















































Fitur Utama Mode Pengaturan DELEM DA-69T
Daftar Isi
1. Menavigasi Antarmuka Pengaturan DELEM DA-69T
2. Pengaturan Umum
3. Mengelola Bahan
4. Fungsi Cadangan dan Pemulihan
a. Cadangan Produk
b. Pemulihan Produk
c. Cadangan Alat
d. Pemulihan Alat
e. Cadangkan dan Pulihkan untuk Tabel dan Pengaturan
f. Pencadangan Terjadwal Otomatis
g. Navigasi Direktori
5. Pengaturan Program
6. Nilai Bawaan
7. Pengaturan Perhitungan
8. Pengaturan Produksi
9. Perhitungan Waktu Produksi
10. Pengaturan Waktu
11. Pertanyaan yang Sering Diajukan (FAQ)
12. Kesimpulan
Mode Pengaturan DELEM DA-69T merupakan komponen kritis dalam operasi press brake, yang dilengkapi kemampuan konfigurasi canggih guna memungkinkan pengguna mengendalikan kinerja mesin secara presisi. Panduan ini membahas fungsi inti dari Mode Pengaturan DELEM DA-69T, menjelaskan cara setiap fitur mengoptimalkan operasi press brake serta meningkatkan efisiensi produksi secara keseluruhan. Baik Anda pengguna baru yang sedang beradaptasi dengan sistem maupun operator berpengalaman yang ingin memperdalam keahlian, sumber daya ini menyediakan seluruh informasi penting yang diperlukan untuk sepenuhnya memanfaatkan potensi DELEM DA-69T.
Menavigasi Antarmuka Pengaturan DELEM DA-69T
Alihkan kontrol ke Mode Pengaturan dengan mengetuk tombol navigasi Pengaturan. Antarmuka dirancang untuk pengoperasian yang intuitif, dengan semua opsi konfigurasi dikelompokkan ke dalam tab-tab logis. Untuk tab yang melebihi kapasitas tampilan layar, cukup geser bilah tab secara horizontal guna mengakses seluruh pengaturan yang tersedia.
Pengaturan Umum
Tab Pengaturan Umum memungkinkan penyetelan halus parameter operasional inti, secara langsung meningkatkan kinerja press brake melalui opsi penyesuaian yang fleksibel dan ramah pengguna:
Pengaturan parameter
Untuk memodifikasi parameter, pilih tab yang relevan lalu ketuk pengaturan target. Papan ketik virtual akan muncul untuk memasukkan nilai numerik atau alfanumerik, sementara daftar tarik-turun mendukung pemilihan cepat—dengan gulir vertikal tersedia untuk daftar yang lebih panjang.
Pemilihan satuan
Sesuaikan satuan pengukuran agar sesuai dengan kebutuhan operasional Anda:
• Pilih Inci/mm: Beralih antara milimeter dan inci untuk pengukuran linear
• Pilih Ton/kN: Pilih ton atau kilonewton untuk pengukuran gaya
• Resistansi per m/mm: Pilih satuan resistansi per meter atau per milimeter
Penyesuaian Antarmuka
• Bahasa: Pilih dari daftar bahasa antarmuka yang didukung. Perhatikan bahwa antarmuka mungkin melakukan reboot saat beralih ke bahasa yang menggunakan karakter non-standar.
• Bahasa Bantuan: Secara bawaan mengikuti bahasa antarmuka yang dipilih, dengan bahasa Inggris sebagai pilihan cadangan. Bahasa bantuan tambahan dapat diinstal melalui koneksi jaringan atau drive USB.
Preferensi Input
• Tata Letak Papan Ketik: Pilih tata letak Qwerty, Qwertz, atau Azerty agar sesuai dengan kebiasaan pengguna
• Suara Tombol: Aktifkan atau nonaktifkan umpan balik audio pada panel input
• Sisi Panel Perintah: Alihkan posisi panel perintah ke sisi kiri atau kanan layar (bawaan: sisi kanan)
Fitur-fitur yang dapat disesuaikan ini menjadikan Mode Pengaturan DELEM DA-69T alat serba guna untuk menyesuaikan pengaturan mesin sesuai kebutuhan operasional masing-masing pengguna.
