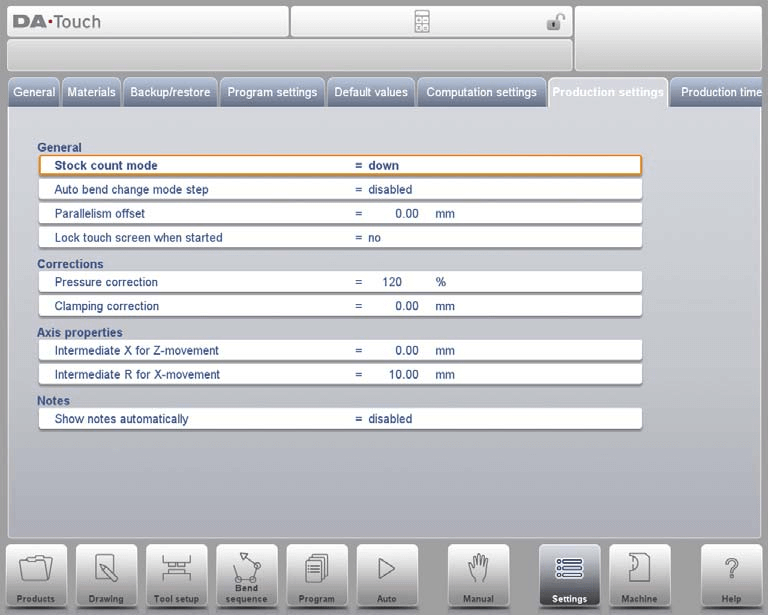
1. Mode Penghitung Bahan Baku: Konfigurasikan arah penghitungan pada penghitung bahan baku (inkremental atau dekremental). Penghitungan dekremental cocok untuk menyelesaikan kuota produksi yang telah ditetapkan sebelumnya, sedangkan penghitungan inkremental memudahkan pemantauan progres produksi secara real-time.
2. Langkah Mode Perubahan Pembengkokan Otomatis: Setelah mengaktifkan Mode Langkah, tekan tombol mulai, dan sistem akan secara otomatis memuat satu set parameter pembengkokan berikutnya guna mencapai operasi berkelanjutan.
3. Offset Kesejajaran: Atur nilai kesejajaran dari langkah sumbu-Y. Nilai ini berlaku di bawah titik penjepitan dan ditambahkan ke parameter Y2 untuk memastikan kesejajaran saat pembengkokan.
4. Kunci Layar Sentuh Saat Dioperasikan: Setelah diaktifkan, layar sentuh akan terkunci ketika pengendali sedang berjalan guna mencegah perubahan parameter akibat kesalahan operasi.
5. Koreksi Tekanan: Sesuaikan persentase tekanan yang dihitung pada katup tekanan untuk memastikan penerapan tekanan yang akurat.
6. Koreksi Penjepitan: Kalibrasi posisi penjepitan balok untuk memastikan lembaran terjepit dengan kuat. Nilai positif menunjukkan penajaman posisi penjepitan, sedangkan nilai negatif menunjukkan pengangkatan posisi penjepitan.
7. Kecepatan Pengembalian Dukungan Komponen Bawaan: Atur kecepatan pengembalian dukungan komponen setelah proses pembengkokan (dinyatakan dalam persentase dari kecepatan maksimum), fitur ini hanya tersedia apabila mesin dilengkapi fungsi dukungan komponen.
8. Sudut Tambahan Dukungan Komponen: Tambahkan sudut tambahan pada unit dukungan komponen selama proses dekompresi, berlaku untuk sistem yang dilengkapi fungsi dukungan komponen.
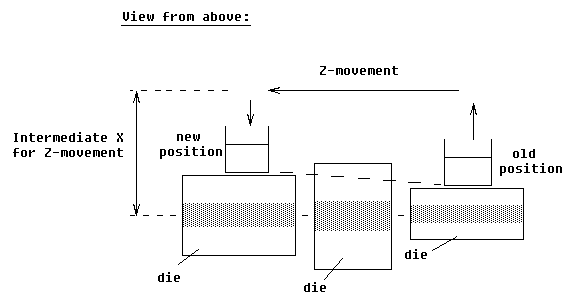
9. Posisi X Antar untuk Gerak Z: Tentukan posisi aman sumbu-X selama gerak sumbu-Z untuk menghindari tabrakan dengan cetakan berukuran berbeda.
