Glavna struktura štampača za savijanje
1. Uvod u mehaničku strukturu
Hidraulički savijalac glavno se sastoji od stola, klizaca, pozadijske rampe, hidrauličkog sustava, štampa, nosača, uređaja za sigurnosnu zaštitu, električnog sustava itd.

2. Mehaničko spojivanje
(1) Gornji klizni blok je spojen s šupavčanim šipkom u dvije cilindrične konstrukcije i podržan na lijevoj i desnoj zidovitoj ploči preko dno ploče cilindra. Postoje lijevi i desni vodički račepovi koji pružaju uputstva za gibanje kliznog bloka gore i dolje. Postoji kugasti potporac na spajanju između šupavčane šipke i kliznog bloka kako bi se osigurala razumijeva raspodjela sile na gredu i dobra poravnatost šupavčane šipke.

(2) Prema različitim oblicima glavnog stroja, donja greda (radna površina) obojnog stroja proizvedenog prema zahtjevima kupca ima dva oblika. Jedan je jednogredni tip fiksiran štoperama; drugi je trogredni tip s kompenzacijom cilindra. S obiju strana su dostupne prilagodljive potporne ploče za ispravku potporaca i prilagođenu površinu tijela, a preciznost ispravke može se prilagoditi.
(3) Da bi se osigurala sinkronizirana radnja lijevog i desnog cilindra, strojnički alat koristi sinkronizirani vijeksijski klupac i spojnicu.

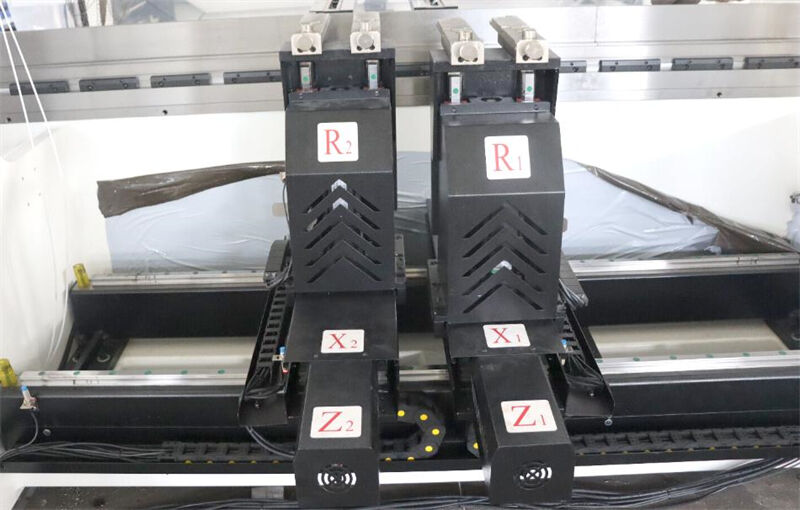
3. Diokni dio
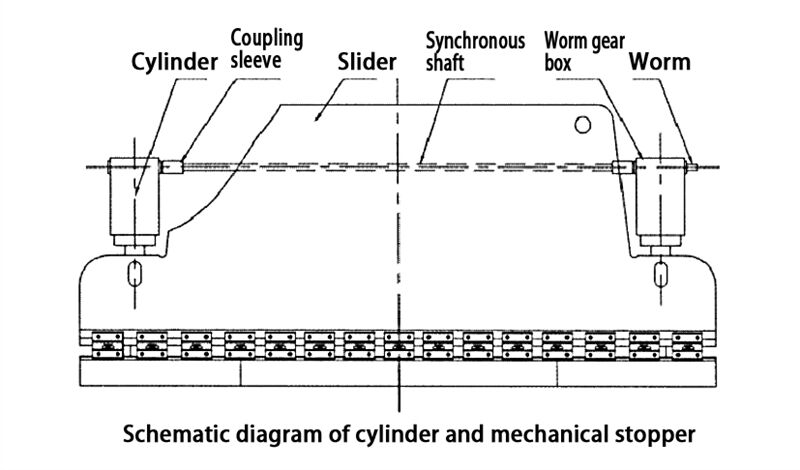
Diokni dio sastoji se od klizaca, cilindra i mehaničke strukture mikropodizanja zaustavljača. Lijevi i desni cilindri pričvršćeni su na okvir, a pistona (šipka) poganja klizac gore i dolje kroz hidraulički tlak.

Mehanički sprečavač se smješta unutar dvaju cilindara, s kompaktnom strukturom i sinhronnom regulacijom s obje strane. Shematski prikaz izgleda ovako. Kada klizni blok (gornji) nije jednak s lijeve i desne strane, zaustavite klizni blok u gornjem mrtvom centru, uklonite pozicioni šip na spojnoj rukavi, okrenite crvenac bilo na kojoj strani crvenčastog motora lijevog i desnog cilindra (naprijed ili unatrag), a zatim pritisnite klizni blok do donjeg mrtvog centra, mjerenjem i prilagođavanjem (ponovite gornju operaciju) dok se klizni blok (gornji štamp) ne postavi jednako s lijeve i desne strane, te ga na kraju pozicionirajte i montirajte na spojni valjak.
4. Okvir
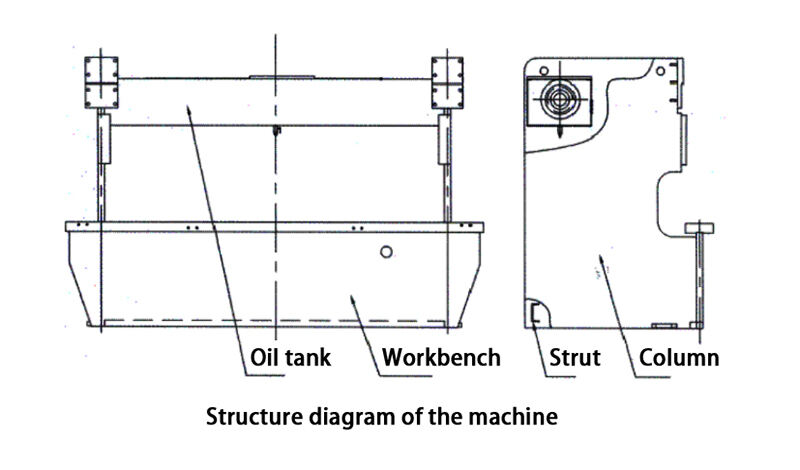
Okvir je svaren u cjeloviti okvir od lijevih i desnih stupova, uljačnih rezervoara i nosača, a radna ploča je zakotvljena na donjem dijelu lijevog i desnog stupova.

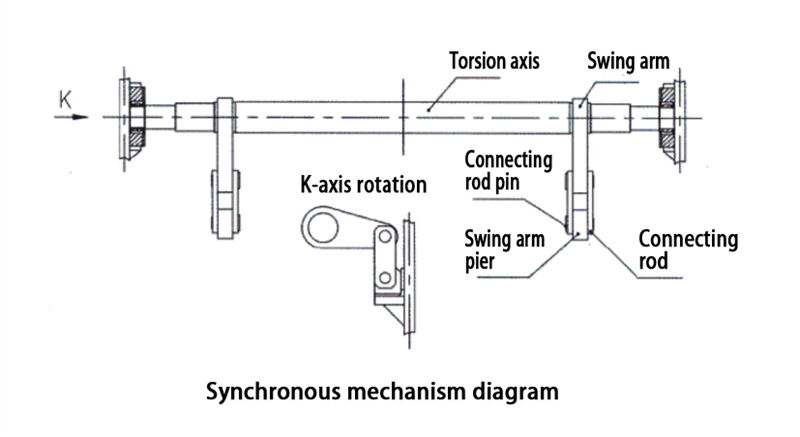
5. Sinkronizacijski mehanizam
Mehanizam snaženog sinkronizacijskog mehanizma sastavljen od vijčaste ose i kljunca ima jednostavnu konstrukciju, stabilnu performansu i visoku točnost sinkronizacije.

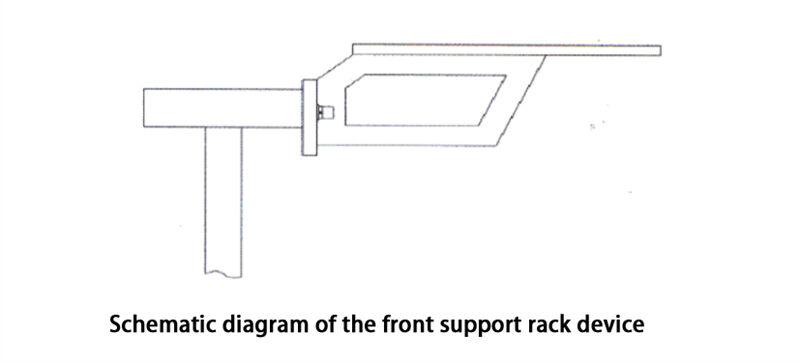
6. Uređaj za prijevoz ispred
Uređaj za prijevoz ispred služi za podršku i držanje radnog materijala.
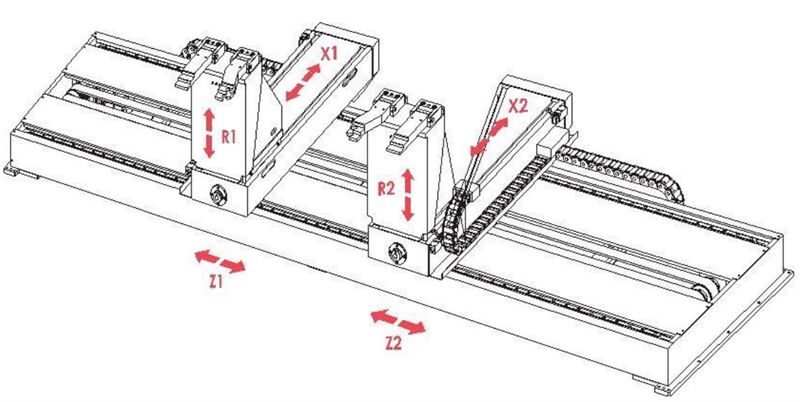
7. Pozadište
Pozadište je cijenjena komponenta stroja i igra važnu ulogu u stvarnoj radnoj zakrivljanju. Ispod je nekoliko opisa pozadišta: Operira se gumbom na operativnoj ploči kako bi motor pogonski pokrenuo okvir pozadišta da se pomiče naprijed i unatrag.

8. Matrica za savijanje
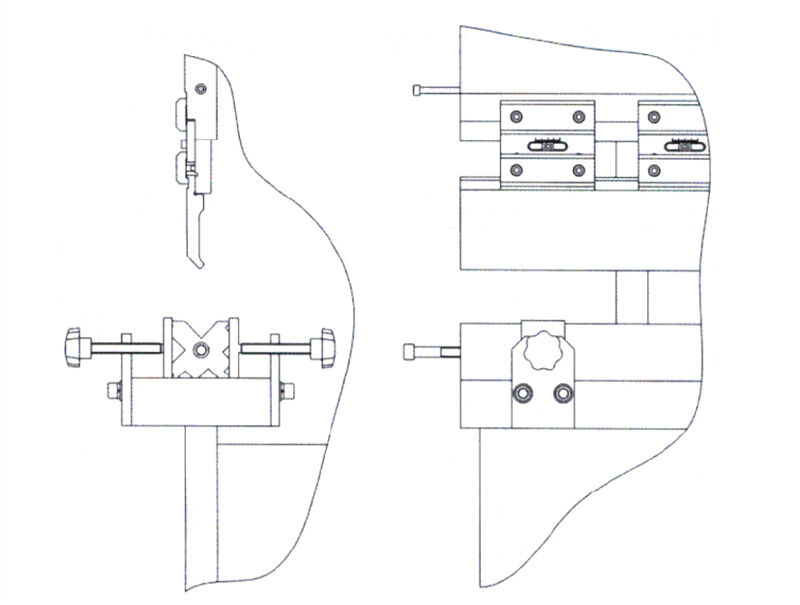
(1) Gornja matrica je montirana na klizni stol i fiksirana pločom za spajanje i pritisknom pločom. Gornja matrica je opremljena mehanizmom fino prilagodbe, koji se pomiče kosije lijevo i desno i koristi se za fino prilagodbu gornje i donje kompensacije gornje matrice kako bi se osigurala točnost savijanog radiva.
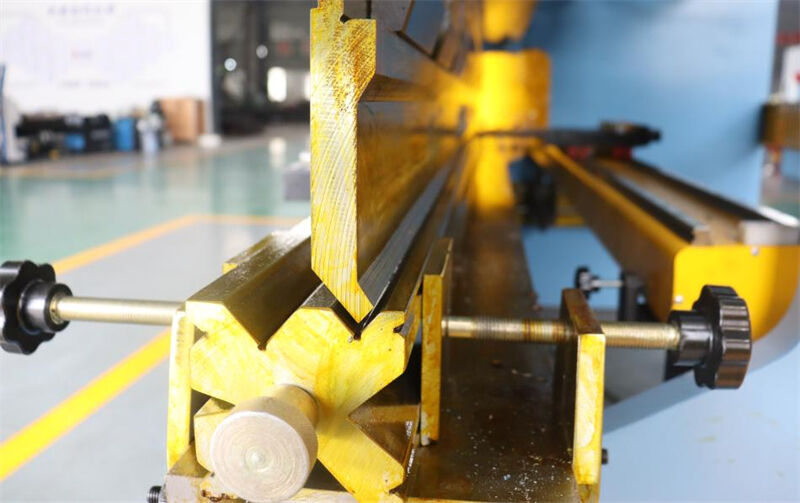
Donja matrica je montirana na radnu površinu. Rotirajući ručak može gurati donju matricu naprijed i unazad kako bi se poravnala središnja linija gornjeg noža.

(2) Montiranje matrice
a. Montiranje i demontiranje matrice treba izvršiti obučenim i ovlaštenim stručnjacima i strogo pridržavati se zahtjeva elektro specifikacija.
b. Prilagodite klizac odgovarajućoj poziciji gornje mrtve točke prema odabranoj visini matrice.
c. Kada se montira matrica, ulja pumpe treba isključiti i strojnički alat ne smije se pokrenuti.
d. Uklonite nepričiste, burke i štapiće sa matte i površine za montažu matte.
e. Prvo montirajte gornju matricu, a zatim donju matricu.
f. Nakon što je matrica montirana, obratite pažnju na užimanje vijčeve.
g. Nakon što je stroj postavljen, pokrenite ulje-pumpu kako biste pomicali klizac prema dolje i kontrolirali ga u potrebnom odgovarajućem položaju. Provjerite je li gornja i donja štampa poravnata, odnosno jesu li razmaci s obje strane gornje štampe jednaki u V oblika štambre. Ako nisu, prilagodite donju štampu i zaključajte donju štampu kako biste vratili stroj na gornju mrtvu točku. (Napomena: Zadržite razmak između gornje i donje štampe veći od debljine ploče koja se treba savijati.)
p. Prilagodite kosu klin da se donja površina gornjeg štampa može prilagoditi kako bi se dobio minimalni kut greške savijanja po cijeloj duljini savijanja. Da bi se dobio dobar učinak savijanja, kosu klinsku možete ponovno prilagoditi prema stvarnom rezultatu savijanja probne uzorke. Ako je stvarni kut savijanja u ovom trenutku prevelik tijekom prilagođavanja, treba prilagoditi donju površinu štampa prema dolje, to jest, otvorite zategnuće vijka i pomaknite klin ulijevo. Nakon prilagođavanja, zatvori se vijak. U suprotnom, prilagodite donju površinu štampa prema gore, to jest, pomaknite klin udesno.

(3) Stvari koje treba imati na umu pri korištenju štampa:
a. Redovito provjeravajte čvrstosnu šraube štampa
b. Pazite prilikom zamjene štampa, i lagano stavljajte štampu na okvir štampa pored stroja za izbjegavanje štete.
c. Svaki štamp ima svoju maksimalnu nosivost opterećenja, a ne smije biti preopterećen i savijan.
d. Kada se ne koristi dugo vrijeme ili je zaustavljen, gornji štampac treba spustiti u V-obliki rupi donjeg štampača, u dodiru s donjim štampalom ili na ravnoj ploči.
e. Kada se štampac ne koristi, kako bi se zaštitio štapac štampača, štampac može biti postavljen na drvenu ploču ili gume, a površina štampača može biti namazana maslom.
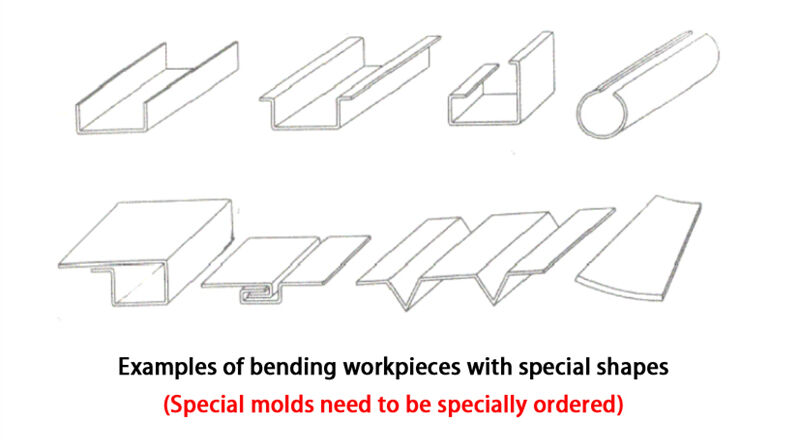
(4) Sljedeće radnje mogu se savijati