















































DELEM DA-58T के साथ उत्पाद ड्रॉइंग्स बनाने की चरण-दर-चरण प्रक्रिया
सटीक और उच्च-दक्षता वाले उत्पाद ड्रॉइंग बनाना धातु कार्यकरण उत्पादन का एक महत्वपूर्ण हिस्सा है, और DELEM DA-58T प्रणाली इस महत्वपूर्ण कार्य के लिए एक पेशेवर समाधान प्रदान करती है। इस प्रणाली की मानकीकृत ड्रॉइंग प्रक्रिया को आत्मसात करना केवल धातु प्रसंस्करण भागों की सटीकता को सुनिश्चित करता है, बल्कि समग्र उत्पादन कार्यप्रवाह को भी अनुकूलित करता है। चाहे आप DELEM DA-58T से परिचित होने के लिए शुरुआत कर रहे हों या कोई अनुभवी ऑपरेटर जो अपने ड्रॉइंग कौशल को और निखारना चाहता हो, यह विस्तृत मार्गदर्शिका आपको प्रणाली के साथ उत्पाद ड्रॉइंग बनाने के मुख्य चरणों और प्रमुख संचालन बिंदुओं के माध्यम से ले जाएगी, जिससे आप इसकी पूर्ण कार्यात्मक क्षमता को अनलॉक कर सकें।
सामान्य उत्पाद गुणों को सेट करना
DELEM DA-58T के साथ उत्पाद ड्रॉइंग बनाने का पहला चरण सामान्य उत्पाद गुणों को कॉन्फ़िगर करना है, जो पूरी ड्रॉइंग प्रक्रिया के लिए आधारभूत डेटा स्थापित करता है।
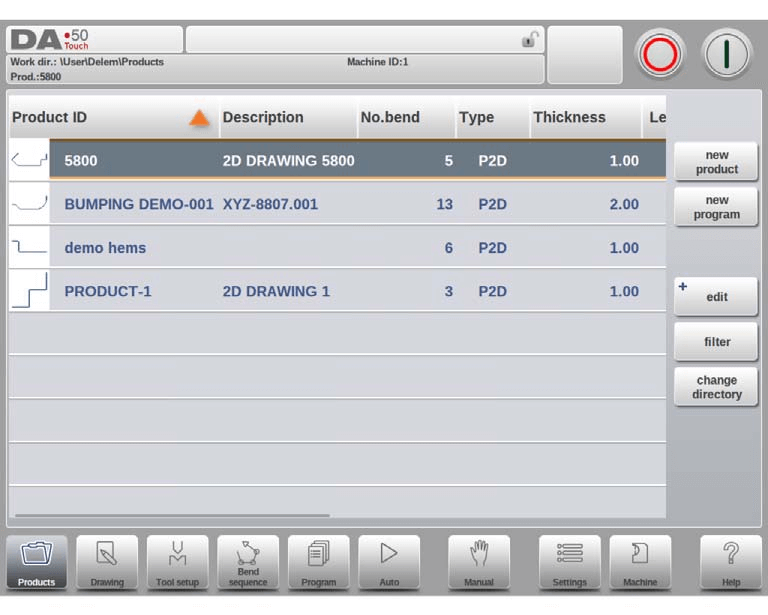
यदि आपको किसी मौजूदा ड्रॉइंग को संपादित करने की आवश्यकता है, तो केवल सिस्टम के उत्पाद लाइब्रेरी से संबंधित उत्पाद का चयन करें और इसे खोलने के लिए ड्रॉइंग विकल्प पर क्लिक करें। एक बिल्कुल नई उत्पाद ड्रॉइंग के लिए, उत्पाद लाइब्रेरी में नए उत्पाद का चयन करके प्रक्रिया शुरू करें, जिससे सामान्य उत्पाद गुणों की स्थापना इंटरफ़ेस प्रदर्शित होगी—औपचारिक ड्रॉइंग चरण पर आगे बढ़ने से पहले यहाँ सभी पैरामीटर सेट करने आवश्यक हैं।
