















































DELEM DA53T/DA58T Z-առանցքի կառավարիչի օպտիմալ շահագործման ձեռնարկ
DELEM DA53T/DA58T Z-առանցքի կառավարիչի օպտիմալ շահագործման ձեռնարկ
DELEM DA53T/DA58T Z-առանցքի կառավարիչի սխալ կոնֆիգուրացիան կարող է բավականին վտանգել ճկավորման մեքենաների շահագործման արդյունավետությունը: Այս լիարժեք ձեռնարկը մանրամասն նկարագրում է Z-առանցքի կառավարիչի ճիշտ կարգավորման և շահագործման մեթոդները՝ նպատակ ունենալով օգնել շահագործողներին հասնել հարթ և բարձր ճշգրտությամբ ճկավորման մեքենաների շահագործման՝ տիրապետելով դրա հիմնարար ֆունկցիաներին և կոնֆիգուրացման գործընթացներին:
DELEM DA53T/DA58T Z-առանցքի կառավարիչը հատուկ մշակված կառավարման բաղադրիչ է DELEM DA53T/DA58T CNC համակարգի համար: Այն ինտեգրված է Schneider Easy Harmony սպարզանային էկրանի և Schneider TM200 PLC-ի հետ, ինչը DA53T/DA58T համակարգի մակարդակը բարձրացնում է՝ ապահովելով 6+1 առանցքի կառավարում, ինչը զգալիորեն բարելավում է համակարգի շահագործման ճկունությունն ու ճշգրտությունը: Օգտագործվող սպարզանային էկրանի մոդելը HMIET6401 է, որն ունի 7 դյույմանոց էկրան՝ 800×480 պիքսել լուծաչափով և 16 միլիոն գույնի TFT LCD էկրան՝ պարզ և ինտուիտիվ օգտագործում ապահովելու համար:

1. Z-առանցքի կառավարչի հիմնական շահագործման վերաբերյալ ընդհանուր ակնարկ
DELEM DA5XT շարքի համակարգերի համար (ներառյալ DA53T/DA58T) Z-առանցքը կարելի է կառավարել ինչպես մեկ քայլով, այնպես էլ բազմաքայլանի ծրագրավորման ռեժիմներով՝ ինչպես X և R առանցքները, այնպես էլ Z-առանցքի կառավարման ռեժիմը կարելի է ազատորեն հարմարեցնել DA5XT համակարգում:
Z-առանցքի ծրագրավորման հիմնական շահագործման քայլերն են՝
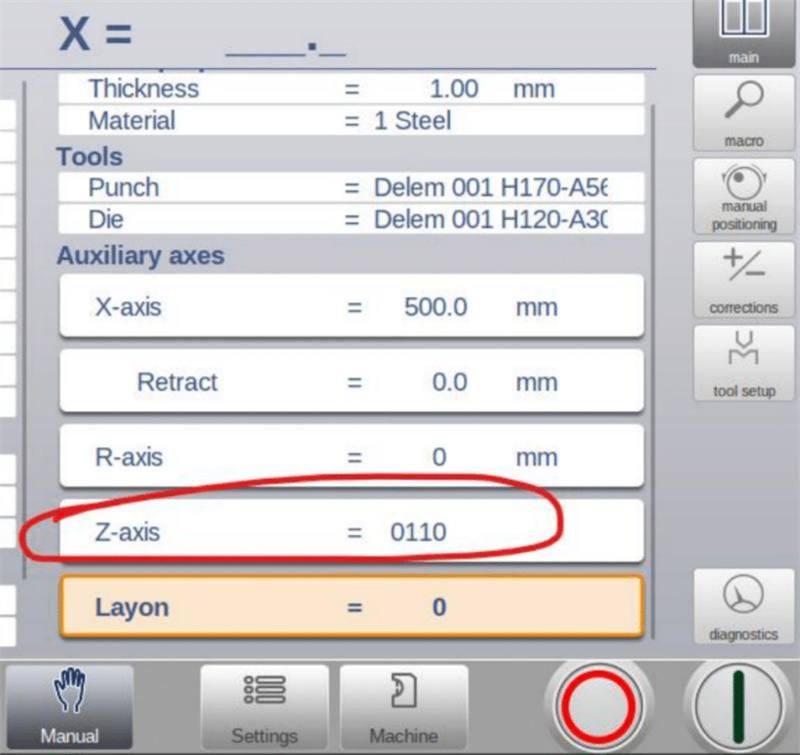
1. Հիմնվելով իրական մետաղային թիթեղի երկարության և ծակման դիրքի վրա՝ մուտքագրեք ճշգրիտ Z-առանցքի ծրագրավորման կոորդինատները JUGAO-ի շունչ-էկրանում;