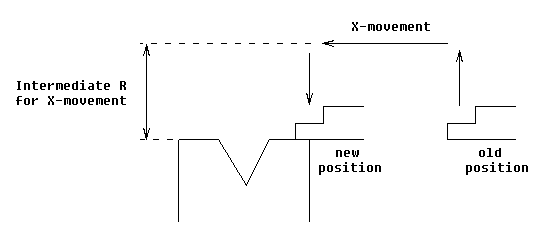
10. R Menengah untuk Gerak X: Atur posisi menengah sumbu R selama gerak sumbu X guna memastikan pergerakan berada dalam zona aman cetakan dan mencegah terjadinya tumbukan.
11. Tampilkan Catatan Secara Otomatis: Dalam Mode Otomatis, ketika langkah pembengkokan baru dipilih, sistem akan secara otomatis menampilkan catatan untuk langkah tersebut, meningkatkan pemahaman operator serta memastikan konsistensi operasional.
Melalui pengaturan di atas, DELEM DA-66T dapat lebih baik disesuaikan dengan kebutuhan produksi spesifik, sehingga mencapai peningkatan ganda dalam efisiensi dan keselamatan.
Perhitungan Waktu Produksi
Dalam Mode Pengaturan DELEM DA-66T, parameter-parameter berikut dapat dikonfigurasi untuk mengoptimalkan perhitungan waktu produksi pada urutan pembengkokan, memastikan estimasi waktu sesuai secara akurat dengan proses operasional aktual:
Logika Perhitungan Waktu Produksi
Perhitungan waktu produksi terutama bergantung pada kecepatan penentuan posisi sumbu dan waktu penanganan produk. Di antara keduanya, kecepatan penentuan posisi sumbu ditentukan oleh pengaturan mesin, sedangkan waktu penanganan secara langsung terkait dengan ukuran produk (terutama panjang dan lebar)—produk kecil memiliki efisiensi penanganan yang lebih tinggi, sedangkan operasi membalik produk berbentuk strip besar memerlukan waktu lebih lama.
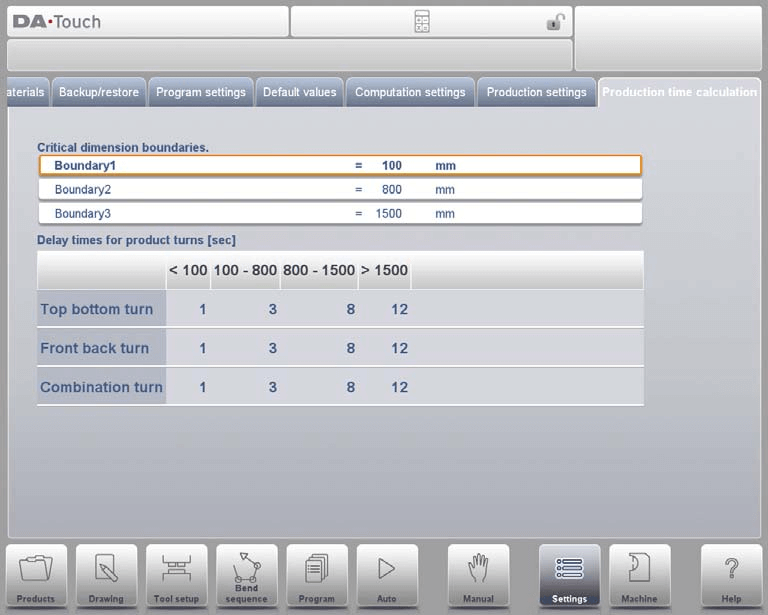
Konfigurasi Waktu Balik
Waktu pembalikan produk dengan ukuran berbeda dapat diatur melalui sebuah tabel (satuan: detik). Tabel ini membagi panjang produk ke dalam empat interval, dan masing-masing interval sesuai dengan waktu pra-atur untuk jenis pembalikan berbeda (pembalikan atas-bawah, pembalikan depan-belakang, serta pembalikan kombinasi). Selain itu, tiga nilai batas panjang (Batas 1, Batas 2, Batas 3) dapat disesuaikan secara khusus guna mencapai adaptasi waktu pembalikan yang akurat bagi produk dengan berbagai ukuran.
Dengan menyesuaikan parameter-parameter ini, perhitungan waktu produksi dapat lebih sesuai dengan skenario operasional aktual, sehingga memberikan dasar yang andal bagi penyusunan rencana produksi.
