















































Panduan Pengoperasian Optimal untuk Pengontrol Sumbu-Z DELEM DA53T/DA58T
Panduan Pengoperasian Optimal untuk Pengontrol Sumbu-Z DELEM DA53T/DA58T
Konfigurasi yang tidak tepat pada Pengontrol Sumbu-Z DELEM DA53T/DA58T dapat sangat mengurangi efisiensi operasional press brake. Panduan komprehensif ini menjelaskan secara rinci pengaturan dan metode pengoperasian yang benar untuk Pengontrol Sumbu-Z, dengan tujuan membantu operator mencapai pengoperasian press brake yang lancar dan presisi tinggi melalui penguasaan fungsi inti serta proses konfigurasinya.
Kontroler Sumbu-Z DELEM DA53T/DA58T adalah komponen kontrol khusus yang dikembangkan untuk sistem CNC DELEM DA53T/DA58T. Kontroler ini terintegrasi dengan layar sentuh Schneider Easy Harmony dan PLC Schneider TM200, suatu integrasi yang meningkatkan kemampuan sistem DA53T/DA58T hingga mendukung pengendalian 6+1 sumbu, sehingga secara signifikan meningkatkan fleksibilitas operasional dan presisi sistem. Model layar sentuh yang digunakan adalah HMIET6401, dilengkapi layar berukuran 7 inci dengan resolusi 800×480 piksel serta layar LCD TFT berwarna 16 juta warna guna memastikan operasi yang jernih dan intuitif.

1. Ikhtisar Operasi Dasar Kontroler Sumbu-Z
Untuk sistem seri DELEM DA5XT (termasuk DA53T/DA58T), sumbu-Z dapat dikendalikan melalui mode pemrograman satu langkah maupun multi-langkah—sama seperti sumbu-X dan sumbu-R, mode pengendalian sumbu-Z dapat disesuaikan secara bebas pada sistem DA5XT.
Langkah-langkah operasional inti untuk pemrograman sumbu-Z adalah sebagai berikut:
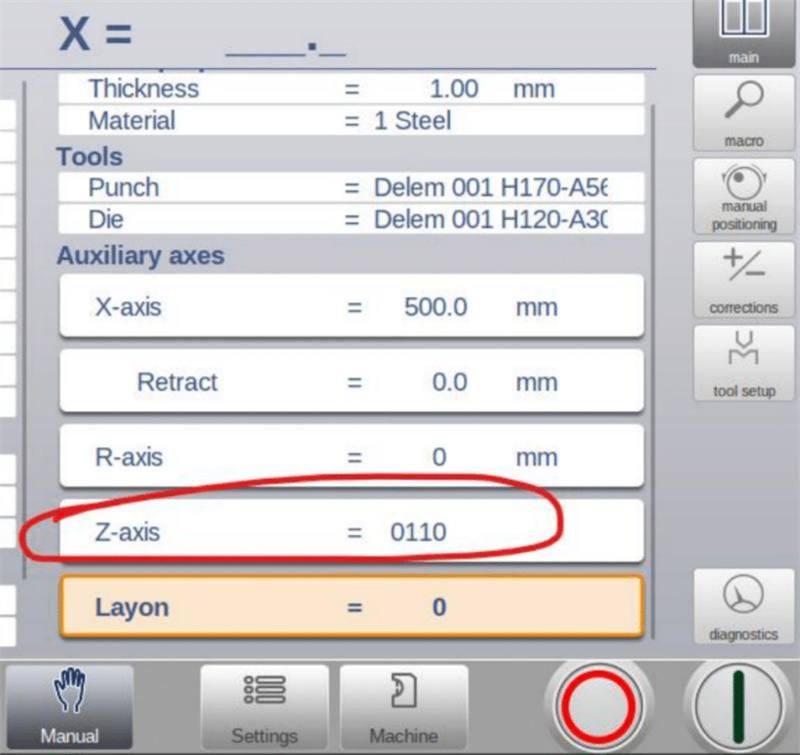
1. Berdasarkan panjang lembaran logam aktual dan posisi pukulan, masukkan koordinat pemrograman sumbu-Z yang akurat pada layar sentuh JUGAO;
2. Untuk setiap langkah pemrograman pada sistem DA5XT, tetapkan ID sumbu-Z unik (nilai ID berada dalam format biner, dengan rentang yang dapat dikonfigurasi dari 0000 hingga 1111).
Baik mode operasi sumbu-Z satu langkah maupun multi-langkah mendukung pengaturan nilai ID sumbu-Z secara bebas dalam rentang biner 0000–1111, serta sistem menyediakan contoh operasi visual untuk kedua mode guna memudahkan pemahaman dan pengoperasian oleh operator.
2. Operasi Terperinci pada Layar Sentuh JUGAO
Layar sentuh JUGAO merupakan antarmuka manusia-mesin inti untuk operasi manual dan otomatis sumbu-Z, dengan logika operasi yang jelas dan berbeda untuk berbagai mode kerja, serta metode penanganan khusus untuk situasi abnormal dan kalibrasi harian.
2.1 Metode Operasi Manual
Operasi manual sumbu Z hanya tersedia ketika ikon operasi manual yang ditentukan ditampilkan di layar sentuh; jika ikon tidak muncul, kontrol manual dinonaktifkan.