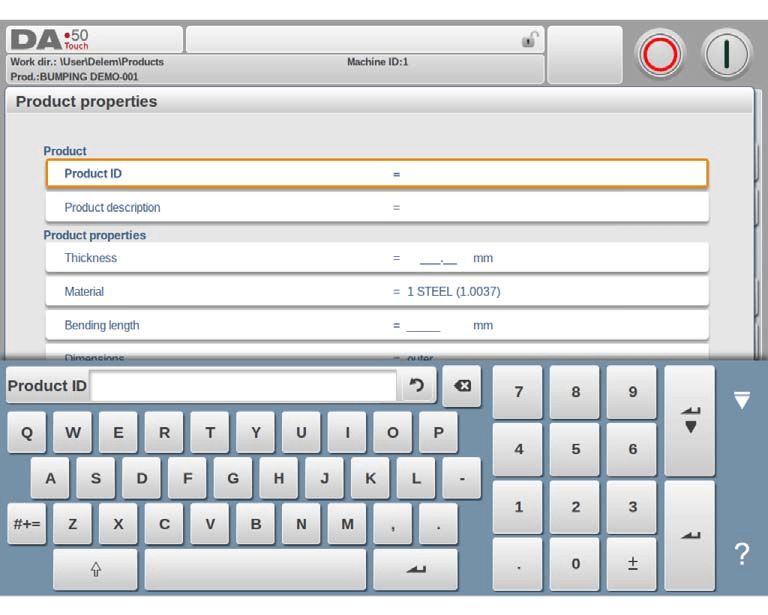
दो मुख्य पहचान पैरामीटर सावधानीपूर्वक इनपुट करने की आवश्यकता होती है: उत्पाद आईडी, जो प्रत्येक उत्पाद कार्यक्रम के लिए एक अद्वितीय पहचानकर्ता है और जिसकी अधिकतम लंबाई 25 अक्षरों की है (अक्षरों और अंकों के मिश्रण का समर्थन करती है), तथा उत्पाद विवरण, जो भी 25 अक्षरों तक सीमित है और कार्यक्रम के अनुप्रयोग तथा उद्देश्य को संक्षेप में स्पष्ट करने के लिए उपयोग किया जाता है। यदि आप एक ऐसी उत्पाद आईडी दर्ज करते हैं जो पहले से ही सिस्टम में मौजूद है, तो एक चेतावनी संदेश प्रदर्शित होगा, जो मूल उत्पाद डेटा को ओवरराइट करने के लिए पूछेगा। "हाँ" का चयन करने पर पिछली उत्पाद जानकारी हटा दी जाएगी, जबकि "नहीं" का चयन करने पर आपको एक अद्वितीय आईडी पुनः दर्ज करनी होगी।
इसके अतिरिक्त, आपको एक श्रृंखला महत्वपूर्ण तकनीकी पैरामीटर निर्धारित करने की आवश्यकता है:
• मोटाई: प्रसंस्करण के लिए उपयोग की जाने वाली शीट धातु की विशिष्ट मोटाई दर्ज करें।
• सामग्री: सिस्टम में पूर्व-निर्धारित चार सामग्री प्रकारों में से चयन करें; अतिरिक्त सामग्रियों को सेटिंग्स मॉड्यूल में प्रोग्राम किया जा सकता है और आवश्यकता पड़ने पर चयन द्वारा सक्रिय किया जा सकता है।
• बेंडिंग लंबाई: शीट धातु की Z-अक्ष लंबाई को परिभाषित करें।
• आयाम: नए सतहों और पक्षों के लिए बाहरी (A) या आंतरिक (B) आयामन का चयन करें, जिसकी डिफ़ॉल्ट सेटिंग सिस्टम के सेटिंग्स मोड में 'डिफ़ॉल्ट आयाम' पैरामीटर द्वारा निर्धारित की जाती है।
• त्रिज्या: टूल सेटअप चरण में उपकरण के चयन के बाद, सिस्टम स्वचालित रूप से उत्पाद की त्रिज्या की पुनः गणना करेगा; यदि आप मूल सेटिंग को बनाए रखना चाहते हैं, तो पुनः गणना को अक्षम करने के लिए 'प्रोग्राम किए गए का उपयोग करें' विकल्प का चयन करें।
• बेंड अनुमति: वास्तविक प्रसंस्करण आवश्यकताओं के आधार पर 'गणना के आधार पर उपयोग करें' (डीलेम सूत्र को लागू करना) या 'प्रोग्राम किए गए का उपयोग करें' (सिस्टम की बेंड अनुमति तालिका को लागू करना) के बीच चयन करें।
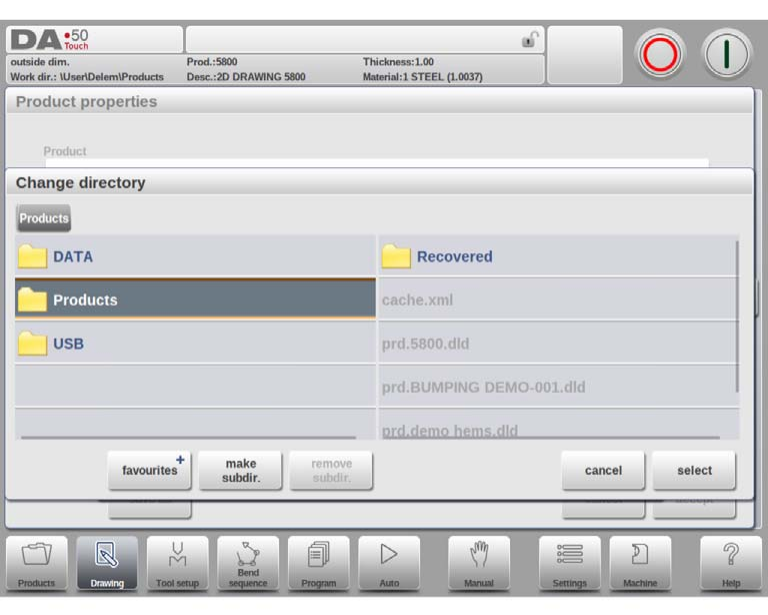
ड्रॉइंग की सक्रिय स्टोरेज निर्देशिका को संशोधित करने के लिए, 'सेव के रूप में' और 'निर्देशिका बदलें' कार्यों का उपयोग करें—वर्तमान ड्रॉइंग फ़ाइल स्वचालित रूप से फ़ाइल प्रबंधन की सुविधा के लिए नवचयनित निर्देशिका में कॉपी कर दी जाएगी।
2D उत्पाद ड्रॉइंग बनाना
जब सभी सामान्य उत्पाद डेटा सही ढंग से सेट कर लिया जाता है, तो सिस्टम 2D ड्रॉइंग इंटरफ़ेस लोड करेगा, जहाँ आप उत्पाद प्रोफ़ाइल के ड्राफ्टिंग की शुरुआत कर सकते हैं।
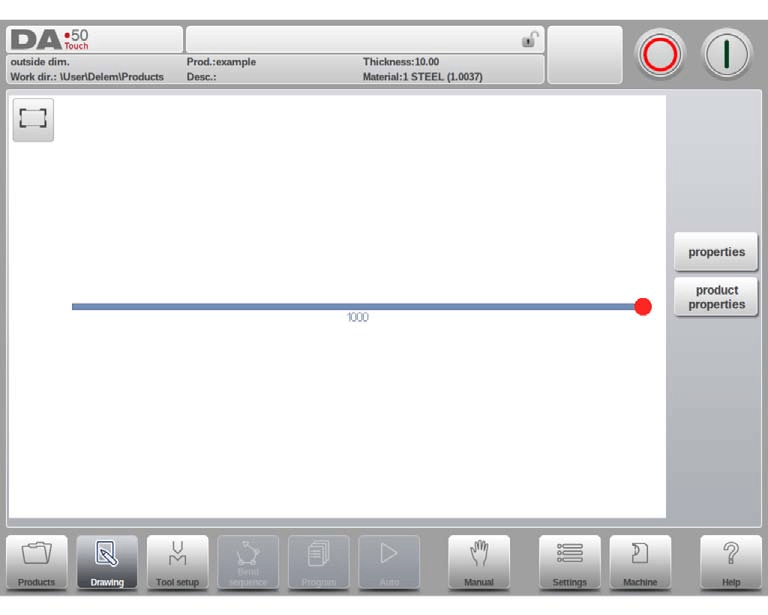
ड्रॉइंग इंटरफ़ेस के ऊपरी सूचना बार में उत्पाद की मुख्य जानकारी, जैसे उत्पाद आईडी, विवरण और त्वरित संदर्भ के लिए मूल आयाम, प्रदर्शित किए जाते हैं। आप पहले सिस्टम के "स्केच" मोड का उपयोग करके एक प्रारंभिक उत्पाद प्रोफ़ाइल बना सकते हैं: बस मूल आकृति को रेखांकित करने के लिए इंटरफ़ेस पर टैप करें, फिर डिज़ाइन को सुधारने के लिए कीबोर्ड के माध्यम से सटीक आयाम और अन्य तकनीकी मान दर्ज करें। बेंड कोणों और पार्श्व लंबाइयों का सीधे कीबोर्ड से इनपुट करना भी समर्थित है (एंटर कुंजी दबाकर पुष्टि करने पर), जिससे लचीली और कुशल ड्राफ्टिंग संभव होती है।
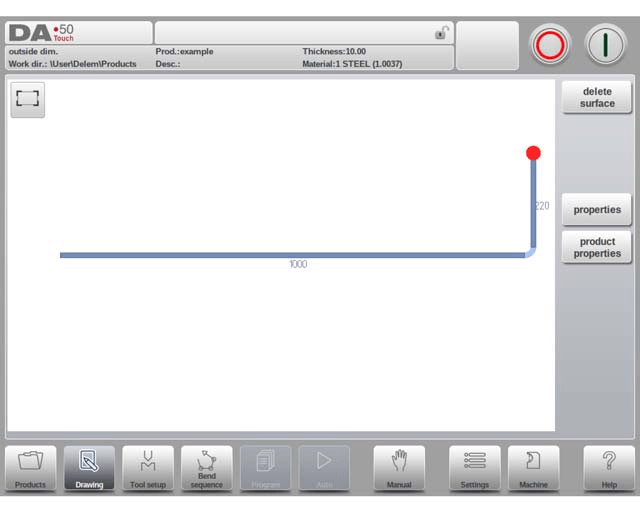
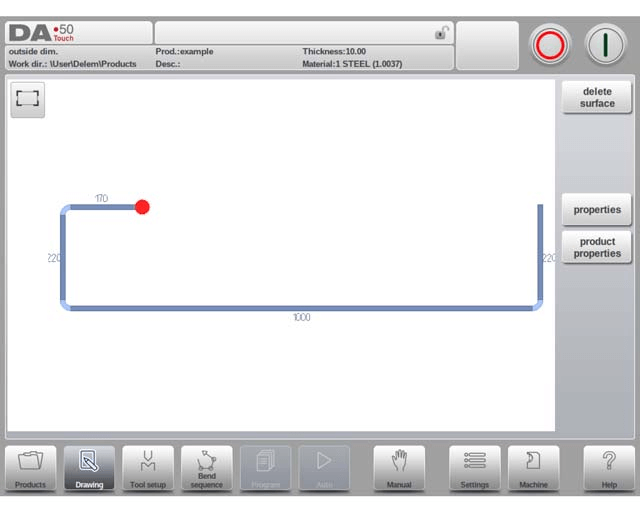
यह पुनरावृत्तिमूलक डिज़ाइन प्रक्रिया तब तक जारी रहती है जब तक कि अभीष्ट उत्पाद प्रोफ़ाइल प्राप्त नहीं हो जाती। यदि ड्रॉइंग के दौरान समायोजन की आवश्यकता हो, तो आप उत्पाद गुणों (Product Properties) अनुभाग में मुख्य उत्पाद डेटा को संशोधित कर सकते हैं; व्यक्तिगत कोणों और रेखाओं को सटीक रूप से समायोजित करने के लिए, लक्ष्य तत्व का चयन करें और परिवर्तन करने के लिए गुण (Properties) विकल्प पर क्लिक करें। सिस्टम वर्तमान में सक्रिय तत्व (चाहे वह एक रेखा हो या कोण) को हाइलाइट करता है ताकि स्पष्ट संचालन प्रतिक्रिया प्रदान की जा सके, और प्रत्येक उत्पाद के लिए अधिकतम 99 मोड़ों तक के ग्राफ़िकल प्रोग्रामिंग का समर्थन करता है, जो जटिल भागों के प्रसंस्करण की आवश्यकताओं को पूरा करता है।
2D उत्पाद ड्रॉइंग को पूरा करने के बाद, आप DELEM DA-58T सिस्टम के अगले प्रोग्रामिंग चरणों पर आगे बढ़ सकते हैं: सबसे पहले टूल सेटअप कॉन्फ़िगरेशन पूरा करें, फिर शीट धातु प्रसंस्करण के लिए बेंड क्रम (Bend Sequence) निर्धारित करें।
रेखा गुणों को कॉन्फ़िगर करना
रेखा गुण 2D रेखांकन में एक महत्वपूर्ण विवरण हैं, और DELEM DA-58T प्रत्येक उत्पाद लाइन के मापदंडों को अनुकूलित करने की अनुमति देता है जब कर्सर लक्ष्य रेखा पर स्थित होता है तो गुण विकल्प का चयन करके। कोर कॉन्फ़िगर करने योग्य रेखा गुणों में प्रोजेक्शन सेटिंग और सटीक चयन शामिल हैं, जो दोनों सीधे ड्राइंग की सटीकता और बाद की प्रसंस्करण व्यवहार्यता को प्रभावित करते हैं।
प्रक्षेपण सेटिंग्स
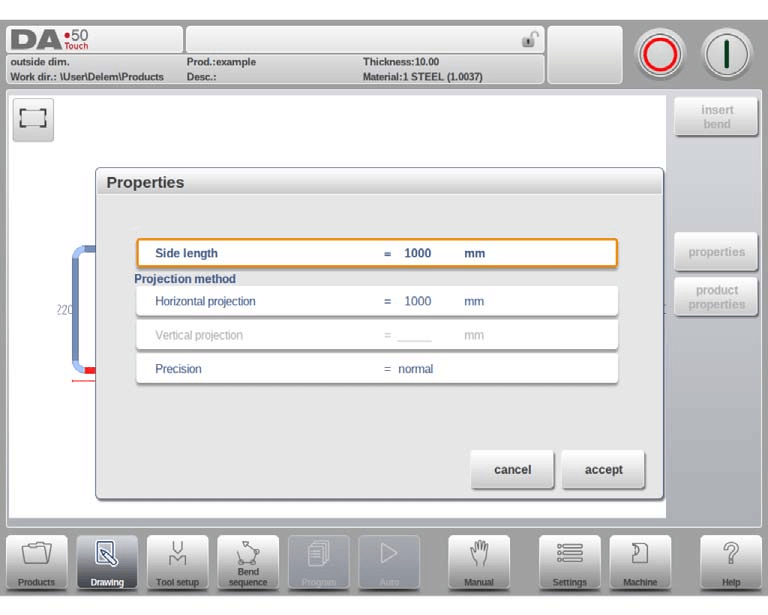
लाइन गुण सेटअप विंडो में, आप चयनित लाइन के लिए दो कोर प्रक्षेपण मापदंडों प्रोग्राम कर सकते हैंः
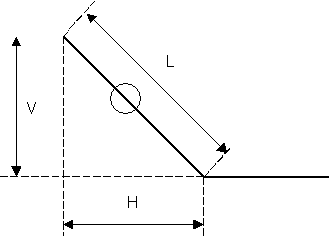
क्षैतिज प्रक्षेपणः रेखा की वास्तविक कोण से स्वतंत्र रूप से निर्धारित क्षैतिज दूरी।
• ऊर्ध्वाधर प्रक्षेपण: रेखा की वास्तविक कोण से भिन्न, निर्धारित ऊर्ध्वाधर दूरी।
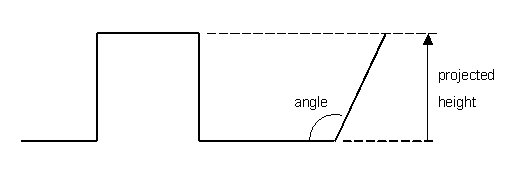
प्रोजेक्शन फ़ंक्शन विकर्ण रेखाएँ बनाने के लिए एक व्यावहारिक उपकरण है: यह सटीक पार्श्व लंबाइयों की मैनुअल गणना की आवश्यकता को समाप्त कर देता है। चयनित रेखा के लिए आवश्यक क्षैतिज या ऊर्ध्वाधर प्रोजेक्शन दूरी केवल इनपुट करें और Enter दबाएँ, और प्रणाली स्वचालित रूप से सटीक रेखा लंबाई की गणना करेगी और उसे खंड पर लागू कर देगी। प्रणाली सामान्य रेखा लंबाई को L, ऊर्ध्वाधर प्रोजेक्टेड लंबाई को V और क्षैतिज प्रोजेक्टेड लंबाई को H के रूप में लेबल करती है ताकि स्पष्ट पहचान सुनिश्चित की जा सके। यदि वर्तमान रेखा के लिए कोई सेट प्रोजेक्शन पैरामीटर संभव नहीं है, तो प्रणाली संचालन त्रुटियों से बचने के लिए इंटरफ़ेस पर एक सूचना प्रदर्शित करेगी।
परिशुद्धता चयन
जब ड्रॉइंग कर्सर किसी विशिष्ट रेखा खंड पर होता है, तो आप गुणवत्ता मेनू में परिशुद्धता पैरामीटर तक पहुँचकर उस खंड के लिए परिशुद्धता स्तर सेट कर सकते हैं। प्रणाली तीन परिशुद्धता विकल्प प्रदान करती है:
• सामान्य: रेखा खंड के लिए मानक परिशुद्धता प्रदान करता है, जो सामान्य प्रसंस्करण आवश्यकताओं के लिए उपयुक्त है।