2. DA5XT համակարգի յուրաքանչյուր ծրագրավորման քայլի համար նշանակեք եզակի Z-առանցքի ID (ID-ի արժեքը երկուական ձևաչափով է, իսկ կարգավորելի տիրույթը 0000-ից 1111 է):
Մեկ քայլի և բազմաքայլանի Z-առանցքի գործողության երկու ռեժիմներն էլ աջակցում են 0000–1111 երկուական տիրույթում Z-առանցքի ID-ի արժեքների կամայական սահմանումը, իսկ համակարգը երկու ռեժիմների համար էլ տրամադրում է տեսողական գործողության օրինակներ՝ օպերատորի հասկանալու և գործարկելու հեշտացման համար:
2. JUGAO շունչ-էկրանում մանրամասն գործողություններ
JUGAO շունչ-էկրանը Z-առանցքի ձեռքով և ավտոմատ գործարկման համար հիմնական մարդ-մեքենայական ինտերֆեյսն է, որն ունի տարբեր աշխատանքային ռեժիմների համար պարզ և տարբերակված գործողության տրամաբանություն, ինչպես նաև անսովոր իրավիճակների և ամենօրյա կալիբրման համար նախատեսված հատուկ մեթոդներ:
2.1 Ձեռքով գործարկման մեթոդ
Ձեռքով կատարվող Z-առանցքի կառավարումը հնարավոր է միայն այն դեպքում, երբ սահմանված ձեռքով կառավարման պատկերակը ցուցադրվում է շոշափման էկրանին. եթե պատկերակը չի ցուցադրվում, ձեռքով կառավարումը արգելափակված է:
• Սեղմեք առաջ շարժման կառավարման ստեղնը՝ Z1-ը կամ Z2-ը շարժելու դիրքի արժեքի մեծացման ուղղությամբ (Y1 կողմը համապատասխանում է Z-առանցքի նվազագույն արժեքի դիրքին, իսկ Y2 կողմը՝ Z-առանցքի առավելագույն արժեքի դիրքին).
• Սեղմեք հակառակ շարժման կառավարման ստեղնը՝ Z1-ը կամ Z2-ը շարժելու դիրքի արժեքի նվազեցման ուղղությամբ. շարժումը անմիջապես դադարում է ստեղնը ազատելու պահին.
• Z1-ի և Z2-ի անցումը. սեղմեք առանցքի ընտրության ստեղնը, և Z2-ը կցուցադրվի կապույտ գույնով, ինչը նշանակում է, որ Z2-ը գտնվում է ձեռքով կառավարման վիճակում. կրկին սեղմելու դեպքում Z2-ը վերադառնում է սև գույնի, և ձեռքով կառավարման իրավունքը վերադառնում է Z1-ին.
2.2 Ավտոմատ կառավարման եղանակ
Z-առանցքի ավտոմատ կառավարումը ակտիվացվում է JUGAO շոշափման էկրանի հատուկ «Ավտոմատ սկսել» ստեղնով՝ սարքի վիճակի նախնական ստուգման պայմանով.