• Tekan tombol tombol kontrol maju untuk menggerakkan Z1 atau Z2 ke arah peningkatan nilai posisi (sisi Y1 sesuai dengan posisi nilai sumbu Z minimum, dan sisi Y2 sesuai dengan posisi nilai sumbu Z maksimum);
• Tekan tombol tombol kontrol mundur untuk menggerakkan Z1 atau Z2 ke arah penurunan nilai posisi, dan gerakan berhenti segera begitu tombol dilepaskan;
• Peralihan antara Z1 dan Z2: Tekan tombol pemilihan sumbu, lalu Z2 akan ditampilkan dalam warna biru, menandakan bahwa Z2 berada dalam keadaan siap dioperasikan secara manual; tekan tombol tersebut sekali lagi, Z2 kembali berwarna hitam, dan hak operasi manual beralih kembali ke Z1.
2.2 Metode Operasi Otomatis
Operasi otomatis sumbu Z dipicu oleh tombol mulai otomatis khusus pada layar sentuh JUGAO, dengan pemeriksaan awal terhadap status peralatan:
• Jika pompa oli pada mesin bending tidak dihidupkan, layar akan meminta operator untuk menghidupkan pompa oli terlebih dahulu;
• Jika pompa oli berada dalam kondisi kerja normal, menekan tombol mulai otomatis akan menggerakkan sumbu Z ke posisi pra-atur yang sesuai dengan Id0000;
• Tekan tombol berhenti khusus pada layar kapan saja untuk segera menghentikan gerakan otomatis sumbu Z.
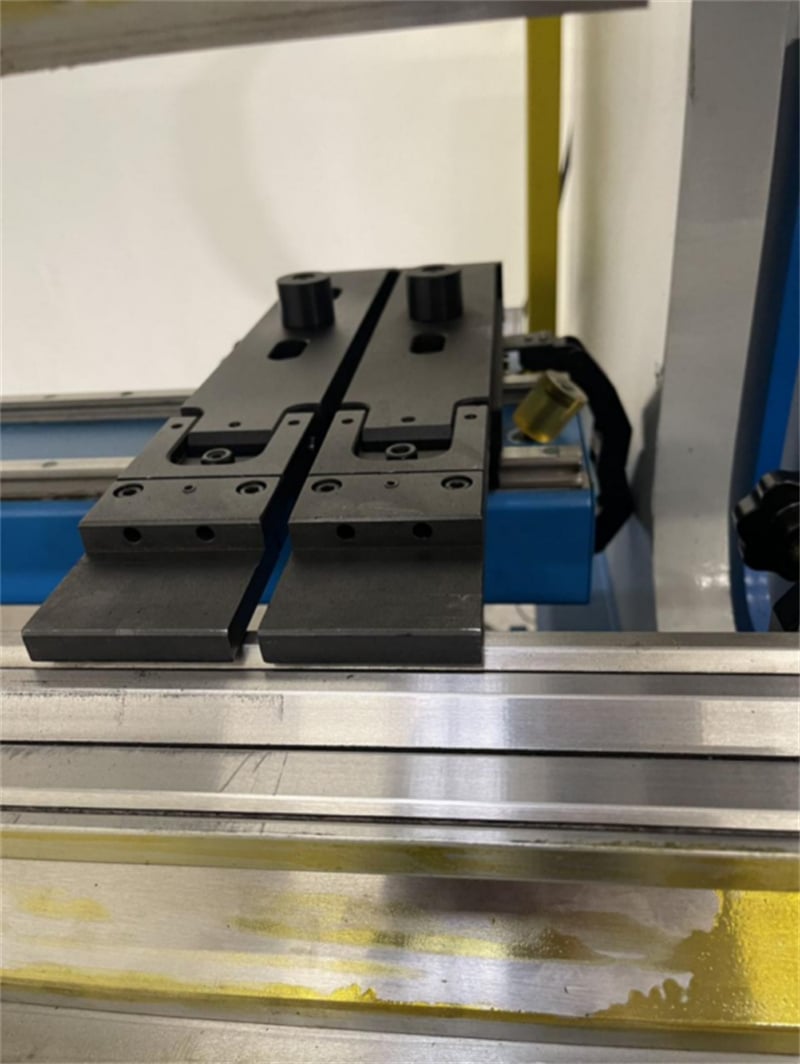
2.3 Penanganan Ketidaknormalan Akibat Kecelakaan Tabrakan
Dalam hal terjadi tabrakan antara jari-jari penghenti Z1 dan Z2 selama operasi, tangani ketidaknormalan tersebut dengan urutan berikut:
1. Pertama-tama periksa apakah modul penggerak sumbu Z menampilkan sinyal alarm; jika alarm muncul, matikan catu daya modul penggerak dan nyalakan kembali untuk mereset alarm;
2. Lakukan operasi kalibrasi "pengajaran" (teaching) untuk kedua sumbu Z1 dan Z2;
3. Masukkan nilai posisi akurat aktual saat ini dari Z1 dan Z2 pada layar sentuh, dan setelah dikonfirmasi, sistem dapat melanjutkan operasi berikutnya secara normal.
2.4 Persyaratan Utama untuk Operasi Pengajaran (Kalibrasi) Sumbu-Z
Pengajaran (kalibrasi) sumbu-Z yang benar merupakan prasyarat dasar bagi pengoperasian normal dan akurat seluruh Kontroler Sumbu-Z, dan operasi ini harus dilakukan dalam skenario berikut:
1. Uji coba pertama dan penyetelan awal press brake baru yang dilengkapi Kontroler Sumbu-Z DA53T/DA58T;
2. Tabrakan tak disengaja pada jari-jari penghenti sumbu-Z atau benturan mekanis abnormal lainnya terhadap sumbu-Z.
Perlu diperhatikan bahwa Kontroler Sumbu-Z memiliki fungsi memori saat mati daya: parameter posisi sumbu-Z hasil kalibrasi akan secara otomatis tersimpan oleh sistem. Setelah peralatan dimatikan dan dihidupkan kembali, operator tidak perlu melakukan ulang operasi pengajaran (kalibrasi), dan sistem dapat langsung memanggil parameter yang tersimpan untuk pengoperasian.

