















































Az ESA S875 zárási együttható beállítására vonatkozó üzemeltetési utasítások
Amikor a hajlítási paramétereket egy hidraulikus hajlítógépen állítja be, az ESA S875 Körbehajtás-együttható kulcsszerepet játszik a pontos szögeredmények elérésében és az anyag viselkedésének egyenletességében. Ha nem biztos abban, hogyan módosítsa ezt az együtthatót, vagy hogy hogyan befolyásolja a körbehajtást és a pénzverést, ez az útmutató világosan elmagyarázza. Végigvezetem, hogyan állítsa be helyesen az ESA S875 Körbehajtás-együtthatót, milyen tényezők befolyásolják az értékét, és hogyan javíthatja a megfelelő kalibrálás a hajlítás pontosságát és a gyártási folyamat stabilitását.
Hol lehet módosítani az ESA S875 Körbehajtás-együtthatót
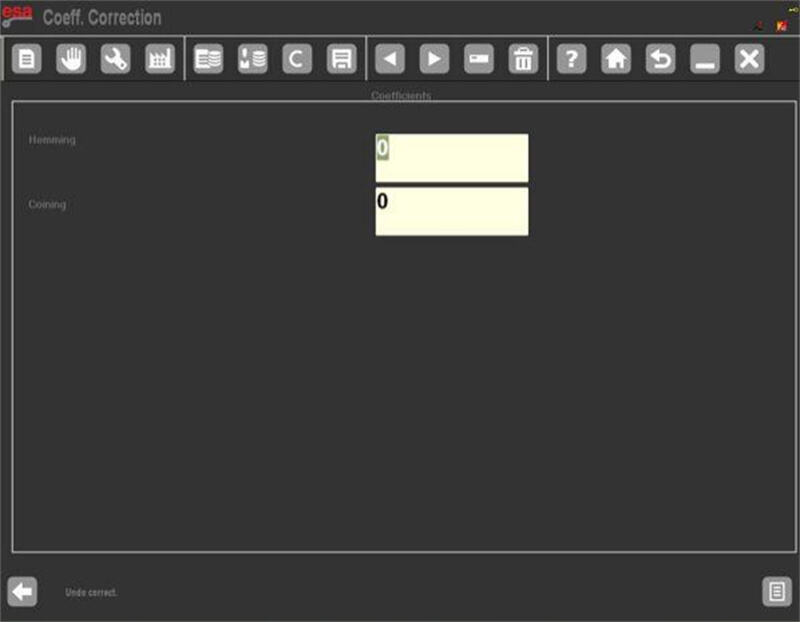
Az ESA S875 kovácsolási együttható beállításához a vezérlőrendszeren belül el kell érnie a speciális Javítási együtthatók maszkját. Ez a maszk két gépszintű paramétert tartalmaz:
Kovácsolási együttható
Kapcsolási együttható
A kovácsolási együttható kifejezetten azt szabályozza, hogyan kompenzálja a rendszer a kovácsolási típusú hajlításoknál a legalsó holtpont helyzetét.
A beállítás megadásához:
1. Nyissa meg a Javítások maszkját
2. Nyomja meg a [Javítási együttható] funkcióbillentyűt
3. Megjelenik a Javítási együtthatók maszkja
Ez az egyetlen hely, ahol a kovácsolási együttható módosítható. Az érték módosítása után az NC-t újra kell indítani, hogy az új kovácsolási együttható teljes mértékben érvényesüljön a rendszer számításaiban.
Hogyan befolyásolja a kovácsolási együttható a P.M.I.-t
Az ESA S875 zárókoefficiens közvetlenül befolyásolja a P.M.I. (alsó holtpont helyzete) kiszámítását a záró- vagy érmés típusú hajlítások esetében.
A záró- és érmés műveletek során a hajtókar mélyebbre hatol a anyagba, mint a levegőn keresztüli hajlításnál. Ezért az alsó pozíció pontos meghatározása kritikussá válik. Amikor a zárókoefficienst módosítják:
A megadott érték algebrai módon hozzáadódik a kiszámított P.M.I.-hez.
A kompenzáció minden záró-/érmés hajlításra vonatkozik.
A módosítás globálisan befolyásolja a gép viselkedését.
Ha a zárókoefficienst növelik, a rendszer ennek megfelelően módosítja a behatolási logikát. Ha csökkentik, az alsó holtpont kiszámítása az ellenkező irányba tolódik el. Ez az algebrai korrekció biztosítja, hogy a mechanikai behatolási mélység tükrözze a tényleges gyártási körülményeket.
Mivel a záró művelet során az anyagot a nyomóforma üregéhez nyomják, még a zárókoefficiens kis változásai is befolyásolhatják:
A végső hajlítási szöget
Anyagösszenyomás-egyezés
Felületi karcolás
Kötegek közötti ismételhetőség
A csapszegelési együttható megfelelő beállítása biztosítja, hogy a hajlítógép a megfelelő alakítási mélységet érje el túlzott átpréselés nélkül.
Mikor kell módosítani a csapszegelési együtthatót
Az ESA S875 csapszegelési együtthatójának beállítását általában a következő esetekben szükséges elvégezni:
Rendszeres túlnyomás a csapszegelés során
Elégtelen anyagösszenyomás
A csapszegelési módtól függő szögeltérés
Gép újraefektetése karbantartás után
Szerszámváltás, amely befolyásolja az átpréselés mélységét
Ha a kovácsolási hajtások folyamatosan túl szorosak vagy túl nyitottak a helyes programadatok ellenére, ajánlott átnézni a kovácsolási együtthatót a különálló hajtási paraméterek módosítása előtt.
Fontos megérteni, hogy az ESA S875 kovácsolási együttható nem programspecifikus. Ez egy gépszintű paraméter, ami azt jelenti, hogy egyszer beállítva minden, ezen a gépen végrehajtott kovácsolási/érmés hajtást befolyásol.
A kovácsolási együttható mentése és kezelése
Az ESA S875 kovácsolási együttható automatikusan elmentésre kerül a korrekciós együtthatók maszkjából való kilépéskor. Azonban:
Nem tárolódik külön munkaprogramokban
Véglegesen összekapcsolódik a vezérlőrendszerrel
Minden jövőbeli kovácsolási műveletet érint
A kovácsolási együttható módosítása után az új érték életbe lépéséhez NC-újraindítás szükséges.
Ha a módosítás nem eredményezi a várt eredményt, nyomja meg a [Korrekció figyelmen kívül hagyása] gombot a maszkon belül. Ezzel a kovácsolási együttható visszaáll a korábban aktív értékre.
Mivel a kovácsolási együttható globálisan befolyásolja a felső holtpont számítását, az efféle beállításokat óvatosan és fokozatosan kell elvégezni.
A kovácsolási együttható beállításának ajánlott módszertana
A stabil működés biztosítása érdekében a következő lépéseket javasoljuk az ESA S875 kovácsolási együtthatójának beállításakor:
Kis, fokozatos változtatások végzése
Tesztelés mintamateriálon a sorozatgyártás megkezdése előtt
A tényleges szög és összenyomási eredmények ellenőrzése
Az NC újraindításának megerősítése minden módosítás után
Gyakori, nagymértékű beállítások elkerülése
Az ESA S875 kovácsolási együtthatóját finom kalibrációs paraméterként kell kezelni, nem pedig elsődleges szöghelyesbítő eszközként. A programszintű korrekciókat mindig ellenőrizni kell a gépszintű együttható módosítása előtt.
Megfelelő konfiguráció esetén az ESA S875 kovácsolási együtthatója javítja:
Behatolási pontosság
Szögállás állandósága
Gyártási stabilitás
Hosszú távú gép megbízhatóság
A működtetők az ESA S875 kovácsolási együttható alapos megértése és finomhangolása révén pontosan szabályozhatják a kovácsolási és érmék formázásánál a legalsó holtpont helyzetét. A megfelelő kalibrálás biztosítja, hogy a formázási nyomás, az anyag összenyomása és a szögpontosság stabil maradjon különböző anyagok és gyártási tételként, ami javítja a hajlítási teljesítményt és csökkenti a korrekciós ciklusok számát.
Következtetés
Az ESA S875 kovácsolási együttható kulcsszerepet játszik a kovácsolási és érmék formázásánál a legalsó holtpont helyzetének szabályozásában. Az algebrai módon korrigált P.M.I. érték segítségével a kovácsolási együttható biztosítja a pontos ütőbehatolást, a stabil anyagösszenyomást és az egyenletes szögeredményeket.
Mivel a kovácsolási együttható gépszintű paraméter, bármely módosítása minden kovácsolási és érmék formázásánál érvényes. Ezért a beállításokat óvatosan, fokozatosan kell elvégezni, és utána rendszer újraindítása szükséges.
Megfelelő konfigurálás esetén az ESA S875 kovácsolási együttható javítja a hajlítás pontosságát, növeli az ismételhetőséget, és hozzájárul a hosszú távú gyártási stabilitáshoz különböző anyagok és szerszámozási feltételek mellett.

