Amikor csőhajlító gépek leállásáról van szó, sokan elsőként mechanikai hibát vagy rendszerösszeomlást feltételeznek. Azonban őszintén szólva a műhelyben általam kezelt leállási problémák közül legalább 30%-a szenzorokból adódott. Ezek a szenzorok általában csendesek, de ha meghibásodnak, a gép úgy viselkedik, mintha vak lenne: akkor áll le, amikor nem kéne, és akkor is megáll, amikor folytatnia kellene.
Miért okoznak olyan gyakran leállást a szenzorok?
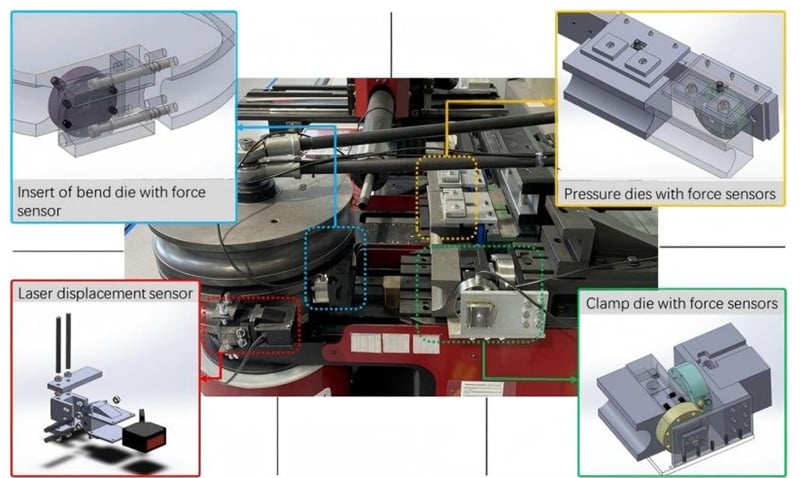
A szenzorok a csőhajlító gép szemei és idegei – a pozíció, a szög, a nyomás, az összefogási állapot és a mandrel pozíciója mind azok valós idejű visszajelzésén alapul. Még egy apró jel eltérés is riasztást indíthat, amely ciklusleállást eredményez, és az egész gép leáll, amíg beavatkozása nem történik.
A legnagyobb probléma az, hogy a szenzorproblémák gyakran nem hirtelen és teljesek. Sok esetben fokozatosan alakulnak ki – ma például a jel időnként ugrálhat, holnap jobban eltolódhat, és másnap már riasztást vált ki. Ezek az időszakos hibák a legnehezebben diagnosztizálhatók, és néha hosszabb ideig tart megoldásuk, mint magának a gép javítása.
Mely szenzorok hajlamosak a legtöbb problémára?
A pozíció- és szögszenzorok a legérzékenyebbek. Ezek irányítják a hajlító kar elforgatását és a betáplálás mélységét. Ha a jel eltolódik, a rendszeren megjelenített értékek nem fogják tükrözni a tényleges pozíciót, ami vagy riasztáshoz és leálláshoz, vagy selejttermékek gyártásához vezet.
A nyomásszenzorok szintén gyakran hibásan működnek. Pontatlan befogóerő-mérések miatt a gép vagy nem tud megfelelően befogni, ami csőcsúszáshoz vezet, vagy riasztást indít el a rendellenes nyomás miatt. A instabil hajlítási nyomás visszajelző jelek ingadozó hajlítási szögeket eredményeznek.
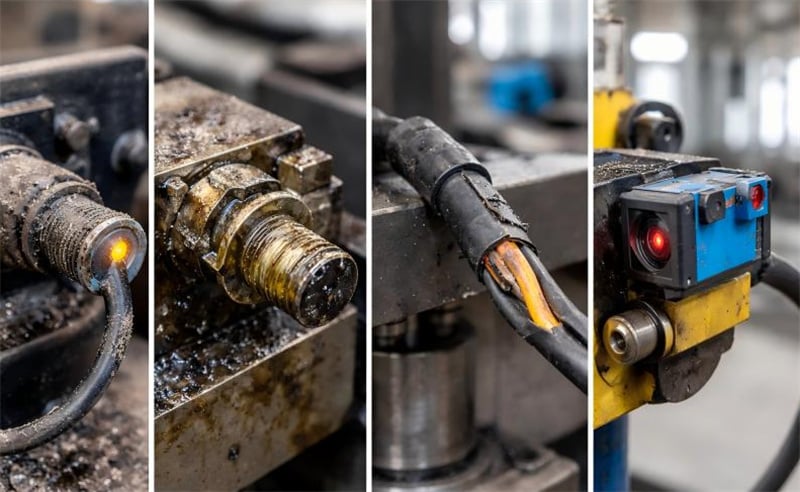
Biztonsági szenzorok és határváltók – például fényfüggönyök és ajtózárolások –, ha olajjal borítottak vagy enyhén elmozdultak, a gép tévesen értelmezheti ezt úgy, hogy a biztonsági ajtó nincs megfelelően becsukva, illetve valaki belépett a munkaterületre, és azonnal leáll. Ez a fajta hamis leállás nagyon bosszantó, mivel maga a gép teljesen rendben van.
Hogyan lehet hatékonyan karbantartani a szenzorokat
A napi takarítás alapvető fontosságú, de nem véletlenszerűen szabad elvégezni. A szenzorfelületeket és csatlakozókat nem karcoló anyagokkal kell tisztítani. Kerülni kell a huzalkeféket és a durva textíliájú kendőket, mert ezek karcolhatják a felületet. Én általában egy alkohollal megnedvesített, nem szőtt kendőt használok, hogy óvatosan eltávolítsam az olajat és a port. Ezenkívül ellenőrizze a kábelek kopását, a laza csatlakozókat és a helytelenül beállított rögzítő konzolokat.
A pozíció- és szögszenzorok rögzítőcsavarjait rendszeresen ellenőrizni kell. Többször láttam már helyszínen, hogy akár egy enyhén laza csavar is kevesebb mint fél milliméteres szögelhajlást okozott a szenzornál, ami teljesen megbízhatatlan visszajelző jeleket eredményezett. A csavarok meghúzása általában megoldja ezt a problémát, de előbb észre kell venni a lazaságot.
A jelstabilitás tesztelése szintén alapvető fontosságú. Számos CNC rendszer rendelkezik diagnosztikai felülettel, amely valós időben jeleníti meg a szenzorok visszajelzési értékeit. Ellenőrizze ezeket az értékeket minden egyes szerszámváltásnál. Ha egy szenzor értéke jelentősen eltér a normális értéktől, akkor valószínűleg probléma van.
A kalibrációt nem szabad addig elhalasztani, amíg problémák nem merülnek fel. Javaslom, hogy a gép használati intenzitása alapján állítsa be a kalibrációs ciklust. Azokat a gépeket, amelyek folyamatosan nagy tételben üzemelnek, gyakrabban kell kalibrálni, mint azokat, amelyeket csak alkalmanként használnak. Sok gyár csak akkor kalibrálja gépeit, ha már problémák merültek fel, de ekkor már késő.
Hetente és havonta ismétlődő ritmus
Minden héten kb. tíz percet szánjon a szenzorok ellenőrzésére. Figyeljen különösen arra, hogy van-e olajlerakódás a külső felületen, hogy a kábelek nem súrlódnak-e a mozgó alkatrészekkel, és hogy bármely rögzítőcsavar laza-e. Ez a kevés időbefektetés minimális, de sok váratlan leállás megelőzésére képes.
Minden három–hat hónapban, illetve a gép üzemidejétől függően végezzen alaposabb ellenőrzést és kalibrálást. Ideális esetben ezt egyidejűleg kell elvégezni más gépkarbantartási feladatokkal, így minden egyidejűleg megoldódik.
A szenzorok karbantartásának több előnye is van:
A hamis riasztások csökkenése a legnyilvánvalóbb előny. A stabil jelet szolgáltató szenzorok ritkán indítanak értelmetlen riasztásokat, így a gép zavartalanabb működését biztosítják, és csökkentik az operátorok állandó szenzor-újraindítási szükségletét.
A hibaelhárítás gyorsabb. Ha hiba lép fel, és tudja, hogy a szenzort rendszeresen ellenőrizték, és jelei stabilak, akkor a hibaelhárítás közvetlenül a mechanikai vagy rendszerbeli problémákra összpontosíthat, anélkül, hogy újra és újra ellenőrizni kellene a szenzor állapotát.
A hajlítás minősége is egyenletesebb lesz. A szenzor visszajelzése közvetlenül befolyásolja a vezérlés pontosságát; egy stabil jel természetes módon egyenletesebb hajlított csövekhez vezet. Kevesebb anyagpazarlás és újrafeldolgozás növeli a termelési hatékonyságot.
Végül a szenzorok karbantartása minimális befektetést igényel, de jelentős megtérülést eredményez.
Töltse pár percet naponta, mielőtt bekapcsolná a berendezést, és ellenőrizze a szenzor állapotát; hetente végezzen rendszeres tisztítást és ellenőrzést, valamint azonnal intézkedjen bármilyen probléma esetén. A szenzorok hibái gyakran fokozatosan halmozódnak fel; a korai észlelés és megoldás minimalizálja a költségeket. Ha csak akkor lép fel, amikor a szenzor riasztást ad és leáll, az időpazarlás és a megbánás lehet a következmény.

















































