















































Gyakorlati útmutató az E21 mélyhúzó prés kezeléséhez
Gyakorlati útmutató az E21 mélyhúzó prés kezeléséhez
Az E21 mélyhúzó sajt kezeléséhez először adja meg a szükséges hajlítási paramétereket a vezérlőrendszerbe. Miután az anyagot megfelelően elhelyezte és rögzítette, elindíthatja a hajlítási ciklust, betartva az összes szabványos biztonsági előírást. A konzisztens, magas minőségű eredmények érdekében rendszeres karbantartást és szerszámellenőrzéseket kell végezni.
A teljes folyamat részletes, lépésről lépésre történő bemutatásáért tekintse meg az alábbi teljes üzemeltetési kézikönyvet.

E21 rendszer: Bevezetés
Az E21 egy kizárólag mélyhúzó gépekhez tervezett speciális vezérlőrendszer. Kiváló teljesítmény és költséghatékonyság közötti egyensúlyt biztosít, jelentősen csökkentve a gép teljes költségét, miközben fenntartja a szükséges ipari szintű pontosságot.
Az E21 rendszer főbb jellemzői:
A nagy felbontású LCD kijelző támogatja a kínai és angol nyelvet, és egy oldalon jeleníti meg a programozási paramétereket, így a programozás gyorsabbá és kényelmesebbé válik.
Az X és Y tengelyek intelligens pozícionálása támogatja a kézi beállítást, így elmarad a mechanikus, kézzel működtetett pozícionáló eszközök szükségessége.
A beépített nyomástartási idő és az ürítési késleltetés beállítási funkciók egyszerűbbé teszik a kezelést és csökkentik a költségeket.
egygombos paramétermentési és visszaállítási funkció, amely bármikor visszaállítható igény szerint, csökkentve ezzel a karbantartási költségeket. Több lépcsős programozást támogat, javítva a termelési hatékonyságot és a feldolgozási pontosságot.
A panel összes gombja mikrokapcsoló, és szigorúan tesztelték EMC, magas- és alacsony hőmérséklet, rezgés stb. szempontjából a termék stabilitásának és élettartamának biztosítása érdekében.
CE tanúsítvány támogatja a külföldi piacokat.
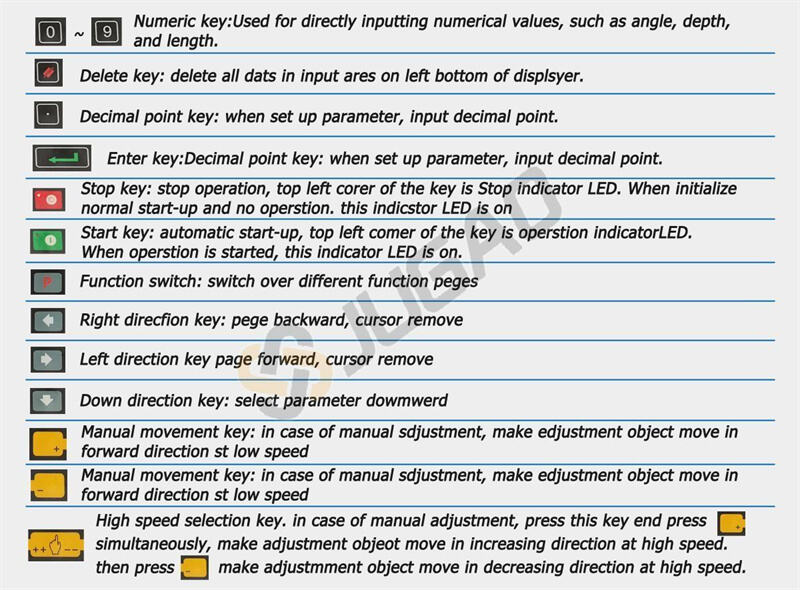
A panelgombok funkcióit a táblázat ismerteti.
Egyetlen interfész
Az E21 vezérlőegység 160*160-as pontmátrixos LCD kijelzőt alkalmaz. A kijelző területe az alábbi ábrán látható.

Címsor: a jelenlegi oldallal kapcsolatos információkat jeleníti meg, például annak nevét stb.
Paraméterkijelzési terület: paraméternév, paraméterérték és rendszerinformációk megjelenítése.