Mengelola Material
Mode Pengaturan DELEM DA-69T memungkinkan pemrograman, penyuntingan, dan penghapusan data material secara efisien, dengan kapasitas penyimpanan maksimal sebanyak 99 entri material. Untuk setiap material, pengguna dapat menentukan tiga properti utama:
1. Nama material: Ditampilkan pada layar pemrograman, dibatasi maksimal 25 karakter dan harus dimulai dengan huruf
2. Kekuatan tarik: Menunjukkan kinerja ketahanan tarik bahan
3. Modulus E: Menyatakan modulus elastisitas bahan
Eksponen Penguatan Regangan
Eksponen penguatan regangan (dilambangkan dengan n) merupakan sifat bahan yang krusial dan secara langsung memengaruhi akurasi perhitungan pembengkakan. Parameter ini diberikan oleh pemasok bahan bersama dengan kekuatan tarik dan modulus E. Pemasukan nilai n yang akurat menyempurnakan perhitungan jari-jari dalam, sehingga menghasilkan nilai kedalaman pembengkakan dan allowance pembengkakan yang tepat—akhirnya mengoptimalkan posisi pengukur belakang (back gauge) serta panjang perkembangan (developed length) untuk pembengkakan.
Secara bawaan, nilai n tidak aktif (diatur menjadi _.__) dan dapat dikonfigurasi antara 0,01 hingga 1,00 (nilai khas untuk baja lunak adalah 0,21). Mengatur ulang nilai menjadi 0 akan menonaktifkan parameter ini sepenuhnya.
Menghitung Eksponen Penguatan Regangan
Nilai n dapat dihitung dengan dua cara, tergantung pada ketersediaan tabel allowance pembengkakan:
1. Tanpa Tabel Allowance Pembengkakan
Lakukan uji tekuk dalam Mode Manual, lalu pilih tombol hitung n pada tabel material. Sistem menghitung nilai n berdasarkan selisih antara posisi sumbu X dan panjang sisi yang diukur. Ketepatan perhitungan bergantung pada ketelitian input ketebalan lembaran, parameter alat, serta pengukuran panjang sisi.
2. Dengan Tabel Allowance Tekuk
Nilai n dapat diperoleh secara langsung dari tabel yang telah dikonfigurasi sebelumnya. Pilih material yang relevan dan tekan tombol hitung n untuk menampilkan hasil perhitungan otomatis.
Manajemen Data Material
Material awalnya terdaftar berdasarkan nomor material unik (ID) dan dapat diurutkan berdasarkan properti apa pun guna memudahkan navigasi. Untuk memodifikasi atau menghapus suatu material, cukup pilih baris entri yang bersangkutan. Material baru dapat ditambahkan dengan memilih baris kosong dan memasukkan nilai properti yang diperlukan.
Kuasa atas eksponen penguatan regangan dan manajemen data material merupakan kunci untuk mencapai operasi pengerjaan logam yang presisi dan konsisten dengan DELEM DA-69T.
Fungsi Cadangan dan Pemulihan
Mode Pengaturan DELEM DA-69T dilengkapi kemampuan cadangan dan pemulihan yang andal untuk melindungi integritas data serta memastikan operasi press brake berjalan tanpa gangguan. Sistem ini mendukung pencadangan dan pemulihan data produk serta data alat dalam format file DLC, yang kompatibel dengan model kontrol DELEM versi lama—sehingga memberikan fleksibilitas untuk melindungi data operasional kritis secara mudah.
Pencadangan dan pemulihan dapat dilakukan menggunakan berbagai media penyimpanan (misalnya, flash drive USB, penyimpanan jaringan) sesuai koneksi yang tersedia pada mesin. Pengguna dapat membuat dan memilih direktori khusus sesuai kebutuhan, dengan lokasi penyimpanan terpisah untuk data produk dan data alat guna menjaga pengelolaan file yang terorganisir.
4.1 Pencadangan Produk
Untuk mencadangkan program produksi ke perangkat penyimpanan eksternal:
1. Navigasikan ke tab Cadangan/Pemulihan dan pilih produk di bagian Cadangan.
2. Setelah mengatur direktori pencadangan awal, layar pencadangan produk akan dimuat, yang mencakup fungsionalitas utama berikut:
○ Tampilan Produk: Semua produk dalam direktori sumber yang dipilih ditampilkan, meniru opsi tampilan di Mode Produk untuk navigasi yang intuitif.
