















































Ինչպես է DELEM DA-52S-ի ձեռքով կառավարման ռեժիմը բարելավում արդյունավետությունը
Երբ խոսքը վերաբերում է մետաղամշակման գործընթացների արդյունավետության բարձրացմանը, անհրաժեշտ է հասկանալ DELEM DA-52S ՁԵՎԱՓՈԽԻՉԻ ՁԵՎԱԿԵՐՊՄԱՆ ՇԵՂԱՏԱՐ ՌԵԺԻՄԻ հնարավորությունները: Եթե ձեզ հետաքրքրում է, թե ինչպես է այս ռեժիմը բարձրացնում ճշգրտությունն ու արտադրողականությունը, ապա դուք ճիշտ վայրում եք: Այս հոդվածում մենք կքննարկենք DELEM DA-52S ՁԵՎԱՓՈԽԻՉԻ ՁԵՎԱԿԵՐՊՄԱՆ ՇԵՂԱՏԱՐ ՌԵԺԻՄԻ հիմնական հատկանիշները և ցույց կտանք, թե ինչպես է այն պարզեցնում ճկուն ճապաղակի օպերացիաները: Անկախ նրանից՝ դուք փորձառու օպերատոր եք, թե նոր եք սկսել օգտագործել այս մեքենաները, այս ուղեցույցը ձեզ կտրամադրի արժեքավոր գիտելիքներ ձեր սարքավորումների արդյունավետությունը մանուալ ռեժիմով օպտիմալացնելու վերաբերյալ:
Ներածություն
DELEM DA-52S-ի ձեռքով կառավարման ռեժիմը տալիս է ճշգրտության և ճկունության համադրություն, որը բարձրացնում է աշխատանքային հրապարակում աշխատանքի արդյունավետությունը: Այս ռեժիմը օպերատորներին տրամադրում է մեքենայի վրա ուղղակի կառավարում, ինչը հնարավորություն է տալիս իրական ժամանակում կատարել հարմարեցումներ և ճշգրտումներ՝ անհրաժեշտ բարդ և բարդացված աշխատանքների համար:

Սեղմելով այս ստեղնը՝ CNC-ը անցնում է ձեռքով կառավարման ռեժիմի:
«Սկսել» կոճակը սեղմելուց հետո բոլոր պարամետրերը ակտիվանում են, և հետին չափագրիչը տեղափոխվում է իր դիրքը: Նաև հնարավոր է առանց ավտոմատ կառավարման ձեռքով տեղաշարժել առանցքները:

Օգտագործեք «Դիտել փոխել» ստեղնը՝ անցնելու էկրանին, որտեղ ցուցադրվում են մեծացված արժեքներ ավելի մանրամասն հսկողության համար:
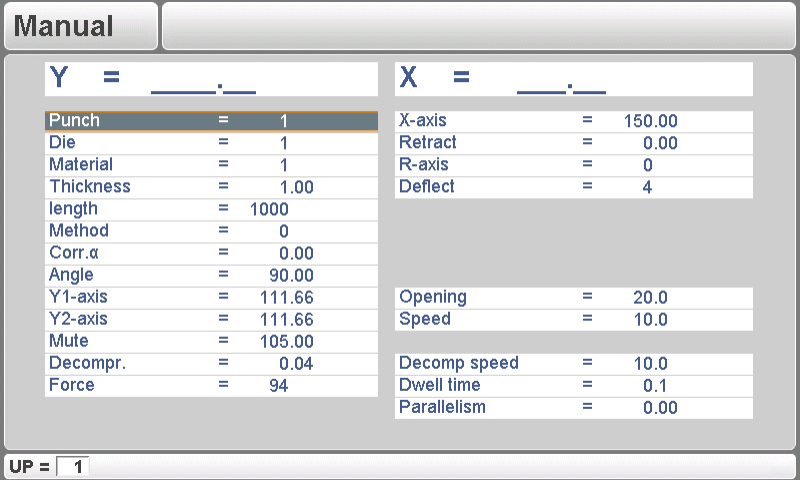
Պարամետրերի բացատրություն
DELEM DA-52S-ի ձեռքով կառավարման ռեժիմում հիմնարար պարամետրերի հասկացումը կարևոր է մեքենայի արդյունավետ կառավարման համար: Առանցքների համակենտրոնացումը, ցիկլի արագությունը և գործիքի դիրքը նման պարամետրերը կարևոր դեր են խաղում ճշգրիտ և արդյունավետ ճկելու մեքենայի գործարկման համար:
Բոլոր պարամետրերը կարող են անկախ ծրագրվել, ինչը հնարավորություն է տալիս հարմարեցված շահագործում կազմակերպել՝ համապատասխանեցնելով այն կոնկրետ նյութերին և աշխատանքային պահանջներին:
Փունճ (UP). Ընտրեք գործիքավորման գրադարանից՝ որոշելու ծռման ձևն ու խորությունը:
Մատրիցա (UN). Ընտրեք ծռման գործողությունների համար անհրաժեշտ մատրիցայի կոնֆիգուրացիան:
Նյութ (MA). Ընտրեք մինչև 6 նախածրագրված նյութերից՝ ճշգրիտ ծռման խորության հաշվարկների համար:
Հաստություն (TH). Մուտքագրեք թիթեղի հաստությունը՝ ճշգրիտ ուժի և անկյան հաշվարկների համար:
Երկարություն (BL). Սահմանեք թիթեղի երկարությունը, որը ազդում է հետնային չափագրման սարքի դիրքավորման վրա:
Մեթոդ (BM). Ընտրեք օդային ծռումը կամ հիմնային ծռումը, որոնք ազդում են կիրառվող ուժի վրա և արդյունքների վրա:
Անկյան ճշտում (Cα). Կատարեք ճշտում՝ հաշվի առնելով ծրագրավորված և չափված անկյունների միջև առկա տարբերությունը:
Անկյուն (α). Մուտքագրեք ցանկալի ծռման անկյունը, որը ազդում է Y-առանցքի պարամետրերի վրա:
Y1 և Y2 առանցքներ (Y). Որոշեք արժեքները՝ ճշգրիտ անկյան ստացման համար, ինչը կարևոր է կոնաձև ծռման դեպքում:
Անջատել ձայնը (M). Սահմանել Y-առանցքի անցումը արագից դեպի սեղմման արագություն՝ կոնկրետ դիրքի արժեքի վրա:
Դեկոմպրեսիա (BP). Ծախսված ճկման հետևանքով ճնշման ազատման համար ծրագրավորել շարժման երկարությունը:
Ուժ (P). Հաշվարկել անհրաժեշտ ուժը՝ հիմնվելով նյութի, հաստության և մատրիցայի բացվածքի վրա:
X-առանցք (X). Սահմանել հետնյալ չափագրիչի դիրքը՝ ճշգրիտ թերթի տեղադրման համար:
Վերադարձ (DX). Նշել ճկման ընթացքում վերադարձի հեռավորությունը՝ սկսած սեղմման կետից:
Լրացուցիչ առանցք (R). Կարգավորել լրացուցիչ առանցքեր՝ օրինակ R կամ Z, բարդ խնդիրների լուծման համար:
Բացվածք (DY). Կառավարել մատրիցայի և մատրիցայի միջև բացվածքը ճկման հետևանքով՝ մշակման ժամանակի կրճատման համար:
Արագություն (S). Որոշել սեղմման արագությունը՝ հավասարակշռելով արդյունավետությունն ու ճշգրտությունը:
Դեկոմպրեսիայի արագություն (BS). Սահմանել ճառագայթի արագությունը դեկոմպրեսիայի շարժման ընթացքում:
Պահման ժամանակ (T). Որոշել ճկման կետում պահման ժամանակը՝ համասեռության համար:
Զուգահեռություն (Y2). Կարգավորել՝ համապատասխանություն ապահովելու համար շարժիչի գլանների միջև:
Սկզբում այս պարամետրերը ակտիվացնելը օպտիմալացնում է կառավարումը և բարձրացնում է գործառնական արդյունավետությունը DELEM DA-52S ձեռքով ռեժիմում:
Մեծացված արժեքներ
DELEM DA-52S ձեռքով ռեժիմը ներառում է «մեծացված արժեքներ» հատկություն, որը հնարավորություն է տալիս օպերատորներին մանրամասն ստուգել մանրամասն կարգավորումներն ու հարմարեցումները: Այս հատկությունը հատկապես օգտակար է կրիտիկական պարամետրերի ճշգրիտ կարգավորումներ կատարելու համար՝ ապահովելով բարձրորակ վերահսկողություն:
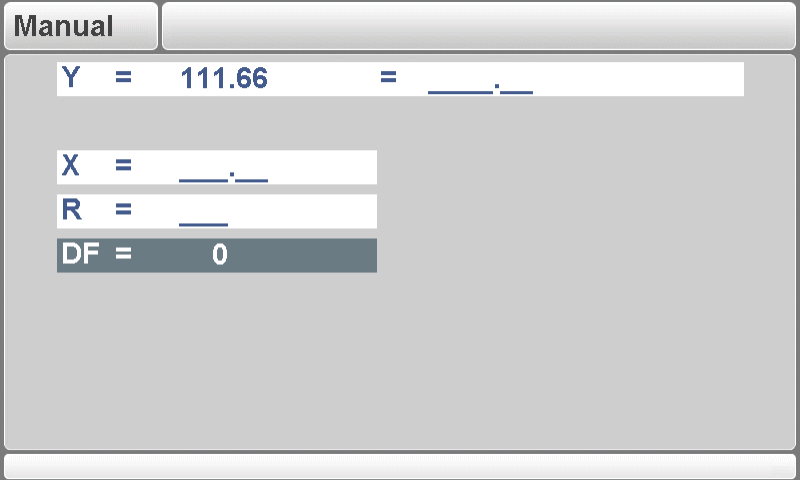
«Մեծացված արժեքներ» օգտագործելով օպերատորները կարող են կատարել մանրամասն կալիբրումներ, որոնք կարևոր են բազմաթիվ գործառնությունների ընթացքում համապատասխանությունը պահպանելու և բարդ խնդիրների լուծման ընթացքում սխալները նվազեցնելու համար:
Առանցքների ձեռքով կառավարում

Սեղմեք սա ստեղնը՝ ակտիվացնելու ձեռքով շարժման ռեժիմը:
Երբ «ձեռքով դիրք» ստեղնը ակտիվացված է, օգտագործեք կուրսորի վահանակը՝ ընտրելու այն առանցքը, որի կարգավորումը ցանկանում եք կատարել:
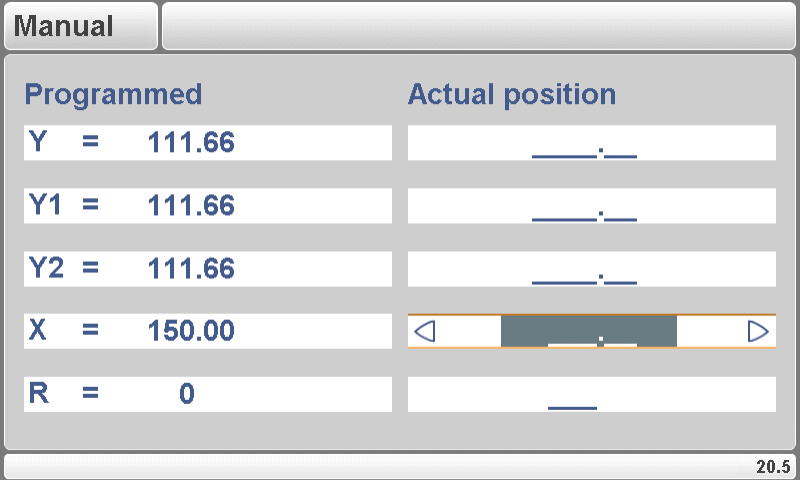
Օժանդակ առանցքներ. «Կանգ» + «Ձեռքով ռեժիմ»-ում կարող եք ձեռքով ճշգրտել հետին սահմանագծիչը՝ ընտրելով այն «Ձեռքով դիրքավորում» ստեղնի միջոցով և շարժելով ստեղնաշարի օգնությամբ: Սա թույլ է տալիս կատարել ճշգրիտ և անհատականացված ճշգրտումներ:
Y առանցք. «Սկսել» + «Ձեռքով ռեժիմ»-ում ձեռքով դիրքավորեք Y առանցքը՝ համոզվելով, որ.
«Ճշգրտել» ֆունկցիան ակտիվ է, ինչը ցույց է տրվում էկրանին «Ճշգրտել» գրությամբ:
Առանցքը գտնվում է ձայնամերկացման կետից ցածր:
CNC-ում սահմանված է սեղմման հրաման:
Ուսուցման դիրքեր
DELEM DA-52S ձեռքով ռեժիմը թույլ է տալիս պահպանել առանցքների հատուկ դիրքեր: Առանցքը շարժելուց հետո սեղմեք ENTER՝ պահպանելու դրա դիրքը, որի արդյունքում ընթացիկ առանցքի արժեքը փոխանցվում է ծրագրավորված դաշտին: Սա ապահովում է կրկնելիություն և ճշգրտություն հետագա գործողությունների համար:
Ընդհանուր շահագործում
DELEM DA-52S-ի վրա «Ձեռքով կառավարման ռեժիմի» ակտիվացումը մեծացնում է ճկունությունն ու արդյունավետությունը՝ թույլ տալով ձեռքով կառավարել առանցքները: Օգտագործեք սարքի առջևի պանելի սլաքավոր ստեղները՝ անցնելու «Ձեռքով դիրք» բաժին և ընտրելու ցանկալի առանցքը: Ստեղները սեղմելը կշարժի առանցքը՝ ապահովելով ճշգրիտ կառավարում:
Լրացուցիչ առանցքներ. «Կանգ» + «Ձեռքով կառավարման ռեժիմում» կարող եք ձեռքով ճշգրտել հետին սահմանափակիչը՝ ընտրելով այն «Ձեռքով դիրքավորման» ստեղնով և շարժելով ստեղնաշարի միջոցով: Դա հնարավորություն է տալիս կատարել ճշգրիտ և անհատականացված ճշգրտումներ:
Y-առանցք. «Սկսել» + «Ձեռքով կառավարման ռեժիմում» ձեռքով դիրքավորեք Y-առանցքը՝ համոզվելով, որ.
«Ճշգրտել» ֆունկցիան ակտիվ է, ինչը ցույց է տրվում էկրանին «Ճշգրտել» գրությամբ:
Առանցքը գտնվում է ձայնամերկացման կետից ցածր:
CNC-ում սահմանված է սեղմման հրաման:
Ուսուցման դիրքեր
DELEM DA-52S ձեռքով ռեժիմը թույլ է տալիս պահպանել առանցքների հատուկ դիրքեր: Առանցքը շարժելուց հետո սեղմեք ENTER՝ պահպանելու դրա դիրքը, որի արդյունքում ընթացիկ առանցքի արժեքը փոխանցվում է ծրագրավորված դաշտին: Սա ապահովում է կրկնելիություն և ճշգրտություն հետագա գործողությունների համար:
Եզրակացություն
Այսպիսով, DELEM DA-52S-ի ձեռքով կառավարման ռեժիմը գործարանային ճկունությունը զգալիորեն բարձրացնում է՝ տալով ճնշման ճաղատախտակի գործողությունների համար ճշգրիտ կառավարում և հարմարեցման հնարավորություններ: Առանցքների համաչափման և ցիկլի արագության ճշգրտումների նման հիմնական պարամետրերի հասկացումն ու օգտագործումը՝ մասնավորապես մանրամասն կալիբրումների համար մեծացված արժեքների օգտագործմամբ, հնարավորություն է տալիս ստանալ բարձր որակի և ճշգրտության արդյունքներ: Առանցքների ձեռքով ճշգրտման հնարավորությունը հետագայում մեծացնում է սարքի բազմաֆունկցիոնալությունն ու արձագանքի արագությունը բարդ խնդիրների լուծման համար:
Այս ռազմավարությունների իրականացումը նպաստում է անխափան և արդյունավետ գործարարությունների ապահովմանը՝ միաժամանակ մաքսիմալացնելով արտադրողականությունն ու սարքավորման ծառայության ժամկետը: Լրացուցիչ աջակցության կամ DELEM DA-52S-ի հնարավորությունների մասին ավելի մանրամասն տեղեկատվության համար խնդրում ենք կապվել մեր թիմի հետ կամ այցելել մեր կայքում տեղադրված լրացուցիչ ռեսուրսներն ու տեղեկատվական նյութերը:

