















































A DELEM DA-66S eszközkonfiguráció fő lépései
Tartalomjegyzék
1. Bevezetés
2. Alapvető konfigurációs lépések
2.1 A DELEM DA-66S szerszámkonfigurációs felület elérése
2.2 A szerszámbeállítási funkció aktiválása
2.3 Új szerszámok kiválasztása és hozzáadása
3. A szerszámok elhelyezésének és hosszának paraméterei
3.1 A szerszám hosszának és elhelyezési pozíciójának programozása
3.2 Az automatikus kiválasztási funkció maximális kihasználása
4. Speciális konfiguráció és szerszám-szegmensek kezelése
4.1 Szerszám-szegmens kezelése
4.2 Szerszámozási állomások kiválasztása és újrapozicionálása
5. Gyakran Ismételt Kérdések (GYIK)
6. Következtetés
A DELEM DA-66S vezérlőrendszer szerszámainak pontos, szabványos lépések szerinti konfigurálása kulcsfontosságú a hidraulikus hajlítógépek üzemelési hatékonyságának és megmunkálási pontosságának növeléséhez. Akár egy meglévő szerszámkonfigurációt frissít, akár teljesen újat hoz létre, a konfigurációs folyamat minden lépését gondosan kell végrehajtani az optimális gyártási eredmények eléréséhez.
A szerszámkonfiguráció lényege a géphez szükséges ütők, nyomatékok és minden szükséges adapter pontos programozása. A termékkönyvtár elérése és a megfelelő szerszámkonfigurációs séma kiválasztása lehetővé teszi ezeknek a fő összetevőknek a nagyon pontos beállítását. Ez az útmutató végigvezeti Önt a DELEM DA-66S szerszámkonfiguráció minden alapvető lépésén, leegyszerűsíti a beállítási munkafolyamatot, és javítja a hidraulikus hajlítógép általános üzemelési hatékonyságát.
Bevezetés

A DELEM DA-66S egy újgenerációs numerikus vezérlőrendszer, amelyet széles körben alkalmaznak a modern gyártásban, különösen a fémmegmunkáló iparágban. A pontos szerszámkonfiguráció az alapvető garancia arra, hogy a hajlítógép nagy pontosságú hajlítást és stabil működést érjen el. A helytelen konfiguráció nemcsak a munkadarabok megmunkálási pontosságát befolyásolja, hanem csökkenti a termelési hatékonyságot, sőt akár felesleges kopást is okozhat a gépen és a szerszámokon. Ezért minden kezelő számára elengedhetetlen a tudatos szerszámkonfigurációs lépések elsajátítása.
1 A DELEM DA-66S szerszámkonfigurációs felület elérése
Egy adott termék szerszámfelállításának szerkesztéséhez vagy módosításához először meg kell keresni és kiválasztani a megfelelő terméket a rendszer termékkönyvtárából, majd el kell érni a Szerszámfelállítás modult, hogy megkezdődhessen a további konfigurációs munka. Ez az első lépés a professzionális szerszámkonfigurációs felületre való belépéshez, és az összes következő művelet alapja.
2 A szerszámfelállítás funkció aktiválása
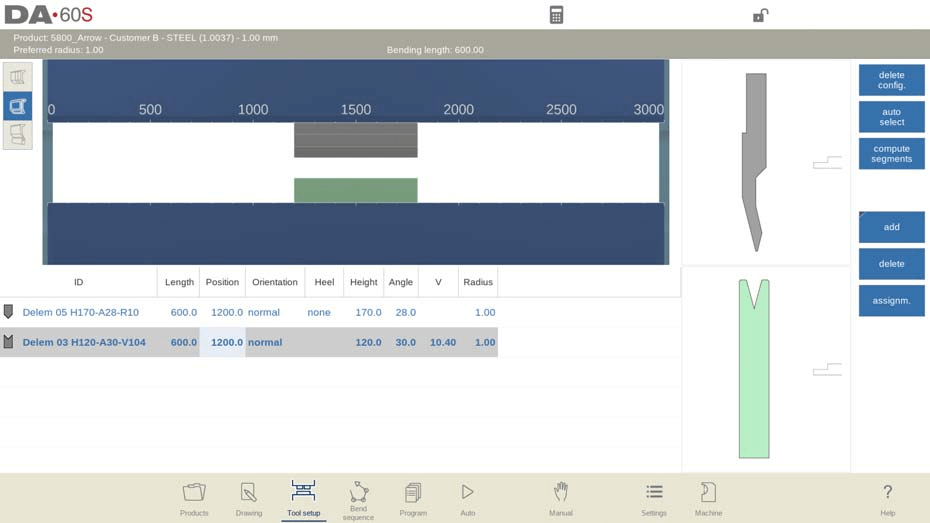
A szerszámkonfigurációs funkció aktiválása előfeltétele a DELEM DA-66S készüléken történő szerszámkonfigurációnak. Miután aktiválták, a rendszer felülete részletes vizuális elrendezést jelenít meg a gép jelenlegi szerszámkonfigurációjáról, amely elengedhetetlen a lyukasztók, kihúzók, adapterek és egyéb szerszámok pontos elhelyezésének programozásához.
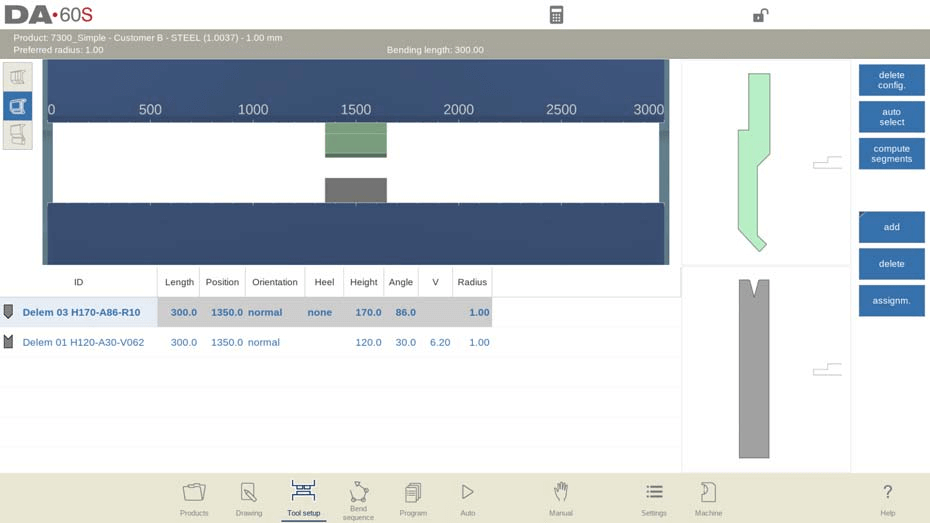
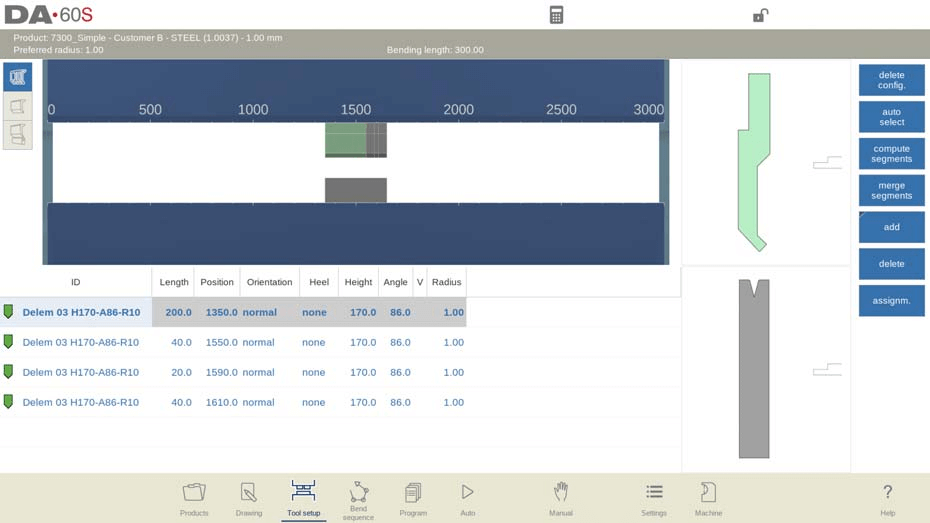
Miután a szerszámkonfigurációs funkciót engedélyezték, a képernyő felső fele a gép jelenlegi elrendezésének elülső nézetét mutatja, míg az alsó fele az összes konfigurált szerszám részletes adatait jeleníti meg. Éppen ezen integrált felületen programozhatják az üzemeltetők a különböző szerszámok helyzetét a hajlítógépen.
A gép elülső nézete a következő sorrendben jeleníti meg a felső résztől az alsó részig a szerkezet alapvető elemeit: nyomógerenda, döfőadapter (ha előre programozott), döfőszerszám, kivágószerszám, kivágóadapter (ha előre programozott) és munkaasztal. Ezeket a gépelemeket a rendszer Gép üzemmódjában előre kiválasztották, és általában nincs szükség naponta történő beállításukra. Az, hogy egy adapter programozható és hozzáadható-e a beállításhoz, az adott Gép üzemmódban beállított adapterparaméterektől függ.
3 Új szerszámok kiválasztása és hozzáadása
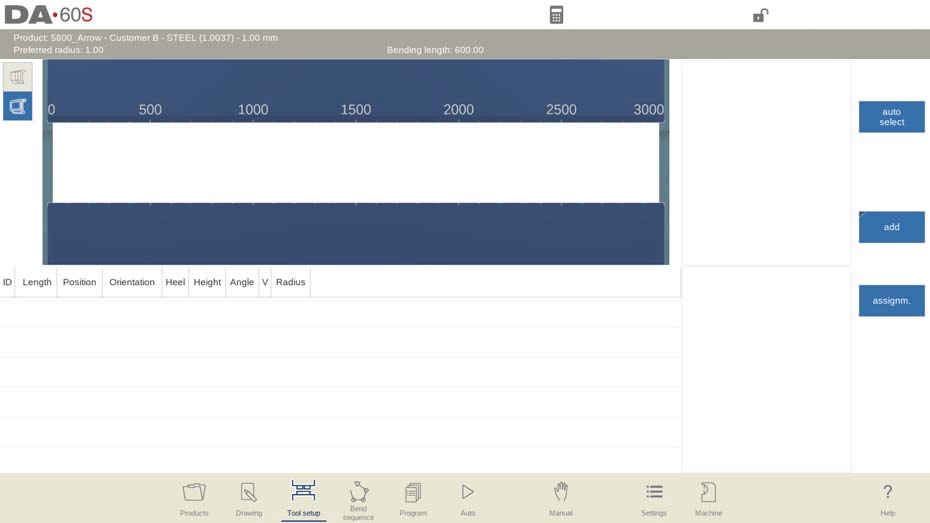
Amikor új szerszámkonfigurációs séma készül, a gép szerszám-felszerelési területe alapértelmezés szerint üres állapotban van. A működtetőknek manuálisan kell hozzáadniuk a szükséges szerszámokat, amelyek lehetnek döfőszerszámok, kivágószerszámok vagy adapterek (ha a rendszerben engedélyezve van az adapterfunkció). Miután egy szerszámot hozzáadtak, alapértelmezés szerint a gépbe a maximálisan elérhető hosszúságúként helyezik el, majd a működtető a Lista nézet segítségével módosíthatja a szerszámazonosítót (Tool ID) a pontos szerszámhozzárendelés és -kezelés érdekében.
A konkrét műveleti folyamat a következőképpen zajlik:
1. A új szerszámbeállítási módba való belépés után győződjön meg arról, hogy a gép szerszámtartója üres állapotban van;
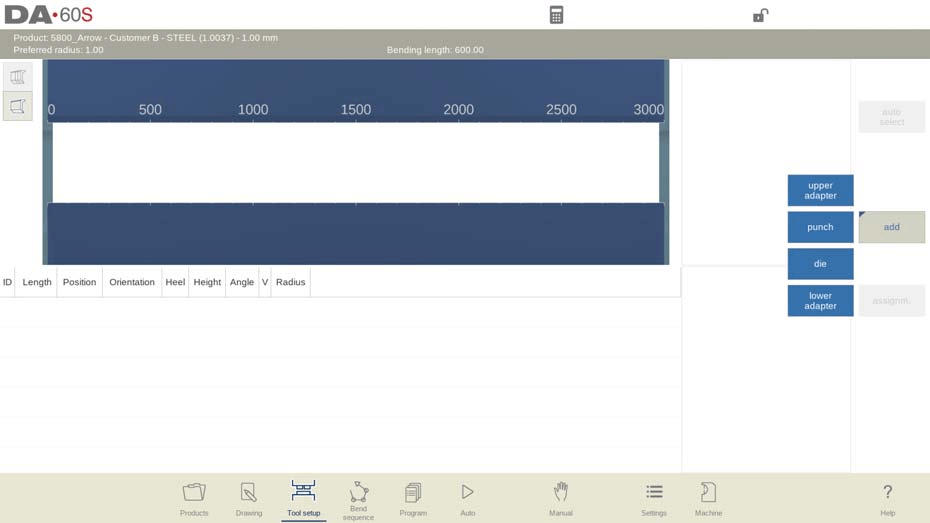
2. Kattintson a „Hozzáadás” gombra, és válassza ki a hozzáadandó szerszám típusát (lyukasztó, nyomó vagy engedélyezett adapter);
3. Miután kiválasztott egy szerszámot (pl. lyukasztót), a rendszer automatikusan a gép meghatározott helyére helyezi azt a legnagyobb elérhető hosszúság szerint;
4. Válassza ki a felületen a lyukasztó azonosítóját (Punch ID), majd kattintson a listanézetre a szerszám egyedi azonosítójának módosításához a későbbi azonosítás és kezelés érdekében.
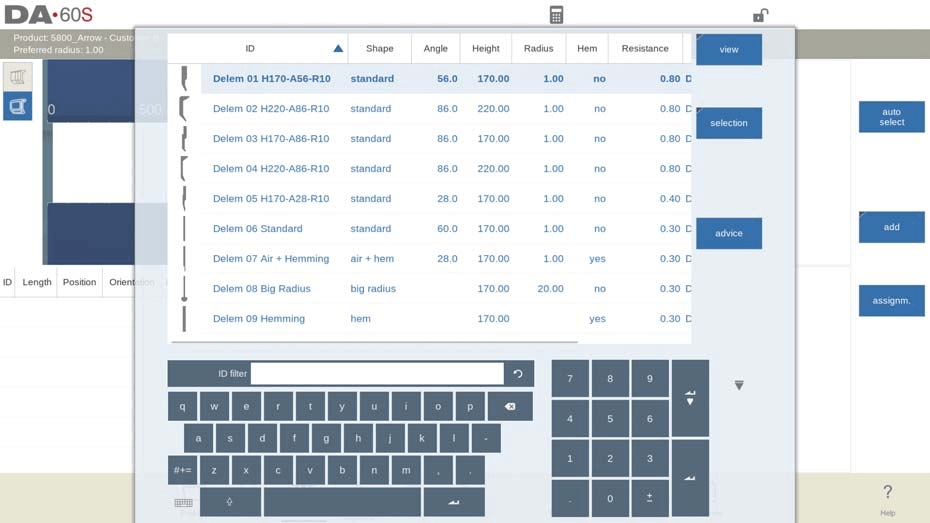
A rendszer intelligens szerszám-azonosító (ID) szűrőfunkcióval van felszerelve: ha csak részben adja meg a szerszám azonosítóját, a vezérlőrendszer automatikusan összeilleszti és felsorolja azokat a szerszámokat, amelyek tartalmazzák a megadott karaktereket, így jelentősen gyorsítva a szerszám-kiválasztási folyamatot.
Az „Tanács” gombra kattintva a rendszer a teljes szerszámkönyvtárból a megadott kritériumok alapján kiválasztja és megjeleníti a megfelelő szerszámok korlátozott számát, így segítve az operátorokat az optimális lehetőségek gyors kiválasztásában. A kiválasztási kritériumok a következők:
• Termék sugár egyezése: a kiválasztott szerszámnak úgy kell feldolgoznia a terméket, hogy a kapott sugár minél közelebb legyen az előre beállított preferált sugárhoz, és a tényleges eredményül kapott sugárnak a preferált sugár ±50 %-os tartományán belül kell lennie;
• Hajlítóerő megfelelősége: a feldolgozáshoz szükséges hajlítóerő nem haladhatja meg a kiválasztott szerszám teherbírását;
• Szerszám szögének alkalmazkodása: a kiválasztott szerszám szöge nem haladhatja meg a feldolgozandó termékhez szükséges szöget;
• Hajlítási módszer egyezése: például ha a termék peremezéses hajlítási folyamatot igényel, akkor a rendszer automatikusan ajánlja a peremező szerszámokat.
A „Minden megjelenítése” gombra kattintva megszűnik a szűrés, és az operátorok számára a teljes eszközkönyvtár listája jelenik meg választásra.
3.1 Több-V-es lyukmaró előzetes kiválasztása
Több-V-es lyukmaró (azaz több V- vagy U-alakú nyílással rendelkező lyukmaró) esetén az operátorok vagy egy adott V-/U-alakú nyílást, vagy az egész több-V-es lyukmarót választhatják (jelölve: V = *). Ha egy adott nyílást választanak ki, a rendszer ezt a nyílást használja fel az egész hajlítási sorozat számításához; ha az egész több-V-es lyukmarót választják ki, a vezérlőrendszer automatikusan kiválasztja azt a nyílást, amely a termék sugara szempontjából a legközelebb áll a beprogramozott értékhez.
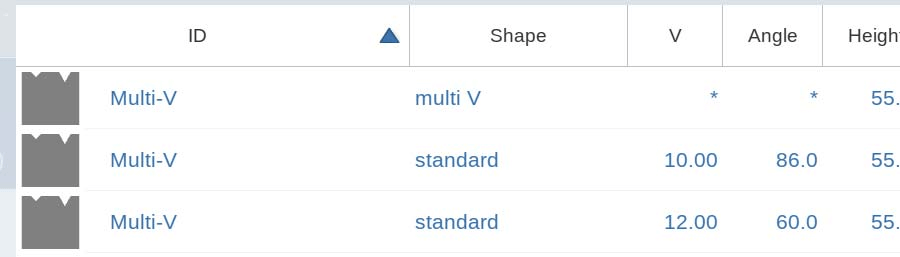
Ha a rendszer a hajlítási sorozat számítása során más V-/U-alakú nyílást választ ki, akkor ez az újonnan kiválasztott nyílás minden olyan további hajlítási folyamatra vonatkozik, amely még nem szerepelt az eredeti sorozatban.
3.2 Vario-V lyukmaró kiválasztása és paraméterbeállítása
A Vario-V-es nyomószerszám (azaz a beállítható V-/U-alakú nyílású nyomószerszám) kezdeti kiválasztási folyamata a DELEM DA-66S vezérlőn megegyezik az általános nyomószerszámokéval. Miután kiválasztották a Vario-V-es nyomószerszámot, a V-értéke alapértelmezés szerint nem kerül beállításra. A működtetők közvetlenül létrehozhatják a hajlítási sorrendet, és a rendszer automatikusan kiválasztja a legmegfelelőbb V-értéket a Vario-V-es nyomószerszám rendelkezésre álló beállítási pozíciói alapján.

Ha a működtető előre beállít egy adott V-értéket, akkor a rendszer ezt az értéket fogja felhasználni az összes további hajlítási számításhoz. A diszkrét beállítási pozíciókkal rendelkező Vario-V-es nyomószerszámok esetében csak az előre beállított rögzített értékek választhatók; ha olyan V-értéket adnak meg, amely nincs előre beállítva, a rendszer automatikusan a legközelebbi elérhető rögzített értékre áll át.
A Hajlítási sorozat üzemmódban a működtetők módosíthatják a Multi-V szerszámok V-nyílását vagy a Vario-V szerszámok V-értékét a felületen található Módosítás vagy Szerszám eltolása funkciókkal. A Program üzemmódban található Szerszám pozicionálása funkció is ugyanazt a paraméter-módosítási lehetőséget kínálja.
Szerszám elhelyezésének és hosszának beállítása
1 Szerszám hosszának és elhelyezési pozíciójának programozása
A szerszámok hosszának és elhelyezési pozíciójának beállítása a DELEM DA-66S rendszeren egyszerű és intuitív. A működtetők választhatnak: kiválaszthatják a cél-szerszámot, majd közvetlenül begépelhetik az új numerikus értékeket a hosszra és a pozícióra, vagy a szerszámot a vizuális felületen húzhatják a kívánt helyre. A rendszer húzásfunkciója sebességbeállítási funkcióval van optimalizálva: minél nagyobb a lefelé történő húzás távolsága, annál lassabb lesz a szerszám mozgása, így lehetővé válik a szerszámok ultra pontos elhelyezése, és jelentősen javul a konfiguráció pontossága.
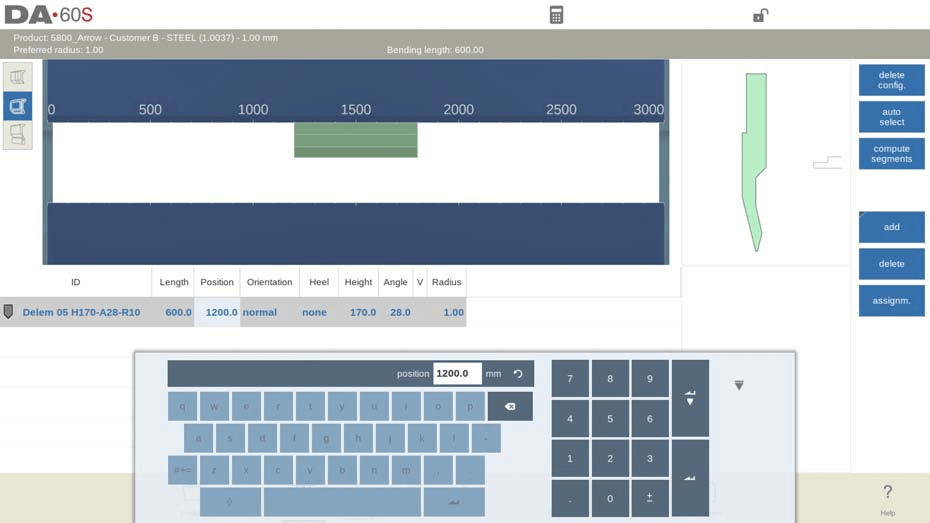
A rácsra illesztés funkció egy kiemelt és alapvető funkció a pontos szerszám-elhelyezéshez a DELEM DA-66S szerszámkonfigurációban. Amikor a szerszámokat vagy szerszámozóállomásokat húzza az interfészen, a rácsra illesztés funkció automatikusan vízszintesen vagy függőlegesen igazítja a céltárgyat a gép középpontjához. Amikor a szerszám a rácsra illesztési zónába kerül, egy piros segédvonal jelenik meg a képernyőn, amely jelzi a legmegfelelőbb elengedési pozíciót a pontos igazításhoz – ez a funkció kulcsfontosságú a szerszámok pontos elhelyezésének és a későbbi megmunkálás stabilitásának biztosításához.
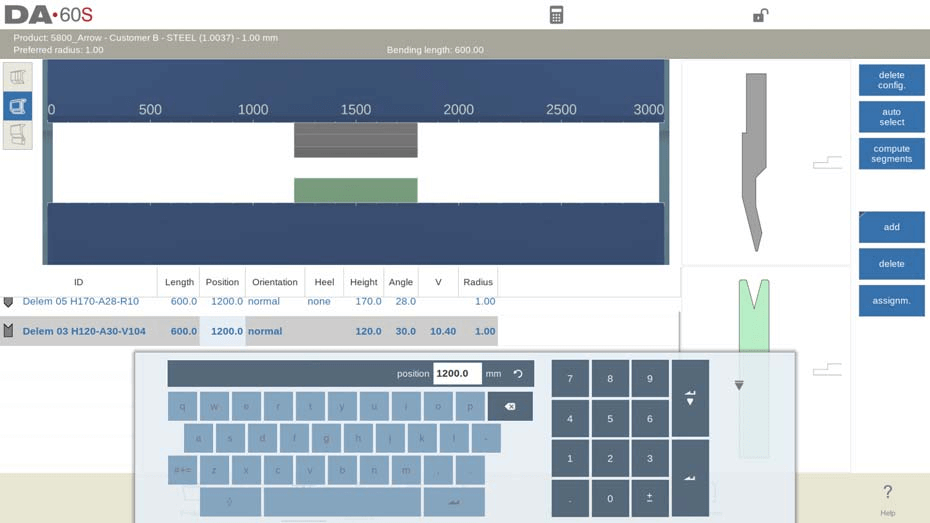
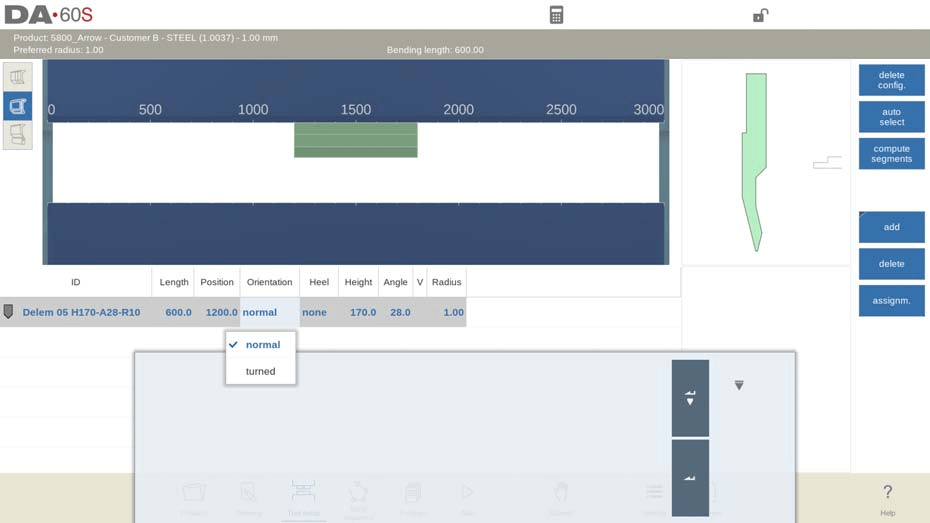
Ezen felül a DELEM DA-66S rendszer intelligens illesztési funkcióval rendelkezik: miután egy dörzscsappantyút elhelyeztek, a rendszer automatikusan egy közvetlenül alatta lévő nyomatékot helyez el, és a nyomaték hossza valamint elhelyezési pozíciója teljes mértékben illeszkedik a dörzscsappantyúhoz. Ezen alapulva az üzemeltetők személyre szabott testreszabást végezhetnek a gyártási igények szerint, például dörzscsappantyúk és nyomatékok hozzáadásával vagy eltávolításával, szerszámok pozíciójának áthelyezésével, szerszámhosszak beállításával, szerszámok tájolási szögének módosításával vagy saroktípusok módosításával. Ezek a rugalmas beállítási funkciók lehetővé teszik, hogy a szerszámkonfiguráció alkalmazkodjon a különféle összetett gyártási és feldolgozási igényekhez.
E lépés kulcsfontosságú műveleti gombjai:
• Konfiguráció törlése: A meglévő teljes szerszámkonfigurációs séma törlése, és új konfiguráció létrehozása nulláról;
• Hozzáadás: Új szerszám hozzáadása a jelenlegi konfigurációhoz; kattintson a szerszám típusának kiválasztásához (felső adapter (ha engedélyezve van), dörzscsappantyú, nyomaték, alsó adapter (ha engedélyezve van));
• Törlés: A jelenleg kiválasztott egyetlen szerszám eltávolítása a konfigurációból.
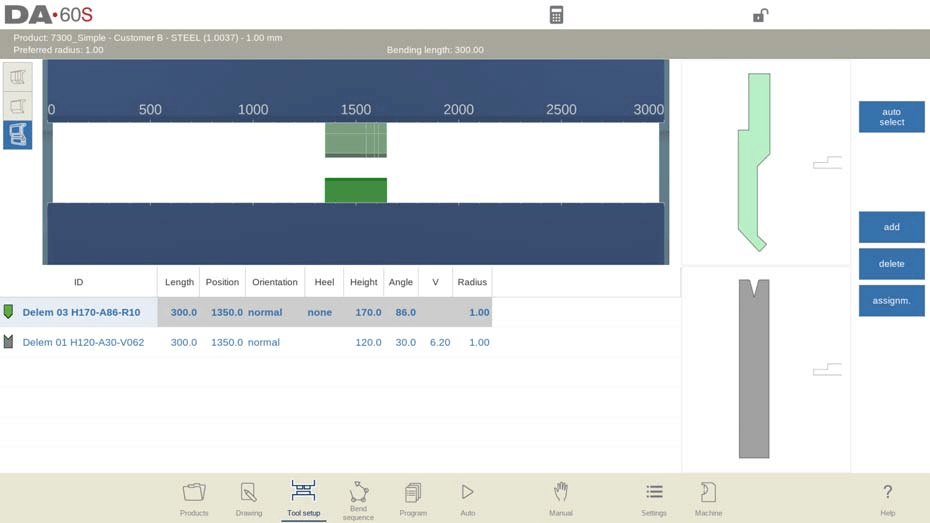
2 Az automatikus kiválasztás funkció maximális kihasználása
Az „Automatikus kiválasztás” funkció elérhető a szerszámkonfiguráció alapfelületén, amelyet az operátorok számára terveztek, hogy gyorsan kiválasszák a legmegfelelőbb dörzscsavar–dörzsdob kombinációt az előre programozott hajlítási folyamathoz, a termék maximális hajlásvonal-méretétől függően.
A rendszer automatikusan lekéri és összeilleszti a szerszámkönyvtárból az egyes hajlítási folyamathoz legmegfelelőbb szerszámkészletet, hogy a lehető legideálisabb termék-sugár érhető el. Megjegyzendő, hogy ez a funkció kizárólag egyetlen hajlítási lépéshez illeszt szerszámokat, nem pedig teljes szerszámkonfigurációs tervet állít elő az egész gyártási folyamatra – mivel a hajlítási sorrend kulcsfontosságú korlátozó tényező az általános beállítás szempontjából, és az operátoroknak manuálisan kell meghatározniuk. Az Automatikus kiválasztás funkció aktiválása után a rendszer automatikusan lecseréli a meglévő szerszámkonfigurációt az újonnan illesztett, optimális kombinációra.
Fejlett konfiguráció és szerszám-szegmensek kezelése
1 Szerszám-szegmensek kezelése
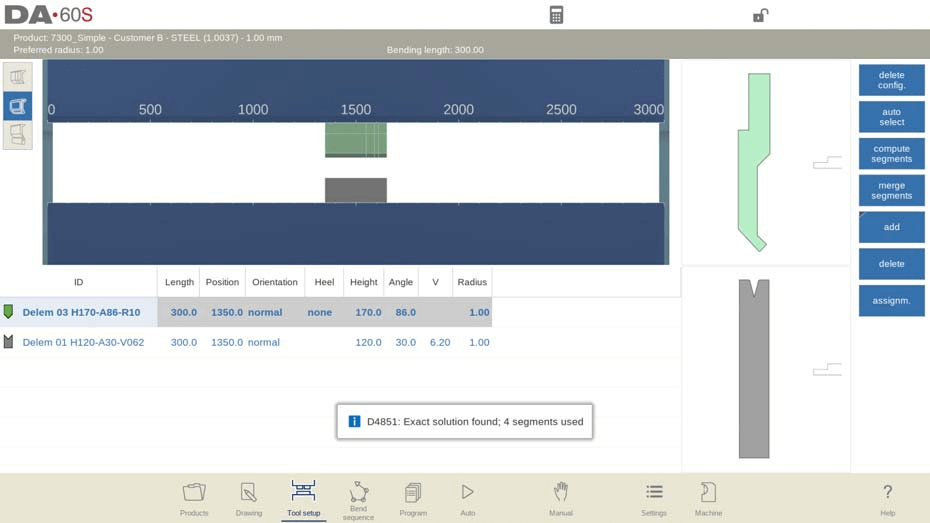
Szegmentált szerszámok esetén a DELEM DA-66S rendszer automatikusan kiszámíthatja az optimális szegmentálási sémát a beállított szegmenshossz-paraméterek alapján, így biztosítva, hogy a szegmentált szerszámok tökéletesen illeszkedjenek a hajlítógép szerkezeti korlátozásaihoz, és hatékonyan növeljék a hajlítási folyamat hatékonyságát.
A rendszer támogatása a szegmentált szerszámbeállításoknak nagy rugalmasságot és pontosságot biztosít a gyártásban: a műszaki személyzet ésszerű szegmentálással kombinálhatja a szükséges méretű szerszámokat, ami különösen gyakorlatias megoldást nyújt eltérő munkadarabokhoz támasztott sokféle szerszámigény esetén, és így a szerszámbeállítás célzottabbá és hatékonyabbá válik.
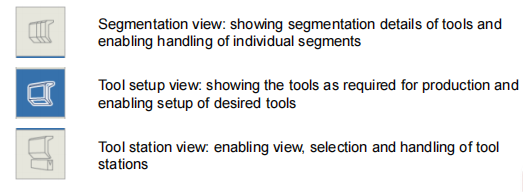
A DELEM DA-66S eszközbeállítási felülete három különböző nézeti módot kínál, amelyek mindegyike egyedi működési perspektívát nyújtanak a kezelők számára az eszközök beállításához és szegmensek kezeléséhez. A nézeteket a gép elülső nézetének bal oldalán található kiválasztógombokra kattintva lehet váltani, így a szegmenselt eszközök kezelése egyszerűvé és intuitívvá válik.
1.1 Kulcsfontosságú műveletek egyes eszközszegmensekhez
• Hajlítási sorrend kiszámítása: A alapvető eszközbeállítás befejezése után váltson át a Hajlítási sorrend nézetre, és a rendszer automatikusan kiszámítja a konfigurált eszközök számára a legjobb hatékonyságot biztosító hajlítási sorrendet, ezzel jelentősen leegyszerűsítve az egész gyártási folyamatot;
• Kézi eszközszegmensesítés: Ha az alapértelmezett eszközhossz nem felel meg a feldolgozási igényeknek, a kezelők kézzel szegmensesíthetik az eszközöket, hogy pontosan a szükséges hosszra állítsák be őket, ezzel tovább növelve a konfiguráció rugalmasságát;
• Automatikus szegmenskalkuláció: A rendszer beépített szegmensek felosztására szolgáló funkciója automatikusan meghatározza az optimális szegmenses felosztási sémát a tényleges gyártási paraméterek alapján. A számítás alapjául a „maximális szerszámok közötti távolság” és az opcionális „szerszámhossz-tűréshatár” kulcsparaméterek szolgálnak, így a szegmenses felosztás tudományosabb és a kezelés felhasználóbarátabb lesz.
Azoknak a kezelőknek, akik részletesebb testreszabást igényelnek a szerszám-szegmensekhez, a DELEM DA-66S támogatja a szegmensparaméterek közvetlen programozását a Gép üzemmódban. Ebben az üzemmódban a kezelők módosíthatják a szerszámkönyvtárban található lyukasztó- és kivágószerszámok szegmensparamétereit, így a szerszámbeállítás teljes mértékben megfelel a speciális gyártási folyamatok pontos követelményeinek. A szerszámkönyvtárban található szegmensprogramozási módszer elsajátítása kulcsfontosságú a DELEM DA-66S szerszámkonfigurációs funkció teljes kihasználásához.
1.2 Szerszám nézet: Hozzárendelési paraméter beállítása
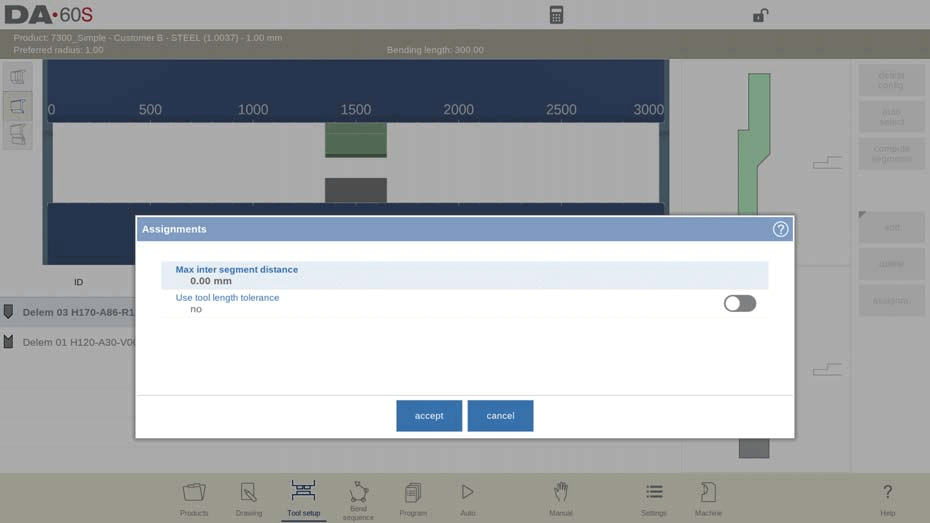
Kattintson az „Feladatok” gombra a felületen a szegmentálási számításokhoz használt alapvető paraméterek megtekintéséhez és beállításához. A konfigurálható feladatparaméterek a következők:
• Maximális távolság szegmensek között: Állítsa be a szomszédos szerszám-szegmensek között megengedett legnagyobb távolságot;
• Szerszámhossz-tűréshasználat: Engedélyezze vagy tiltsa le a tűrésparamétert a szerszám-szegmentálás során megengedett eltérési tartomány szabályozásához.
1.3 Szegmentálási nézet: szegmensek igazítása és kezelése
A Szegmentálási nézetre váltva a felület grafikus és listás formában is megjeleníti a szerszámok szegmenseinek részleteit, de csak a jelenleg kiválasztott szerszám szegmenseinek információit mutatja. A műveletvégzők húzással módosíthatják egyes szegmensek pozícióját és méretét a grafikus felületen, míg a lista egyértelműen megjeleníti az aktuális szerszám összes szegmensének összetételét és paraméteradatait.
Megjegyzendő, hogy a szegmensek módosításakor a Szegmentálási nézetben a rendszer nem veszi figyelembe a szegmensek tényleges raktárkészletét; az átstrukturált séma és a tényleges készlet közötti összhangot újraszámítással lehet ellenőrizni. Ezen felül a szerszám hosszának vagy típusának módosítása miatt a meglévő szegmentálási séma törlődik, és az üzemeltetőnek újra kell generálnia a szegmentálási paramétereket.
1.4 Szegmensparaméterek beállítása a szerszámkönyvtárban
Ahhoz, hogy a rendszer használni tudja a szegmentált szerszám funkcióját, és a ténylegesen rendelkezésre álló szegmensek alapján számítsa ki a szegmentálási sémát, az üzemeltetőknek először ki kell tölteniük a szegmensek könyvtárában szereplő adatokat. Ezt a műveletet a szerszámprogramozási modulban lehet elvégezni, amely a gépüzemmódban, a döntő- és lyukasztószerszám tulajdonságbeállításai alatt található.
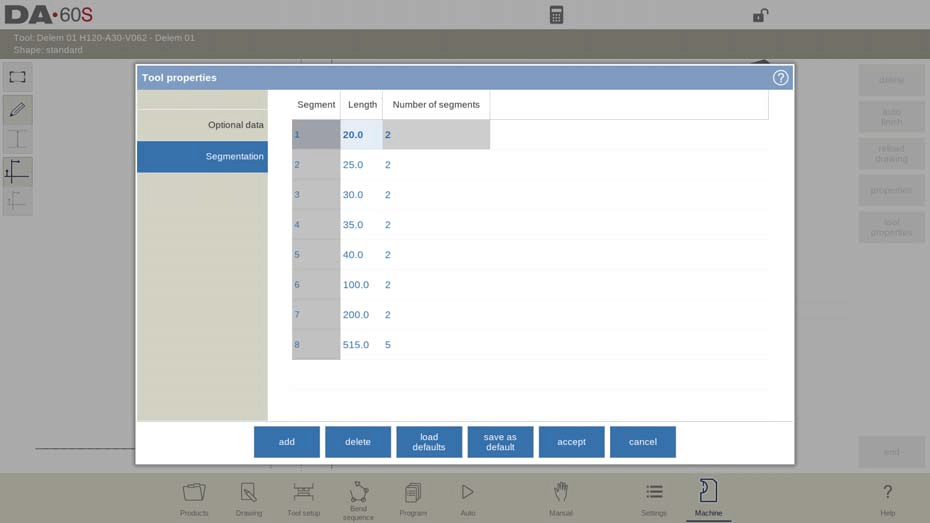
Minden szerszám tulajdonságbeállításaiban váltson a Szegmentálás fülre, ahol az operátorok programozhatják és beállíthatják a szegmens hosszát, az opcionális sarki forma típusát, valamint a szerszámhoz rendelkezésre álló szegmensek mennyiségét, így megtalálják a rendszer automatikus szegmentálási számításának alapját.
2. A szerszámállomások kiválasztása és újrapozicionálása
A Megálló nézet használatának elsajátítása kulcsfontosságú eleme a DELEM DA-66S-es szerszámok fejlett konfigurálásának, amelyet elsősorban a szerszámállomások általános kezelésére használnak, és alapvető funkciói valamint működési pontjai a következők:
1. Kiemelés és újrapozicionálás: A Megálló nézetben az egész szerszámállomás kiemelhető egységként jelenik meg, hogy az operátorok gyorsan kiválaszthassák. A szerszámállomás újrapozicionálása kétféleképpen érhető el: közvetlenül programozva az új koordináta-pozíciót, vagy a megálló húzásával a vizuális felületen a célpozícióra, ami jelentősen növeli az egész szerszámbeállítás rugalmasságát;
2. Az eszközállomások automatikus meghatározása: A rendszer automatikusan azonosítja és meghatározza az eszközállomást, ha a dörzscsappantyú és a nyomóforma között átfedés keletkezik. Ez az átfedés lehet pontos illesztési pozíció, de akár enyhén eltolódott pozíció is, mindkét esetben érvényes eszközállomásként ismeri fel a rendszer. Még egy speciális konfiguráció – két dörzscsappantyú egyetlen nyomóformához – is definiálható eszközállomásként, ami különösen hasznos a térbeli korlátozások miatt végzett hajlítási folyamatoknál;
3. Az eszközállomások kezelése: Az Állomás nézetben az üzemeltetők az „új hozzáadása” gombbal másolhatnak egy meglévő eszközállomást, vagy a „törlése” gombbal eltávolíthatnak egy felesleges állomást. Ennek a nézetnek a legfontosabb jellemzője, hogy kizárólag az eszközállomást mint egészet kezeli, és nem módosítja az állomáson belüli egyes eszközök részletes paramétereit, így az általános beállítások hatékonyabban végezhetők el anélkül, hogy megváltozna egyetlen eszköz pontos konfigurációja.
Gyakran feltett kérdések (FAQ)
K1: Hogyan valósítható meg az effektív szerszámbeállítás a DELEM DA-66S szerszámkonfigurációban?
V1: A szerszámbeállítás hatékonyságának maximalizálása érdekében először váltson át a Hajlítási sorrend (Bend Sequence) módba, hogy a rendszer kiszámítsa az aktuális gyártási feladathoz legmegfelelőbb hajlítási sorrendet, majd használja a rendszer szerszám-szegmentálási funkcióját a szerszám-szegmensek beállításához és a feldolgozáshoz szükséges pontos szerszámhossz létrehozásához. E két funkció együttes alkalmazása jelentősen csökkenti a beállítási időt, és növeli a konfigurációs hatékonyságot.
K2: Hogyan határozhatók meg a szerszámállomások a DELEM DA-66S szerszámkonfigurációban?
V2: A DELEM DA-66S rendszerénél a szerszámállomásokat a rendszer automatikusan határozza meg, amikor a dörzscsavar (punch) és a nyomóforma (die) között átfedési terület keletkezik. Ez a meghatározás mind a pontos átfedési pozíciókat, mind az eltolódott átfedési pozíciókat magában foglalja, így hatékonyan alkalmazkodik a bonyolult hajlítási folyamatok és változatos szerszámkonfigurációk feldolgozási igényeihez.
Q3: Módosíthatók-e egyetlen szerszám részletes paraméterei a Megálló nézetben a konfiguráció során?
A3: Nem. A Megálló nézet kizárólag a szerszámállomások általános kezelésére szolgál, és támogatja az állomások másolását, törlését és újrapozicionálását, de nem teszi lehetővé egyes szerszámok részletes paramétereinek módosítását. Ez a tervezés biztosítja, hogy az eszközállomás általános beállítása ne befolyásolja egyetlen szerszám pontos konfigurációját.
Összegzés
A DELEM DA-66S pontos CNC szerszámkonfigurációja a megmunkáló gép (gördülő lemezharang) nagy pontosságú és hatékony működésének alapvető garanciája. Az említett kulcsfontosságú lépések szigorú betartása biztosítja, hogy a szerszámkonfiguráció teljes mértékben illeszkedjen a termék konkrét megmunkálási igényeihez, így hatékonyan javítva a gép megmunkálási pontosságát és gyártási hatékonyságát. A mindennapi gyártás során az üzemeltetőknek rendszeresen át kell tekinteniük és be kell állítaniuk a szerszámkonfigurációs paramétereket az aktuális megmunkálási körülmények és a munkadarabok követelményei szerint, hogy fenntartsák a megmunkáló gép optimális működési állapotát.
A DELEM DA-66S szerszámkonfigurációjával kapcsolatos részletesebb szakmai információkért és technikai támogatásért kérjük, forduljon a JUGAO szakmai technikai csapatához. Kötelezettségünk, hogy kimerítő támogatást nyújtsunk gépeinek beállításához és mindennapi üzemeltetéséhez, biztosítva ezzel egész gyártási folyamatának zavartalan lebonyolódását.