○ Visibilitas Lokasi: Bagian atas layar menampilkan direktori sumber saat ini dan lokasi pencadangan yang telah ditentukan, memastikan transparansi penuh dalam manajemen berkas.
○ Pencadangan Selektif: Ketuk suatu produk untuk menandainya sebagai produk yang akan dicadangkan (penanda pencadangan mengonfirmasi pilihan). Jika nama produk yang sama sudah ada di lokasi pencadangan, sistem akan meminta konfirmasi dari pengguna sebelum menimpanya.
○ Pencadangan Massal: Fungsi Semua memungkinkan pencadangan satu kali klik untuk semua produk yang terdaftar, sehingga mempermudah perlindungan data untuk banyak berkas.
○ Navigasi Direktori Sumber: Gunakan Direktori Sumber untuk membuka penjelajah direktori dan memilih lokasi sumber lain bagi produk.
○ Navigasi Direktori Pencadangan: Gunakan Direktori Pencadangan untuk mengubah lokasi penyimpanan tujuan bagi produk yang dicadangkan.
4.2 Pemulihan Produk
Untuk memulihkan program produksi ke unit kendali:
1. Navigasi ke tab Cadangkan/Pulihkan dan pilih produk di bagian Pulihkan.
2. Setelah menetapkan direktori pemulihan awal, layar pemulihan produk dimuat dengan fitur inti berikut:
○ Tampilan Intuitif: Produk dalam direktori pemulihan yang dipilih ditampilkan dalam format yang sama seperti Mode Produk untuk memudahkan identifikasi.
○ Visibilitas Sumber/Tujuan: Bagian atas layar menunjukkan lokasi unit kontrol sumber dan tujuan pemulihan saat ini.
○ Penyesuaian Direktori: Gunakan Direktori Pemulihan untuk memilih sumber yang berbeda dan Direktori Tujuan untuk memilih lokasi target pada unit kontrol.
○ Pemulihan Selektif: Ketuk suatu produk untuk menandainya agar dipulihkan (tanda konfirmasi muncul). Jika terdapat berkas duplikat di unit kontrol, sistem akan meminta konfirmasi dari pengguna sebelum menimpanya.
4.3 Cadangan Alat
Untuk mencadangkan data alat (punch, die, bentuk mesin) ke perangkat penyimpanan eksternal:
1. Navigasi ke tab Cadangkan/Pulihkan dan pilih alat di bagian Cadangkan.
2. Setelah menetapkan direktori pencadangan awal, layar pencadangan alat dimuat. Prosedur pencadangan mengikuti langkah-langkah yang sama seperti pencadangan produk, dengan fitur pencadangan selektif/massal dan navigasi direktori yang identik.
4.4 Pemulihan Alat
Pemulihan alat mengikuti prosedur yang persis sama seperti pemulihan produk, dengan tata letak antarmuka yang identik, opsi penyesuaian direktori, serta fungsi peringatan untuk file duplikat.
4.5 Pencadangan dan Pemulihan untuk Tabel dan Pengaturan
Tab Pencadangan/Pemulihan menyediakan fungsi khusus untuk mencadangkan pengaturan khusus pengguna dan tabel sistem, dengan prosedur yang identik dengan pencadangan/pemulihan produk dan alat. Fungsi Semua mengotomatisasi seluruh proses secara berurutan—melakukan pencadangan atau pemulihan Produk + Alat + Tabel + Pengaturan dalam satu langkah demi efisiensi maksimal.
4.6 Pencadangan Terjadwal Otomatis
Untuk memastikan perlindungan data yang konsisten tanpa intervensi manual, Mode Pengaturan DELEM DA-69T mencakup fitur pencadangan terjadwal otomatis:
1. Navigasi ke opsi jadwal pencadangan di tab Cadangkan/Pulihkan.
2. Atur interval pencadangan (1 hingga 31 hari) untuk menjalankan secara otomatis semua tindakan pencadangan.
3. Ketika waktu yang dijadwalkan tiba dan perangkat dalam kondisi menganggur (idle), sistem akan meminta pengguna untuk segera menjalankan pencadangan atau menundanya (dengan pengingat yang diatur dalam rentang 1 hingga 24 jam).