Állapotsor: bemeneti információk és üzenetek megjelenítési területe stb.
Ennek az oldalnak az oldalán használt rövidítések magyarázata a táblázatban látható.
X: A jelenlegi háttérfény pozíció
Y: Az aktuális csúszka pozíció
XP: A kívánt hátsó ütköző pozíció
YP: Az aktuális csúszka pozíció
DX: A hátsó ütköző visszahúzódási távolsága
HT: Tartási késleltetés
DLY: Visszahúzódási késleltetés
PP: Előbeállított munkadarab
CP: Aktuális munkadarab
Egylépéses programozás
Az E21 két programozási módszerrel rendelkezik: egylépéses és többlépéses programozás. A felhasználók a tényleges igényeknek megfelelően állíthatják be a programozást.
Az egylépéses programozást általában egyetlen lépésből álló munkadarab előállításához használják. Amikor a vezérlő bekapcsol, automatikusan az egylépéses program oldalra lép.
Műveleti lépések
1. lépés Indítás után az eszköz automatikusan belép az egylépcsős program beállítás oldalára.
2. lépés Nyomja meg a kiválasztandó paramétert, amelyet be kell állítani, nyomja meg a számbillentyűt a programérték beviteléhez, nyomja meg a bemenet befejezéséhez.
3. lépés Nyomja meg, hogy a rendszer e szerint a program szerint hajtsa végre.
Többlépcsős programozás
A többlépcsős programot egyetlen munkadarab különböző feldolgozási lépéseinek feldolgozására használják, lehetővé téve a lépések egymásutáni végrehajtását és növelve a feldolgozási hatékonyságot.
Műveleti lépések
1. lépés Áramellátás bekapcsolása; az eszköz automatikusan megjeleníti az egylépcsős paraméter oldalt.
2. lépés Nyomja meg a váltógombot a programkezelő oldalra, lépjen át a programkezelő oldalra.
3. lépés Nyomja meg a program sorszámának kiválasztásához, vagy közvetlenül adja meg a program számát, például írja be a „1”-et.
4. lépés Nyomja meg az egylépcsős programbeállítási oldalra lépéshez.
5. lépés Nyomja meg a többlépcsős programozási paraméter kiválasztásához, amelyet be kell állítani, adja meg a beállítási értéket, nyomja meg, és a beállítás érvénybe lép.
6. lépés A beállítás befejezése után nyomja meg az Enter gombot a lépésparaméter-beállítási oldalra lépéshez.
7. lépés Nyomja meg a kiválasztást, válassza ki a beállítandó paramétert, adja meg a program értékét, nyomja meg, és a beállítás érvénybe lép.
8. lépés Nyomja meg a lépések közötti váltáshoz. Ha az aktuális lépés az első lépés, nyomja meg, hogy a lépésparaméter-beállítás utolsó oldalára lépjen; ha az aktuális lépés az utolsó, nyomja meg, hogy a lépésparaméter-beállítás első oldalára lépjen.
9. lépés Nyomja meg, a rendszer e szerint a program szerint fog működni.
Paraméterbeállítás
A felhasználók beállíthatják a rendszer normál működéséhez szükséges összes paramétert, beleértve a rendszerparamétert, az X-tengely paramétert és az Y-tengely paramétert.
1. lépés A programkezelő oldalon nyomja meg a programozási állandó oldalra való belépéshez. Ezen az oldalon a programozási állandó beállítható.
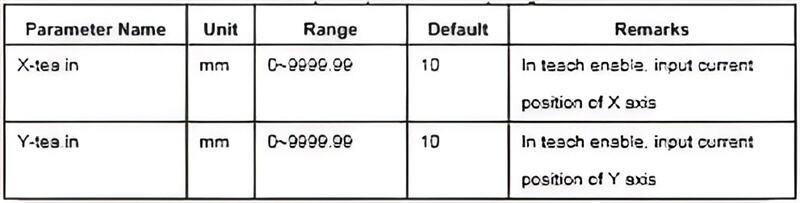
2. lépés A programozási állandó beállítási tartománya a táblázatban látható.
3. lépés Adja meg a jelszót „1212”, nyomja meg a Tanító oldalra való belépéshez.
4. lépés Állítsa be a paramétert, a paraméterbeállítási tartomány a táblázatban látható.