Pengaturan waktu
Mengonfigurasi waktu sistem yang akurat dapat memastikan keterlacakan penuh terhadap seluruh catatan operasi mesin serta menjaganya tetap sinkron dengan jadwal proyek. Opsi konfigurasi spesifiknya adalah sebagai berikut:
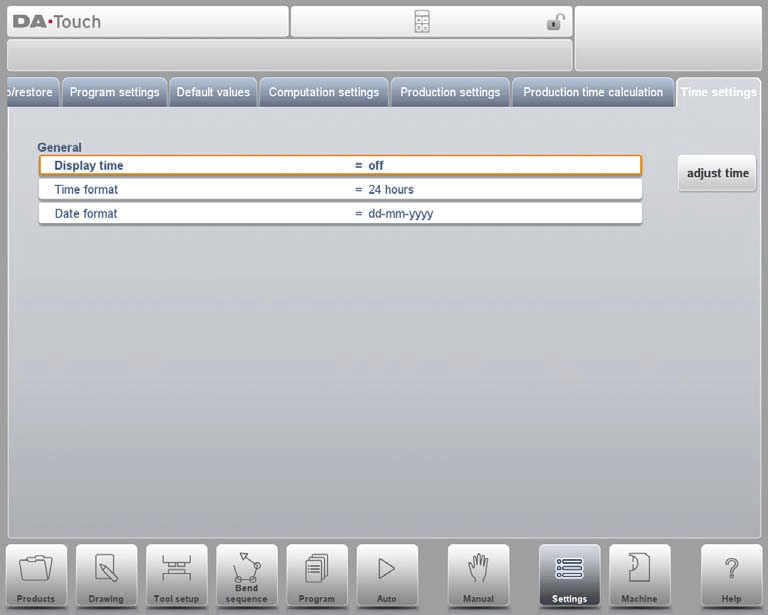
• Tampilan Waktu: Pilih bentuk tampilan waktu pada bilah judul (tampilkan tanggal dan waktu, tampilkan hanya waktu, atau tidak menampilkan waktu sama sekali).
• Format Waktu: Pilih format tampilan waktu (format 24 jam atau format 12 jam).
• Format Tanggal: Pilih format tampilan tanggal (dd-mm-yyyy, mm-dd-yyyy, atau yyyy-mm-dd).
• Penyesuaian Waktu: Ubah secara manual tanggal dan waktu sistem. Operasi ini akan secara bersamaan memperbarui tanggal dan waktu pada sistem operasi Windows.
Pertanyaan yang Sering Diajukan (FAQ)
Apakah penyesuaian parameter dalam Mode Pengaturan DELEM DA-66T dapat memengaruhi keamanan mesin?
Ya. Semua penyesuaian parameter harus secara ketat mematuhi standar keselamatan dan pedoman pabrikan untuk menghindari kecelakaan keselamatan akibat pengaturan parameter yang tidak tepat serta memastikan bahwa mesin selalu berada dalam kondisi operasional yang aman.
Apa cara terbaik untuk melakukan kalibrasi pres brake secara akurat?
Untuk mencapai kalibrasi pres brake yang akurat, pertama-tama pastikan mesin ditempatkan dalam posisi horizontal; kemudian gunakan pengukur digital untuk mengukur sudut die bending dan sesuaikan sesuai dengan standar kalibrasi yang ditetapkan oleh pabrikan.
Seberapa sering perawatan harus dilakukan pada pres brake?
Perawatan rutin direkomendasikan setiap 500 jam operasi mesin, termasuk pemeriksaan kondisi komponen inti, pembersihan permukaan mesin, serta pelumasan bagian-bagian yang bergerak.
Kesimpulan
Secara ringkas, menguasai secara ahli pengoperasian dan penyesuaian parameter pada Mode Pengaturan DELEM DA-66T merupakan inti dari optimalisasi efisiensi operasional press brake. Dengan mengonfigurasi secara tepat pengaturan kunci—seperti parameter sumbu, parameter alat, dan protokol keselamatan—tidak hanya akurasi pembengkokan dan efisiensi produksi yang dapat terjamin, tetapi masa pakai peralatan pun dapat diperpanjang secara efektif.
Untuk memaksimalkan potensi kinerja DELEM DA-66T, disarankan agar pengaturan terkait secara rutin ditinjau dan diperbarui sesuai kebutuhan produksi spesifik. Jika Anda mengalami kendala atau memerlukan bantuan lebih lanjut selama pengoperasian, jangan ragu untuk menghubungi tim teknis kami. Selain itu, Anda dapat merujuk ke dokumen teknis lainnya dari kami guna memperoleh keterampilan praktis tambahan dalam optimalisasi peralatan.

