















































Kako prilagoditi neravnotežu tlaka na savijaču lima
Suočeni ste s izazovima vezanim uz neujednačene kutove savijanja na vašem NC prešeru? Razumijevanje osnovnih uzroka i provedba ciljanih rješenja može vam pomoći da postignete precizne i ponovljive rezultate. Metode prilagodbe neravnoteže tlaka na prešeru uključuju rješavanje vanjskih i unutarnjih faktora stroja. Prvo je potrebno utvrditi uzrok neravnoteže tlaka, koji obično uključuje vanjske i unutarnje faktore stroja. Vanjski faktori poput bliskih teških objekata utječu na nejednaku silu na klizačima s obje strane radnog cilindra, dok unutarnji faktori stroja mogu biti posljedica dva radna cilindra koja stvaraju tlak s obje strane klizača, što uzrokuje odstupanje radnog težišta prema sredini, time utječući na oblikovanje i naknadni rad na proizvodu.
Rješenje
Riješite vanjske čimbenike: uklonite teške predmete koji utječu na rad savijača lima i osigurajte da su klizači s obje strane radnog cilindra jednako opterećeni.
Riješite vlastite čimbenike stroja: primijenite metode kompenzacije progiba i tlaka, te postavite iznos deformacije suprotno smjeru silovne deformacije na radnu stolnicu kako biste postigli promjenjivu kompenzaciju klizača i radne stolnice, tako da raspodjela tlaka radnih cilindara s obje strane savijača lima bude jednolikija.
Konkretni koraci
Podešavanje vanjskih čimbenika:
Uklonite teške predmete koji utječu na rad savijača lima.
Osigurajte da nema stranih predmeta na tijelu savijača lima i uvijek obratite pozornost na radne uvjete savijača lima kako biste smanjili pojavu nejednakog tlaka s obje strane.
Podešavanje unutarnjih čimbenika stroja:
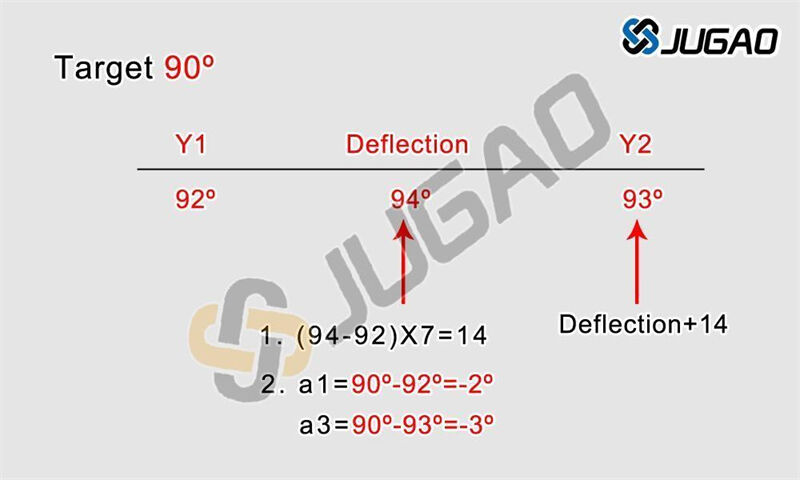
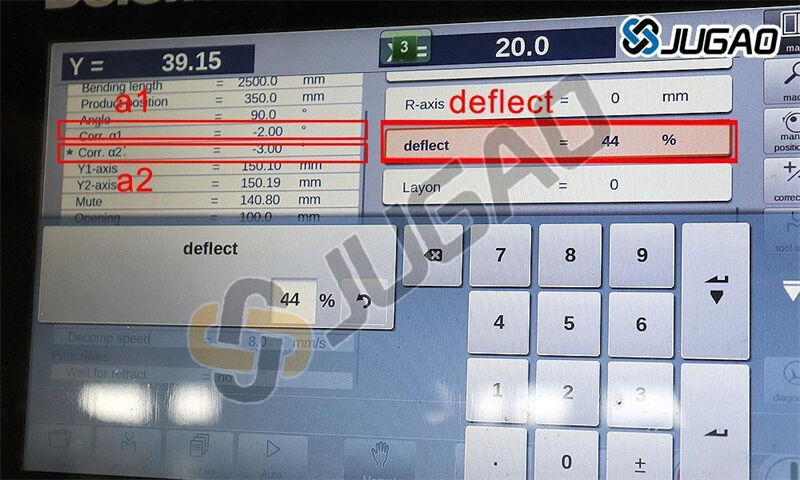
Postavite iznos deformacije u suprotnom smjeru sile deformacije na radnom stolu između klizača i gornjeg alata preša- savijača kako biste postigli kompenzaciju progiba.
Koristite hidrauličnu i mehaničku kompenzaciju za postizanje kompenzacije tlaka.
Uzmite sljedeći crtež kao primjer

Provjerite i poravnajte alate
Nepravilno poravnati ili istrošeni alati često su uzrok odstupanjima kuta. Osigurajte da su gornji i donji alati pravilno poravnati i bez oštećenja. Zamijenite sve istrošene dijelove kako biste održali točnost.

Ponovno kalibrirajte CNC kontroler
Tijekom vremena, kontroler stroja može odstupiti od svojih izvornih postavki. Ponovno kalibrirajte CNC sustav kako biste osigurali da točno tumači i izvršava naredbe savijanja.
Provjerite konzistentnost materijala
Razlike u debljini materijala, tvrdoći ili smjeru zrnja mogu utjecati na rezultat savijanja. Provjerite svojstva materijala i osigurajte jednoličnost prije nego što nastavite s procesom savijanja.
Obavljajte redovitu održavanje
Redovno održavanje, uključujući podmazivanje, provjere hidrauličnog sustava i mehaničke inspekcije, može spriječiti mnoge probleme prije nego što nastanu. Dobar stroj pouzdanije radi.
Podesite postavke stroja
Prilagodite parametre poput brzine savijanja, tlaka i pozicije stražnjeg graničnika kako biste optimizirali performanse za određene materijale i dizajne.
Rješavanje uobičajenih problema
Čest problem kod hidrauličnih NC preša je neujednačeni kutovi duž iste linije savijanja. Na primjer, ciljni kut od 90° može rezultirati s 89° na jednoj strani i 91° na drugoj. Ovaj problem često proizlazi iz nejednakog raspodjele tlaka ili nepravilnog poravnavanja.

Sustavnim rješavanjem poravnavanja alata, kalibracijom kontrolera i provjerama materijala, možete vratiti preciznost operacija savijanja.
Pozornost
* Prije uporabe preše provjerite da nema stranih predmeta na tijelu stroja i uvijek obratite pažnju na radno stanje preše.
* Redovito čistite i održavajte gornji stroj kako biste smanjili učestalost kvarova.
* Slijedite specifične upute za rad iz priručnika proizvođača kako biste osigurali sigurne i učinkovite podešavanja.
Zaključak
Održavanje dosljednih kutova savijanja zahtijeva kombinaciju ispravnog podešavanja stroja, redovitog održavanja i pozornosti na detalje materijala. Slijedite ove preporučene prakse kako biste minimizirali pogreške i poboljšali učinkovitost vašeg NC gornjeg stroja.