5. lépés Nyomja meg, térjen vissza a programozási állandó oldalra.
A riasztás
Az eszköz képes automatikusan észlelni belső vagy külső rendellenességet, és riasztóüzenetet küldeni. A riasztóüzenet elérhető a riasztások listáján.
1. lépés A programozási kezelő oldalon nyomja meg a gombot a programozási állandók oldalra való belépéshez.
2. lépés A programozási állandók oldalon nyomja meg a gombot a „Riasztások előzményei” oldalra való belépéshez az összes riasztás előzményének megtekintéséhez. Ezen az oldalon a legutóbbi 6 riasztás, a riasztási szám és az okok megtekinthetők.
Gyakori hibák és hibaelhárítás
1. A vezérlő nem kapcsol be / Nincs kijelzés
Hibajelenségek:
A képernyő üres.
Nincs világító jelzőlámpa.
Lehetséges okok és hibaelhárítás:
C1: Főáramellátás probléma.
Ellenőrizze: Győződjön meg arról, hogy a gép főkapcsolója BE van kapcsolva.
Ellenőrizze: Győződjön meg arról, hogy a fő tápkábel csatlakozik és a feszültség helyes.
C2: Gépajtó/Biztonsági védőnyitva.
Ellenőrizze: Győződjön meg arról, hogy az összes elektromos szekrényajtó és biztonsági védőberendezés megfelelően zárva van. Számos gép rendelkezik biztonsági kapcsolókkal, amelyek megakadályozzák a bekapcsolást.
C3: Biztosíték kiégett.
Ellenőrizze: Ellenőrizze a gép elektromos szekrényében található főbiztosítékokat.
C4: Hibás tápegység.
Ellenőrizze: A vezérlő belső egyenáramú tápegysége (pl. 24 V DC) meghibásodhatott. Ezt szakképzett villanyszerelőnek kell elvégeznie.
2. Tengelyek (Y1, Y2, X, R) nem mozognak, vagy „Követési hiba”/„Tengelyhiba” jelenik meg
Hibajelenségek:
A tengely nem reagál a kézi parancsokra.
A vezérlő hibaüzenetet jelenít meg a tengelyhajtásról vagy követési hibáról.
Az egyik oldal (Y1 vagy Y2) alacsonyabb/magasabb, mint a másik (szinkronban van).
Lehetséges okok és hibaelhárítás:
C1: Szervohajtás / erősítő hiba.
Ellenőrizze: Keressen hibakódot magán a szervohajtás egységen (általában az elektromos szekrényben található). Tekintse meg a hajtás gyártójának kezelési útmutatóját.
Tevékenység: Indítsa újra a gépet kikapcsolás és bekapcsolás útján. Ha a hiba továbbra is fennáll, jegyezze fel a hibakódot a technikai támogatáshoz.
C2: Enkóder / visszajelző kábel probléma.
Ellenőrizze: Vizsgálja meg a szervomotorok hátuljához csatlakozó enkóder kábeleket sérülés vagy laza csatlakozás szempontjából.
C3: Mechanikai akadály.
Ellenőrizze: Manuálisan ellenőrizze, hogy a nyomórudat (Y-tengely) vagy a hátsó ütközőt (X-tengely) szabadon lehet-e mozgatni. Lehet fizikai dugulás.
C4: Motorfék bekapcsolva.
Ellenőrizze: A szervomotor fék (különösen Y-tengelyen) esetleg nem oldódik ki. Zümmögő hangot hallhathat a motortól, de mozgás nincs.
3. „Tengely nincs referenciálva” vagy „Állítsa be a referenciát” hiba
Hibajelenségek:
A gép nem tudja elindítani a ciklust.
A vezérlő egy referenciálási eljárást kér.
Lehetséges okok és hibaelhárítás:
C1: A gépet kikapcsolták.
Teendő: Ez egy szabványos eljárás. A gép bekapcsolása után el kell végezni a „Referencia” vagy „Nullapont-visszatérés” műveletet. Navigáljon a kézi képernyőre, és indítsa el az összes tengely referenciálási ciklusát.
C2: Referencia kapcsoló / közelítési érzékelő hiba.
Ellenőrizze: A kezdőpozíciót érzékelő szenzor szennyezett, rosszul igazított vagy hibás lehet. Ez gyakran szakember beavatkozását igényli.
4. „Túlterhelés” vagy „Magas nyomás” riasztás
Hibajelenségek:
A riasztás a hajlítási ciklus során jelentkezik, gyakran a ciklus végén.
Lehetséges okok és hibaelhárítás:
C1: Helytelen tonnázis (nyomás) beállítás.
Ellenőrizze: A beprogramozott hajlítási nyomás túl magas a anyaghoz vagy a gép teljesítményéhez képest. Ellenőrizze és csökkentse a nyomásértéket a programban.
C2: Helytelen bélyeg kiválasztása.
Ellenőrizze: Túl keskeny V-bélyeget használni a anyagvastagsághoz képest túlzott erőt igényel. Győződjön meg arról, hogy a V-bélyeg nyílása megfelelő a anyaghoz (általában: V-nyílás = 8 × Anyagvastagság).
C3: Hajlítás a gép teljesítményén kívül.
Ellenőrizze: Olyan vastag vagy hosszú anyagot próbál hajlítani, amely meghaladja a gép névleges kapacitását.
5. Ingyadozó hajlítási szög
Hibajelenségek:
A hajlítási szög részegységenként változik, még ugyanazzal a programmal is.
Lehetséges okok és hibaelhárítás:
C1: Anyagjellemzők ingadozása.
Ellenőrizze: Az anyagvastagság, keménység vagy rostirány ingadozása okozhat szögeltérést. Ellenőrizze az anyaglevelek minőségi tanúsítványait.
C2: Elhasználódott vagy helytelen szerszámok.
Ellenőrzés: Ellenőrizze a kivágót és az anyát elhasználódás vagy sérülés szempontjából. Győződjön meg arról, hogy a megadott szöghöz megfelelő szerszámokat használ.
C3: A hajlítás-kiegyenlítés hiánya.
Intervenció: Hosszú lemezek hajlítása esetén a gépágy elhajolhat. Használja a „Crowning” funkciót (kézi vagy automatikus) az elhajlás kiegyenlítésére. Szükség esetén kalibrálja újra.
C4: Instabil hidraulikus rendszer.
Ellenőrzés: Alacsony hidraulikaolaj-szint, szennyezett olaj vagy hibás szelep nyomásingadozást okozhat. Ellenőrizze az olajszintet és a hőmérsékletet.
6. Háttámasz (X, R, Z) nem éri el a pozíciót, vagy pontatlan
Hibajelenségek:
A háttámasz rossz pozícióban áll meg, vagy megremeg megálláskor.
Lehetséges okok és hibaelhárítás:
C1: Mechanikai akadály vagy nincs megfelelő igazítás.
Ellenőrzés: Keressen forgácsot, szennyeződést vagy horzsolyát a háttámasz sínein és csavarjain. Tisztítsa meg és kenje meg a vezetőfelületeket.
C2: Lazaság a csatlakozóban vagy a meghajtószíjban.
Ellenőrizze: A szervomotor és a golyóscsapágy közötti vagy a hajtásöv (ha van) laza lehet.
C3: Játék.
Intézkedés: Idővel a mechanikai kopás játékot okozhat. A vezérlő gyakran rendelkezik „Játékkiegyenlítés” beállítással, amelyet egy technikus állíthat be.
Általános hibaelhárítási folyamatábra
1. Jegyezze fel a pontos hibaüzenetet az E21 kijelzőn.
2. Tanulmányozza a gépgyártó kézikönyvét. Az tartalmazza a legpontosabb hibakódokat és eljárásokat.
3. Végezzen egyszerű újraindítást: Kapcsolja ki teljesen a gépet, várjon 10 másodpercet, majd kapcsolja vissza.
4. Ellenőrizze az egyértelmű problémákat: Lazák a vezetékek, kiváltott biztosíték, alacsony hidraulikus olajszint, szokatlan zajok.
5. Helyezze lokalizálja a hibát: Határozza meg, hogy vezérlési (vezérlő, programozás), elektromos (motor, meghajtó, érzékelő) vagy mechanikai (befeszült tengely, elkopott szerszám) problémáról van-e szó.
6. Forduljon műszaki támogatáshoz: Ha az alapvető ellenőrzések után sem oldódik meg a probléma, adja meg nekik a pontos hibaüzenetet és az eddig végzett lépéseket.
Ne feledje: belső elektromos javításokat csak képzett szakember végezhet.