4. Pengguna dapat menentukan lokasi pencadangan bawaan yang disukai untuk semua pencadangan terjadwal.
Fitur otomatis ini menyederhanakan pengelolaan data dan memastikan data operasional kritis selalu terlindungi tanpa intervensi manual.
4.7 Navigasi Direktori
Memilih Direktori Cadangan membuka jendela khusus yang menampilkan daftar semua direktori cadangan yang tersedia, dilengkapi alat navigasi intuitif untuk mengelola struktur penyimpanan:
• Menelusuri Subdirektori: Ketuk ikon titik untuk membuka dan melihat isi subdirektori.
• Navigasi ke Tingkat Lebih Atas: Ketuk ikon (INDUK) untuk berpindah satu tingkat ke atas; ulangi langkah ini untuk mencapai tingkat tertinggi guna beralih perangkat.
• Pemilihan Perangkat: Pada tingkat teratas, pilih perangkat penyimpanan yang diinginkan (misalnya, USB, jaringan), lalu pilih subdirektori yang relevan.
• Penyimpanan Jaringan: Dengan koneksi jaringan aktif, pilih Jaringan dan pilih volume jaringan yang tersedia (navigasi mencerminkan penanganan perangkat lokal).
• Pengelolaan Subdirektori: Buat atau hapus subdirektori menggunakan opsi Buat Subdirektori dan Hapus Subdirektori; ketuk subdirektori mana pun untuk memilihnya sebagai lokasi pencadangan.
Navigasi direktori yang efisien memastikan data pencadangan tetap terorganisasi dan mudah diakses, yang merupakan fondasi utama manajemen data yang efektif untuk operasi press brake.
Pengaturan program
Mode Pengaturan DELEM DA-69T memiliki basis data koreksi sudut yang komprehensif serta parameter pemrograman canggih yang meningkatkan presisi pembengkokan dan konsistensi operasional. Fitur utamanya meliputi:
Aktivasi Basis Data Koreksi Sudut
Mengaktifkan pengaturan ini menyimpan semua koreksi sudut yang dimasukkan selama proses produksi (Mode Otomatis) ke dalam basis data khusus. Koreksi untuk tikungan tertentu disimpan untuk digunakan di masa depan, memastikan konsistensi pada proyek-proyek identik atau serupa serta mengurangi waktu persiapan.
Saran Koreksi Otomatis
Selama proses produksi, unit kontrol memeriksa basis data untuk mencari koreksi yang telah tersimpan sebelumnya pada tikungan serupa:
• Kecocokan tepat memicu saran koreksi otomatis.
• Tikungan dengan selisih sudut ≤10° dari entri yang tersimpan menerima saran koreksi yang diinterpolasi.
• Tidak diberikan saran apa pun jika koreksi tikungan bersebelahan berbeda lebih dari 5° (untuk menghindari penyesuaian yang tidak akurat).
Program Koreksi Sudut Awal ming
Parameter ini memungkinkan koreksi sudut awal yang kecil, yang hanya terlihat pada halaman koreksi dalam Mode Otomatis. Sebagai contoh, koreksi dasar sebesar -8° dapat disesuaikan dengan koreksi awal sebesar -6°, sehingga mengubah nilai koreksi yang ditampilkan menjadi -2° tanpa mengubah nilai koreksi efektif total.
Pemrograman Koreksi Sudut Umum
Menerapkan koreksi global ke semua tikungan dalam suatu program (tidak disimpan dalam basis data koreksi sudut). Dapat diaktifkan untuk koreksi sumbu tunggal (G-korr. α1) atau koreksi sumbu ganda (G-korr. α1 dan α2) (konfigurasi bawaan).
Penyimpanan Koreksi Sudut dalam Mode Manual
Mengaktifkan pencatatan koreksi sudut yang ditentukan dalam Mode Manual, yang nantinya dapat diterapkan pada pemrograman Mode Otomatis guna meningkatkan akurasi pembengkokan.
Parameter Pemrograman Koreksi
• Koreksi Sudut: Pilih antara menyalin nilai delta, mempertahankan nilai delta tetap, atau melakukan penyesuaian independen terhadap koreksi sudut selama proses produksi (bawaan: salin koreksi).
• Koreksi X: Untuk sumbu CX1 dan CX2, pilih antara menyalin nilai koreksi, mempertahankan delta, atau penyesuaian independen (mirip dengan opsi koreksi sudut).
Pemrograman Independen Y1/Y2
Memungkinkan pemrograman independen pada sumbu Y1 dan Y2 untuk kontrol ultra-presisi (bawaan: pemrograman satu sumbu guna menyederhanakan operasi).
ID Mesin dan Deskripsi
Tetapkan ID unik dan nama deskriptif untuk setiap mesin di suatu fasilitas guna:
• Mencegah kesalahan pemrograman saat memuat data dari cadangan.
• Menyederhanakan operasi dan organisasi profil di antara beberapa mesin yang dikendalikan oleh DELEM.
Fitur-fitur pemrograman terarah ini menegaskan fleksibilitas DELEM DA-69T, secara langsung meningkatkan akurasi dan produktivitas press brake dalam tugas fabrikasi logam yang kompleks.
Nilai Bawaan
Nilai bawaan menentukan parameter awal untuk semua fungsi press brake, sehingga mempermudah pemrograman dan menjamin konsistensi operasional—fitur penting untuk mengoptimalkan efisiensi mesin. Pengaturan bawaan utama meliputi:
Pembukaan Sumbu-Y Bawaan
Mengatur nilai awal pembukaan sumbu-Y dalam Mode Program, mengurangi entri parameter manual untuk program baru dan mempercepat proses penyiapan.
Kecepatan Penekanan Bawaan
Menetapkan kecepatan penekanan awal standar untuk semua program baru, memastikan konsistensi operasi di seluruh proses produksi.
Tunggu Penarikan Bawaan
Menentukan perilaku penarikan unit kontrol dalam program bending (bawaan: Ya, dikonfigurasi selama pasca-pemrosesan dan pemrograman), sehingga alur operasional menjadi lebih efisien dengan waktu penarikan yang konsisten.
Kode Perubahan Langkah Bawaan
Menentukan kapan perubahan langkah terjadi dalam program bending (bawaan: UDP, dengan penjelasan detail tersedia di halaman Data Opsional dalam Mode Program), memungkinkan kemajuan terstruktur dan presisi melalui langkah-langkah bending.
Waktu Tunda Bawaan
Mempreset waktu tunggu sumbu-X selama perubahan langkah untuk memenuhi kebutuhan penanganan produk, memberikan fleksibilitas dalam menambahkan jeda yang diperlukan guna meningkatkan akurasi dan penanganan material.
Waktu Tunggu Bawaan
Menetapkan waktu tunggu standar untuk program pembengkokan, memungkinkan pembengkokan terkendali dengan menghentikan mesin secara sementara pada tahap-tahap kritis dalam proses pembengkokan.
Sudut Pra-bengkok Bawaan
Menetapkan sudut pra-bengkok awal untuk produk grafis, sehingga memudahkan perhitungan pra-bengkok yang akurat dan pembentukan lengkungan yang presisi.
Bukaan Lipatan Bawaan
Memberikan nilai bukaan awal untuk penempatan flens pada lipatan (nilai awal: 0,00 mm), memastikan tidak ada celah antar flens serta pembentukan lipatan yang presisi.
Dimensi Bawaan
Menentukan apakah gambar produk grafis menggunakan dimensi luar atau dimensi dalam (D1), meningkatkan akurasi gambar dengan menetapkan preferensi dimensi sejak awal.
Dengan memahami dan menyesuaikan nilai-nilai bawaan ini agar sesuai dengan kebutuhan produksi spesifik, pengguna dapat mengoptimalkan pengaturan mesin serta mencapai operasi press brake yang lebih efisien dan konsisten.
Pengaturan Perhitungan
Manajemen allowance bending adalah inti dari tab Pengaturan Perhitungan, sebuah fitur kritis untuk mencapai operasi bending yang presisi. Allowance bending mengoreksi posisi sumbu-X guna memperhitungkan pemendekan lembaran setelah proses bending, dan unit kontrol DELEM DA-69T menawarkan opsi perhitungan serta koreksi yang fleksibel.
Perhitungan Allowance Bending
Terdapat dua metode utama untuk menghitung allowance bending:
• Perhitungan: Unit kontrol menggunakan rumus bawaan standarnya untuk menghitung secara otomatis allowance bending, memberikan nilai bawaan yang andal untuk semua operasi bending.
• Tabel: Manfaatkan tabel allowance bending yang telah dikonfigurasi sebelumnya pada unit kontrol guna memperoleh nilai koreksi yang telah ditentukan, sehingga meningkatkan akurasi khususnya untuk material dan parameter bending tertentu.
Persiapan Data dan Koreksi Allowance Bending
Aktifkan atau nonaktifkan koreksi allowance bending saat menyiapkan data pemrograman, dengan dampak operasional yang jelas:
• Koreksi Nonaktif: Tidak diterapkan kelonggaran lentur selama pemrograman numerik—ideal untuk proyek di mana parameter bawaan memenuhi persyaratan akurasi.
• Koreksi Aktif: Koreksi kelonggaran lentur diintegrasikan ke dalam pemrograman numerik, memastikan penyesuaian sumbu yang presisi sesuai dengan nilai-nilai perhitungan. Semua koreksi tersimpan dan dapat ditinjau dalam Mode Produksi.
Catatan: Pengaturan ini hanya memengaruhi pemrograman produk; pasca-pemrosesan dalam Mode Gambar secara otomatis memasukkan kelonggaran lentur ke dalam perhitungan program CNC untuk gambar urutan.
Mengedit Tabel Kelonggaran Lentur
Untuk tabel kelonggaran lentur yang sudah ada, pilih parameter Tabel Kelonggaran Lentur Aktif guna membuka jendela pengeditan khusus. Fitur manajemen tabel meliputi:
• Pengeditan Bidang: Gunakan tombol Tab untuk memilih bidang dalam entri tabel, masukkan nilai baru, lalu tekan ENTER untuk menyimpan perubahan.
• Pembatasan Tabel: Tabel tidak dapat dibuat langsung dalam Mode Pengaturan—hanya tabel yang telah dimuat sebelumnya yang dapat diedit.
• Tabel Pemuatan: Pilih Muat Tabel untuk menavigasi ke lokasi file dan memuat tabel faktor kelonggaran tekuk yang telah ada sebelumnya.
• Referensi: Untuk detail tabel yang lengkap, konsultasikan manual tabel faktor kelonggaran tekuk khusus DELEM.
Parameter Perhitungan Tambahan
• Faktor Gaya Bottoming: Gaya bottoming dihitung dengan mengalikan gaya tekuk udara dengan faktor ini, guna memastikan penerapan gaya yang akurat dalam operasi tekuk bottoming.
• Penyesuaian Jarak Z: Menentukan jarak terukur dari tepi jari penekan ke sudut lembaran. Untuk mesin dengan sumbu-Z otomatis, posisi jari penekan dihitung secara otomatis relatif terhadap ujung lembaran demi presisi dan efisiensi maksimal.
Fitur perhitungan ini memungkinkan penyesuaian mendalam terhadap perhitungan tekuk, sehingga secara langsung meningkatkan akurasi DELEM DA-69T untuk kebutuhan fabrikasi logam yang disesuaikan.
Pengaturan Produksi
Tab Pengaturan Produksi menawarkan rangkaian konfigurasi lanjutan yang mengoptimalkan kemampuan produksi press brake, dengan fokus pada presisi, keselamatan, dan efisiensi operasional. Fitur utama meliputi:
Mode Perhitungan Stok
Mengelola siklus produksi melalui penghitung stok yang dapat dikonfigurasi (penghitungan naik atau turun):
• Penghitungan Turun: Ideal untuk memenuhi kuota produksi tetap—mesin berhenti secara otomatis begitu jumlah target tercapai.
• Penghitungan Naik: Untuk melacak progres produksi, dengan penambahan nilai setiap kali satu siklus produk selesai.
Mode Perubahan Tekuk Otomatis
Mengatur pemuatan langkah otomatis untuk operasi tekuk:
• Diaktifkan: Sekumpulan parameter tekuk berikutnya dimuat secara otomatis—hanya perlu menekan tombol mulai untuk melanjutkan produksi.
• Dinonaktifkan: Pemilihan dan aktivasi langkah berikutnya harus dilakukan secara manual, memberikan kendali operator yang lebih besar untuk tekukan kompleks.
Offset Kesejajaran
Mengatur nilai paralelisme global untuk sumbu-Y pada gerakan stroke, memastikan konsistensi paralelisme selama proses produksi—terutama krusial di bawah titik penjepitan guna menjaga kualitas lenturan yang seragam.
Kunci Layar Sentuh Saat Dijalankan
Mengunci layar sentuh selama operasi mesin untuk mencegah penyesuaian parameter secara tidak disengaja, sehingga meningkatkan keselamatan operasional secara signifikan dan mengurangi kesalahan produksi yang berbiaya tinggi.
Koreksi Tekanan dan Penjepitan
• Koreksi Tekanan: Menyesuaikan gaya yang diberikan oleh katup tekanan guna mencapai pengendalian gaya yang presisi selama proses lenturan.
• Koreksi Penjepitan: Memodifikasi posisi balok untuk memastikan penjepitan lembaran bahan yang kuat, yang merupakan persyaratan dasar guna mencapai lenturan yang akurat dan konsisten.
Penyesuaian Dukungan Komponen
• Kecepatan Kembali Bawaan: Mengatur kecepatan penarikan kembali dukungan komponen setelah proses lenturan selesai.
• Sudut Tambahan: Memberikan penyesuaian sudut tambahan selama proses dekompresi, memungkinkan penanganan dan penempatan material secara presisi.
Langkah-Langkah Keselamatan untuk Sumbu X dan Z
Kritis untuk mencegah tabrakan antara alat dan mesin:
• Offset Keselamatan X: Menetapkan zona keselamatan khusus pada sumbu X guna menghindari tabrakan dengan pukulan, die, dan perlengkapan alat lainnya.
• X Antar untuk Gerak Z: Menentukan posisi sementara yang aman pada sumbu X guna memungkinkan gerak sumbu Z yang mulus—sangat penting ketika menggunakan berbagai ukuran die.
• R Antar untuk Gerak X: Menetapkan posisi sementara pada sumbu R guna mencegah interferensi die selama gerak sumbu X.
Tampilan Catatan
Mengonfigurasi mesin agar secara otomatis menampilkan catatan langkah bending dalam Mode Otomatis, sehingga operator memiliki akses real-time terhadap instruksi kritis untuk setiap langkah bending.
Pengaturan produksi yang andal ini meningkatkan kinerja press brake, menjadikan DELEM DA-69T sebagai alat tak ternilai dalam fabrikasi logam berpresisi tinggi dan berkinerja tinggi.
Perhitungan Waktu Produksi
Perhitungan waktu produksi merupakan komponen kunci dalam perhitungan urutan pembengkokan, dengan total waktu produksi untuk suatu produk ditentukan oleh kecepatan pengaturan posisi sumbu dan waktu penanganan produk—keduanya dipengaruhi oleh dimensi fisik produk.
Produk berukuran kecil (dalam arah Z) memungkinkan putaran cepat dari atas ke bawah, sedangkan produk berukuran memanjang (dalam arah X) memerlukan waktu tambahan untuk reposisioning material. Mode Pengaturan DELEM DA-69T mengatasi hal ini dengan memungkinkan konfigurasi waktu putar khusus melalui tabel khusus, yang mengkategorikan waktu putar ke dalam empat interval panjang menggunakan tiga nilai batas yang dapat ditentukan pengguna.
Dengan menyesuaikan waktu putar untuk berbagai rentang ukuran produk, pengguna dapat mengoptimalkan pengaturan mesin untuk setiap proses produksi—meningkatkan produktivitas keseluruhan serta memastikan ketepatan waktu pada urutan pembengkokan.
Pengaturan waktu
Tab Pengaturan Waktu mengonfigurasi tampilan dan penyesuaian tanggal serta waktu pada unit kontrol DELEM DA-69T, dengan sinkronisasi penuh ke sistem operasi Windows yang mendasarinya:
• Tampilan waktu: Pilih untuk menampilkan tanggal dan waktu, hanya waktu, atau tidak menampilkan waktu/tanggal pada panel judul.
• Format waktu: Beralih antara tampilan waktu 24 jam dan 12 jam.
• Format tanggal: Pilih dari format tampilan tanggal dd-mm-yyyy, mm-dd-yyyy, atau yyyy-mm-dd.
• Penyesuaian waktu: Perbarui secara manual tanggal dan waktu sistem—perubahan ini akan diterapkan secara otomatis ke sistem operasi Windows yang berjalan pada unit kontrol.
Pertanyaan yang Sering Diajukan (FAQ)
Apakah saya dapat menyimpan profil pengaturan khusus dalam Mode Pengaturan DELEM DA-69T?
Ya. Mode Pengaturan DELEM DA-69T mendukung pembuatan dan penyimpanan profil pengaturan khusus. Fitur ini memungkinkan peralihan cepat antar berbagai konfigurasi guna menyesuaikan kebutuhan produksi tertentu, sehingga meningkatkan efisiensi operasional secara signifikan dan mengurangi waktu persiapan mesin.
Apa yang harus saya lakukan jika mengalami kesalahan saat berada dalam Mode Pengaturan DELEM DA-69T?
Jika terjadi kesalahan, pertama-tama gunakan alat diagnostik yang terintegrasi dalam menu pengaturan untuk mengidentifikasi dan memecahkan masalah tersebut. Jika masalah tetap berlanjut, konsultasikan panduan pengguna resmi DELEM atau hubungi dukungan teknis JUGAO untuk bantuan lebih lanjut.
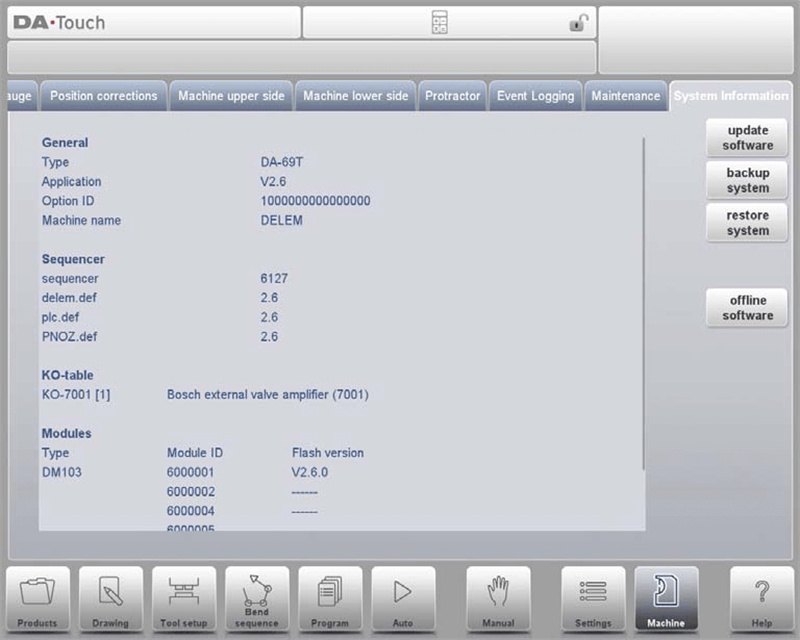
Apakah pembaruan perangkat lunak dapat dilakukan dalam Mode Pengaturan DELEM DA-69T?
Ya. Mode Pengaturan mencakup opsi pembaruan perangkat lunak khusus di bagian pengaturan sistem. Pengguna dapat memeriksa ketersediaan pembaruan firmware/perangkat lunak dan menginstalnya secara langsung guna memastikan unit kendali menjalankan versi terbaru—dengan akses ke fitur-fitur unggulan, peningkatan kinerja, serta pembaruan keamanan.
Kesimpulan
Menguasai fitur-fitur utama pada Mode Pengaturan DELEM DA-69T sangat penting untuk memaksimalkan efisiensi, presisi, dan keandalan operasi press brake Anda. Dengan memahami parameter-parameter yang dapat dikonfigurasi dalam sistem serta menyesuaikan pengaturan unit kontrol sesuai kebutuhan produksi spesifik Anda, Anda dapat meningkatkan kinerja mesin secara signifikan, memperbaiki kualitas hasil produksi, dan meminimalkan waktu henti yang mahal akibat kesalahan konfigurasi atau operasional.
Untuk memanfaatkan sepenuhnya kemampuan DELEM DA-69T, kami merekomendasikan menerapkan pengaturan-pengaturan ini secara strategis serta melakukan pemeriksaan peralatan secara berkala guna menjaga kinerja optimal. Jika Anda memiliki pertanyaan, memerlukan panduan lebih lanjut, atau bantuan teknis, tim JUGAO siap membantu. Jangan ragu untuk menghubungi kami guna memperoleh dukungan komprehensif atau mengeksplorasi sumber daya tambahan yang dapat semakin meningkatkan operasi fabrikasi logam Anda.