• Եթե ճկելու մեքենայի յուղի պոմպը չի միացվել, էկրանը կհրավիրի օպերատորին սկզբում միացնել յուղի պոմպը;
• Եթե յուղի պոմպը նորմալ աշխատանքային վիճակում է, ապա «Ավտոմատ սկսել» ստեղնի սեղմումը կշարժի Z-առանցքը դեպի Id0000-ին համապատասխանող նախատեսված դիրքը;
• Կարող եք ցանկացած պահի սեղմել էկրանի վրա նախատեսված «Կանգնեցնել» ստեղնը՝ Z-առանցքի ավտոմատ շարժումը անմիջապես կանգնեցնելու համար:
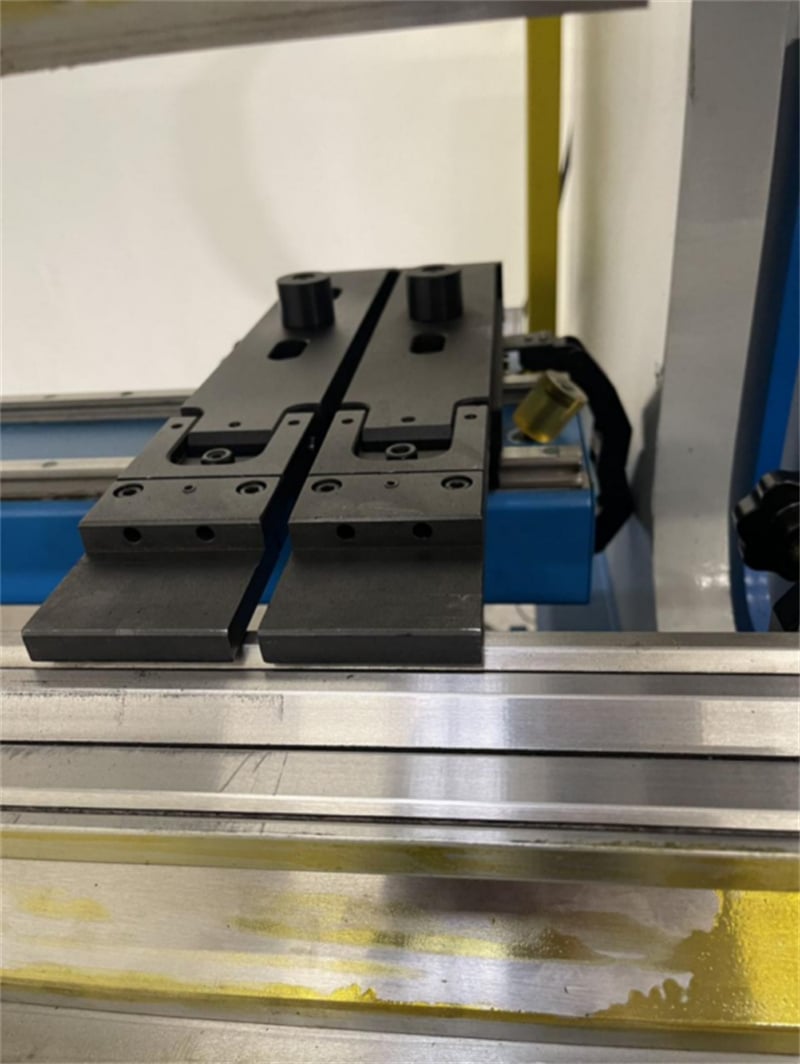
2.3 Հարվածի վթարումների անսովոր իրավիճակների վերահսկում
Գործարկման ընթացքում Z1-ի և Z2-ի կանգնեցման մատների միջև հարվածի դեպքում անսովոր իրավիճակը վերացնելու համար կատարեք հետևյալ գործողությունները.
1. Սկզբում ստուգեք, արդյոք Z-առանցքի շարժման մոդուլը ազդանշանի մասին հաղորդագրություն է տալիս; եթե ազդանշան է տրվել, ապա անջատեք շարժման մոդուլի մատակարարումը և վերսկսեք այն՝ ազդանշանը վերականգնելու համար;
2. Կատարեք Z1 և Z2 առանցքների համար «ուսուցման» կալիբրման գործողությունը;
3. Մուտքագրեք Z1-ի և Z2-ի իրական ընթացիկ ճշգրիտ դիրքերը շոշափման էկրանում, և հաստատումից հետո համակարգը կարող է վերսկսել սովորական հետագա գործողությունները:
2.4 Հիմնական պահանջները Z-առանցքի ուսուցման (կալիբրման) գործողության համար
Ճիշտ Z-առանցքի ուսուցումը (կալիբրումը) ամբողջ Z-առանցքի կառավարիչի նորմալ և ճշգրիտ աշխատանքի հիմնարար նախապայմանն է, և այս գործողությունը պետք է կատարվի հետևյալ դեպքերում.
1. Նոր ճկելու մեքենայի առաջին փորձարկումը և շահագործման հանգեցումը, որը սարքավորված է DA53T/DA58T Z-առանցքի կառավարիչով.
2. Z-առանցքի կանգնեցման մատների կամ Z-առանցքի այլ անսովոր մեխանիկական հարվածների ցանկացած պատահական բախում:
Կարևոր է նշել, որ Z-առանցքի կառավարիչը ունի մարտկոցի անջատման ժամանակ հիշողության ֆունկցիա. կալիբրված Z-առանցքի դիրքի պարամետրերը համակարգը ավտոմատաբար պահպանում է: Սարքավորումների մարտկոցի անջատումից և կրկին միացումից հետո օպերատորը չի պետք կրկին կատարի ուսուցման (կալիբրման) գործողությունը, և համակարգը կարող է անմիջապես օգտագործել պահպանված պարամետրերը աշխատանքի համար:

