















































Az ESA S630 hajlításkezelés optimalizálása: Főbb stratégiák és gyakorlati tippek
Tartalomjegyzék
• Az Utolsó Hajlítás Funkció Kihasználása
• A Gép Függvények Oldal Hatékony Használata
• Gyakorlati Programmentési Módszerek
• Szerszámozási Stratégiák Finomítása
• Más Menüoldalak Navigálása
• Távoli Programkiválasztás Használata
• GYIK (Gyakran Ismételt Kérdések)
◦ Mi az első lépés az ESA S630 Hajlításkezelő beállításához egy új gépen?
◦ Támogatja-e az ESA S630 Bend Management egyedi hajlítási programokat?
◦ Hogyan használható hatékonyan a távoli programválasztás az ESA S630 Bend Management segítségével?
• Következtetés
Azok számára, akik hajlítási folyamataik optimalizálását célozzák meg, az ESA S630 rendszer kiemelkedő hatékonyságú megoldásokat kínál. Felmerülhet bennük a kérdés, hogyan alkalmazhatók a legjobb gyakorlatok a hatékonyság növelése és a műveletek egyszerűsítése érdekében – e cikk célja, hogy erre választ adjon.
Ez a cikk gyakorlati stratégiákat mutat be az ESA S630 Bend Management teljes lehetőségeinek kiaknázásához. E módszerek alkalmazásával átalakíthatja hajlítási műveleteit: növelheti a pontosságot, csökkentheti az állásidőt, és végül növelheti a termelési kapacitást. Nézzük meg lépésről lépésre, hogyan változhat az átlagos hajlításkezelés gördülékeny, magas teljesítményű folyamattá.
Az utolsó hajlítás funkció kihasználása
A hajlítási műveletek hatékonyságának növelése érdekében elengedhetetlen az ESA S630 Bend Management rendszer „Utolsó hajlítás” funkciójának elsajátítása. Ez a funkció védőmechanizmusként működik, azaz megjelöli a feldolgozási szakasz utolsó hajlítását, így megakadályozva további, véletlenül beillesztett hajlításokat. Helyes használat esetén az operátorok pontos, hibamentes feldolgozási sorrendet tarthatnak fenn – az alábbi ábra jobb felső sarkában található ikon segítségével azonosítható:
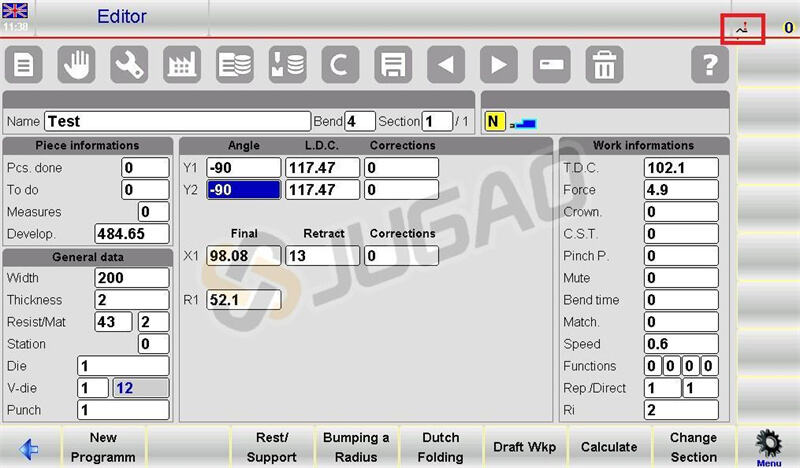
Az „Utolsó hajlítás” funkció integrálása az ESA S630 munkafolyamatába jelentősen javíthatja a pontosságot, különösen akkor, ha összetett, több lépésből álló hajlítási sorozatokkal dolgozik.
A Gép Függvények oldal kihasználása
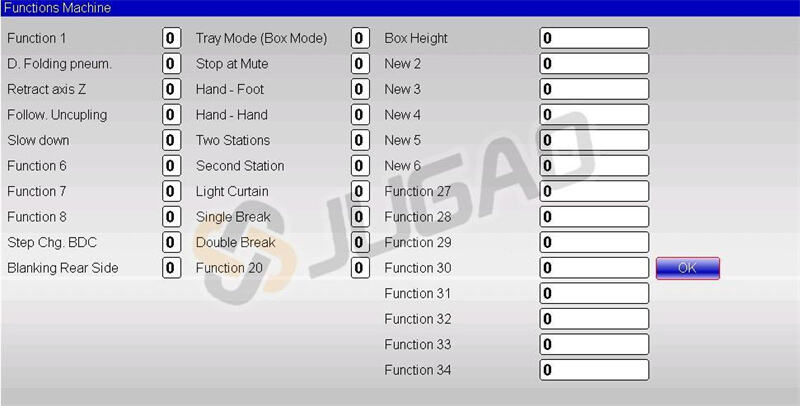
Az ESA S630 Bend Management szoftverben a „Gép Függvények” oldal kulcsfontosságú a gépvezérlés javításához hajlítás közben. Itt az operátorok egyedi funkciókat állíthatnak be minden hajlításhoz, hogy a teljesítményt konkrét feladatokhoz igazítsák.
A funkció eléréséhez: Nyomja meg a megfelelő gombot a Szerkesztő oldalon, majd válassza a 9>> Gép funkciók lehetőséget. A felugró ablak számos beállítást kínál a műveletek finomhangolásához:
• D. Hajtás pneumatikus funkció: Kiváltja az alakzatok pneumatikus felemelését, biztosítva a pontosságot holland hajlítás esetén.
• Z tengely visszahúzás funkció: Az „Z eltérési érték” alapján állítja az Z1 és Z2 tengelyeket a feldolgozási pontosság fenntartása érdekében.
• Követő kikapcsolási funkció: Kibocsátási ciklust hajt végre a követő egység mozgásának szabályozására.
• Lassítási funkció: A nyomórudat alacsony sebességen tartja, javítva a vezérlést a hajlítási ciklus során.
• BDC lépcsőváltó funkció: Lehetővé teszi a hajlítás beállítását az alsó holtpontnál, növelve a pontosságot.
• Hátsó oldal blokkolási funkció: Az MCS biztonsági rendszerekkel együttműködve kikapcsolja a hátsó gerendát, amikor szükséges.
• Tálca mód (Doboz mód) és Doboz magasság funkciók: Biztosítják a dobozszerű munkadarabok biztonságos hajlítását „lézerbiztos” rendszerek használatával.
• Leállítás némítási funkció: Lehetővé teszi a szüneteltetést, amikor sebességváltozás történik a „laser safe” rendszeren belül.
• Kéz-láb és kéz-kéz funkciók: Kézi leállítási vezérlést biztosítanak némítási pontokon a rugalmas működtetés érdekében.
• Két állomás és második állomás funkciók: Kétpedálos működést kezel a „laser safe” rendszer használatakor.
A „Gép funkciók” oldal elengedhetetlen a pontos vezérléshez az ESA S630 hajlításkezelésben – lehetővé teszi a műveletek testreszabását az adott alkatrész igényeihez, így biztosítva az hatékonyságot és a biztonságot.
Gyakorlati programmentési módszerek
Az hatékony programkezelés kritikus fontosságú az ESA S630 hajlításkezelés zavartalan működéséhez. A 10.1-es verziótól kezdve a munkaprogramok formátumai kibővültek, hogy 20 funkciót is tartalmazzanak. Bár a 10.x-es verzió támogatja a korábbi programformátumokat, visszafelé kompatibilitás hiányzik – ezért szükség esetén a programokat az előző verziókkal kompatibilis formátumban kell menteni.
Verziómentés áttekintése
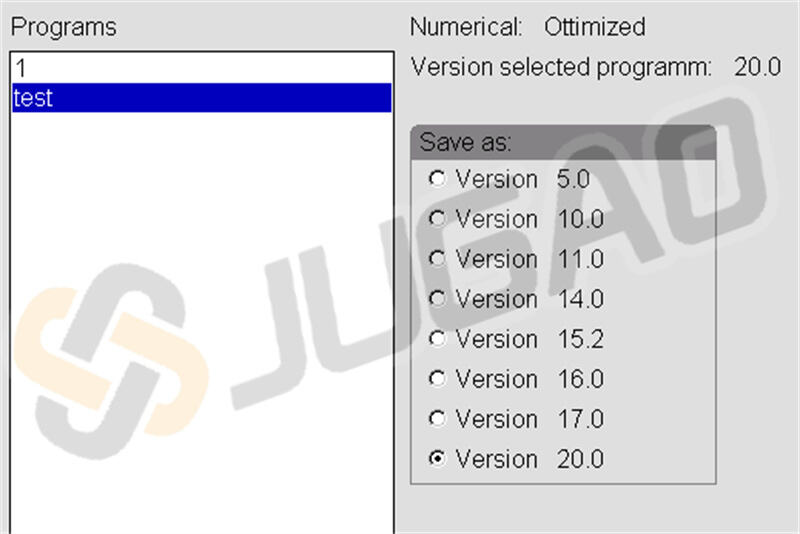
A Verziómentés oldal leegyszerűsíti a programkezelést, megjelenítve az aktuális programokat, verzióindexeiket, jelölőnégyzeteket a mentendő verziók kiválasztásához, valamint funkcióbillentyűket, mint például a [Mentés másként…] és az [ÖSSZES mentése másként…].
Egyetlen numerikus program mentése
Program mentése egy régebbi verzióval kompatibilis formátumban:
1. Navigáljon a Programlista felületre.
2. Kattintson a [Verzió mentése] gombra a mentési oldal megnyitásához.
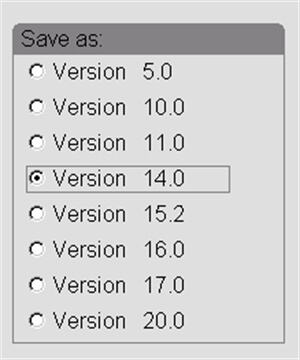
3. Érintőképernyő használatával válassza ki a kívánt formátumot (pl. Verzió 14.0).
4. Érintse meg a [Mentés másként…] gombot a program elnevezéséhez és a mentés befejezéséhez.
Az összes program mentése
Az összes meglévő program egyszerre történő mentéséhez:
1. Nyissa meg a Programlistát.
2. Nyissa meg a mentés oldalt a [Verzió mentése] gombra kattintva.
3. Használja az érintőképernyőt a célformátum kiválasztásához (pl. Verzió 14.0).
4. Helyezzen formázott USB-meghajtót a gépbe.
5. Válassza a [Minden mentése másként…] lehetőséget a programok USB-meghajtóra mentéséhez.
Ezek a módszerek növelik az ESA S630 Hajlításkezelő rendszer megbízhatóságát és hatékonyságát, biztosítva a programok könnyű elérhetőségét és kompatibilitását különböző rendszerverziók között.
Szerszámozási stratégiák finomítása
Az hatékony ESA S630 Hajlításkezelés a „Szerszámozás” oldal ügyes használatán alapul – amely kezeli a munkaállomásokat, és automatikusan kiszámítja a Z-tengely pozícióit. Az oldal megnyitásához: lépjen az Szerkesztőbe, majd válassza a 11 >> Szerszámozás lehetőséget. Az interfész a gép frontális nézetét mutatja, ahol a „Fogak” ikonok a szerszámokat jelképezik, a vezérlőablakok pedig a jobb oldalon találhatók.
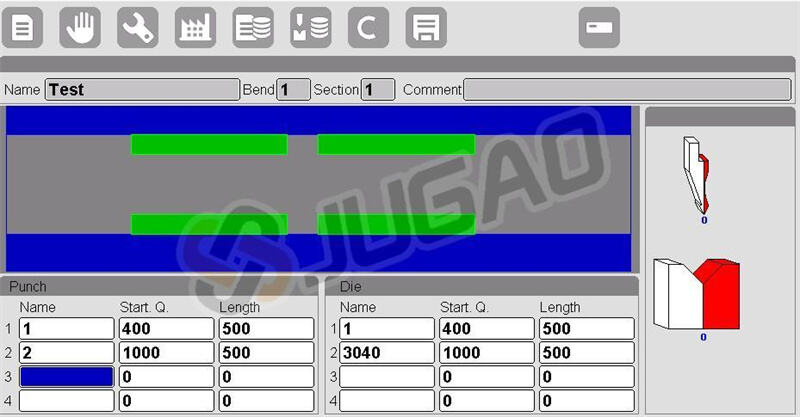
Az oldal alján két fő ablak jeleníti meg legfeljebb négy munkaállomás részleteit, beleértve:
• Munkaállomás száma: Adja meg, melyik munkaállomás aktív (1-től 4-ig)
• Szerszámazonosítás: Egyeztessük a bélyegek és ütközők nevét a felsorolt szerszámokkal.
• Mérések: Adja meg a kezdeti méreteket – a 0. pontból számítva, ha az „0-tól a belső vállig távolság” funkció engedélyezett.
• Szerszámhosszak: Adja meg a szerszámok hosszát minden munkaállomáshoz.
Ezeknek a funkcióknak a használatával javíthatja az ESA S630 Hajlításkezelés teljesítményét: pontos szerszám-kiválasztást biztosít, leegyszerűsíti a karbantartást, és növeli az egész fémfeldolgozó folyamat hatékonyságát.
További menüoldalak navigálása
Az ESA S630 Hajlításkezelés zavartalan működéséhez ismerni kell a főbb menüoldalak navigálását. Íme, hogyan használhatja az alapvető funkciókat:
NC kikapcsolása
A CNC rendszer biztonságos leállításához:
1. Nyomja meg kétszer a kijelölt gombot a menü megnyitásához.
2. Válassza az 5>> Leállítás lehetőséget.
A szoftververzió megtekintése
A szoftveradatok (beleértve a SW verziót) ellenőrzéséhez:
1. Nyomja meg kétszer a kijelölt gombot a menü eléréséhez.
2. Válassza az 6>> Verzió lehetőséget.
Logó megtekintése vagy módosítása
A logókijelzés ellenőrzéséhez vagy módosításához:
1. Nyomja meg kétszer a kijelölt gombot a menü megnyitásához.
2. Válassza a 7>> Logo lehetőséget.
Ezen alapvető menüfunkciók ismerete biztosítja, hogy személyre szabott és hatékony vezérlést kapjon az ESA S630 Bend Management rendszerben.
Távoli programválasztás használata
A távoli programválasztás mód használatához először elő kell készíteni a szükséges erőforrásokat, és helyesen kell konfigurálni a CNC-t. A konfiguráció részletes lépéseiért tekintse meg a gépgyártó által biztosított Gépparaméterek kézikönyvet – ez biztosítja, hogy a mód a tervezett módon működjön.
Gyakran feltett kérdések (FAQ)
Mik az első lépések az ESA S630 Bend Management beállításához egy új gépen?
Kezdje a gép kezelési utasításának átnézésével a kezdeti beállítási útmutatókért. Ezután konfigurálja a CNC-paramétereket annak érdekében, hogy biztosítsa az ESA S630 Bend Managementtel való kompatibilitást. Végül ellenőrizze az összes csatlakozást, hogy zavartalan legyen a programintegráció, és elkerülhetők legyenek a működési problémák.
Támogatja-e az ESA S630 Bend Management az egyedi hajlítási programokat?
Igen, az ESA S630 Bend Management kifejezetten az egyedi hajlítási programok kezelésére lett tervezve. A CNC-t úgy lehet konfigurálni, hogy ezeket az egyedi programokat fogadja és pontosan hajtsa végre – ez a rugalmasság segít kielégíteni az egyedi gyártási igényeket, és növeli az általános képességeket.
Hogyan használható hatékonyan a távoli programválasztás az ESA S630 Bend Management esetén?
A távoli programkiválasztás hatékony használata érdekében először készítse elő az összes szükséges erőforrást (ahogyan az a gyártó útmutatásában szerepel). Ezután konfigurálja a CNC-t a Gépparaméterek kézikönyvében található utasítások szerint. A megfelelő konfiguráció csökkenti a leállások idejét, és javítja a működési hatékonyságot.
Következtetés
Az ESA S630 hajlításkezelés optimalizálásakor egy sor alapvető stratégia jelentősen növelheti a működési hatékonyságot, és csökkentheti a leállások idejét. A pontos beállítás elsődlegessé tétele, a távoli programkiválasztás kihasználása, valamint a rendszeres karbantartás fenntartása révén a sajtolóhajlító rendszer optimális teljesítményt nyújt. Ezek a stratégiák együttesen egyszerűsítik a hajlítási műveleteket, javítják a pontosságot, és növelik az össztermelékenységet.
A teljeskörű támogatás érdekében, valamint az ESA S630 Bend Management teljes kibontakoztatásához forduljon szakértő csapatunkhoz. Itt vagyunk, hogy részletes betekintést nyújtsunk, testre szabott megoldásokat és további dokumentációt biztosítsunk minden lépéshez. Ne habozzon felvenni velünk a kapcsolatot konzultációkért, további forrásokért, vagy kapcsolódó dokumentációkért honlapunkon. Partneri együttműködéssel biztosíthatja, hogy gépei maximális hatékonysággal működjenek, és folyamatosan kiemelkedő eredményeket érjenek el.