• उच्च: मोड़ क्रम की गणना के दौरान, सिस्टम लाइन सेगमेंट के लिए सबसे अधिक संभव परिशुद्धता प्राप्त करने के लिए बैक गेज स्टॉप की स्थिति को अनुकूलित करता है, जो उच्च-परिशुद्धता प्रसंस्करण की आवश्यकताओं के लिए है।
• बंद करने का आयाम: मोड़ क्रम की गणना के दौरान, सिस्टम लाइन सेगमेंट की सहनशीलता आवश्यकताओं को पूरा करने के लिए बैक गेज स्टॉप की स्थिति को समायोजित करता है, जो कड़ी सहनशीलता नियंत्रण वाले भागों के लिए है।
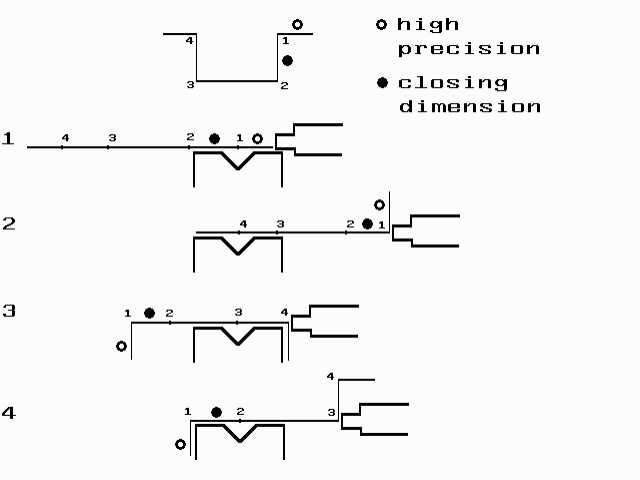
सर्वोत्तम परिशुद्धता के लिए, खुले वृत्त द्वारा चिह्नित लाइन सेगमेंट को बैक स्टॉप और डाई के केंद्र के बीच सीधे स्थित करना सबसे अच्छा होता है। यह ध्यान रखना महत्वपूर्ण है कि लाइन सेगमेंट के लिए उच्च या बंद करने के आयाम की परिशुद्धता सेट करने से उत्पादन समय बढ़ सकता है, क्योंकि इसके लिए सिस्टम की गणनाएँ अधिक जटिल हो जाती हैं। इसके अतिरिक्त, यदि सिस्टम का "फ्रंट एक्सटेंड अनुपात" "यदि संभव हो तो अनुपालन करें" पर सेट है, तो गणना प्रक्रिया में परिशुद्धता पैरामीटर को प्राथमिकता दी जाएगी।
मोड़ गुणों को समायोजित करना
बेंड्स शीट मेटल उत्पाद ड्रॉइंग्स के मुख्य संरचनात्मक तत्व हैं, और DELEM DA-58T विस्तृत बेंड गुण कॉन्फ़िगरेशन विकल्प प्रदान करता है, जिनमें मानक एयर बेंड्स, बड़े त्रिज्या वाले बम्पिंग बेंड्स और हेम बेंड्स शामिल हैं। प्रत्येक बेंड प्रकार के वास्तविक प्रसंस्करण परिदृश्यों के अनुकूल अनुकूलन योग्य पैरामीटर होते हैं, और आप लक्ष्य बेंड का चयन करके और प्रॉपर्टीज़ मेनू खोलकर गुणों को समायोजित कर सकते हैं।
एयर बेंड
एयर बेंडिंग शीट मेटल प्रसंस्करण में मानक बेंड प्रकार है, और एयर बेंड को प्रोग्राम करने में रेखा लंबाइयों और कोण मानों को इतना सुधारना शामिल है जब तक कि उत्पाद का आकार आवश्यकताओं को पूरा नहीं कर लेता। एयर बेंड्स के लिए मुख्य कॉन्फ़िगर करने योग्य पैरामीटर इस प्रकार हैं:
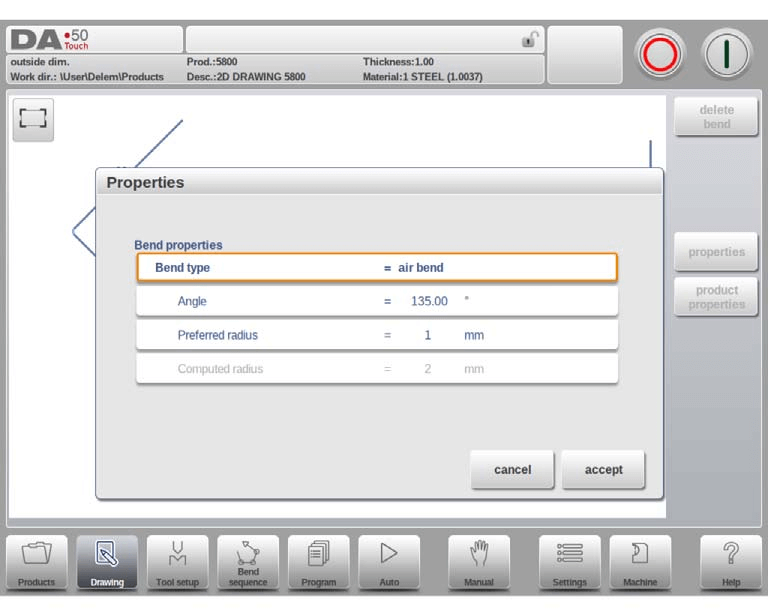
• कोण: शीट मेटल को जिस कोण तक मोड़ा जाना है।
• वरीयता वाली त्रिज्या: अभिप्रेत बेंड त्रिज्या, जिसका डिफ़ॉल्ट प्रारंभिक मान शीट मेटल की मोटाई होती है; एक बड़ी वरीयता वाली त्रिज्या के लिए विशिष्ट बेंडिंग उपकरणों का मिलान करना आवश्यक हो सकता है।
• गणना किया गया वक्रता त्रिज्या: नियंत्रण सेटिंग्स और चयनित उपकरणों के आधार पर सिस्टम द्वारा उत्पन्न वास्तविक वक्रता त्रिज्या। बड़ी गणना की गई त्रिज्याओं के लिए, एक समर्पित पंच की आवश्यकता होती है या वैकल्पिक रूप से 'बम्पिंग' विधि का उपयोग किया जा सकता है। यह सुनिश्चित करना अत्यंत महत्वपूर्ण है कि वक्रता त्रिज्या आसन्न भुजाओं की लंबाई से अधिक न हो, ताकि प्रसंस्करण संघर्ष से बचा जा सके।
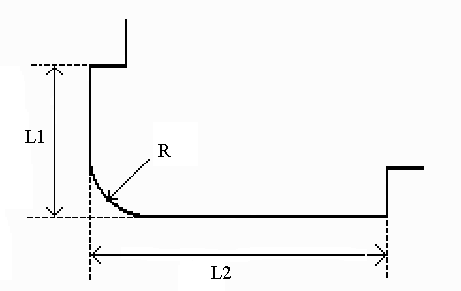
जब वक्रता वाले मोड़ से जुड़ी रेखा लंबाइयों को प्रोग्राम किया जाता है, तो दो आसन्न भुजाओं (L1 और L2) की लंबाइयाँ वक्रता त्रिज्या (R) के बराबर या उससे अधिक होनी चाहिए। एक वायु मोड़ (एयर बेंड) बनाने का एक वैकल्पिक तरीका यह है कि कर्सर को उस फ्लैंज के अंत पर स्थापित किया जाए जहाँ मोड़ की आवश्यकता हो, 'गुण' (प्रॉपर्टीज़) का चयन किया जाए और पॉप-अप विंडो में अतिरिक्त पैरामीटर सेटिंग्स को पूरा किया जाए।
बड़ी त्रिज्या: बम्पिंग
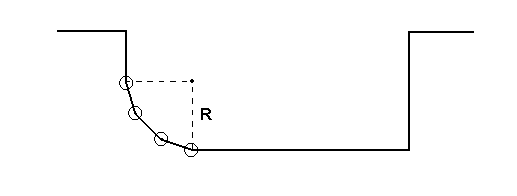
यदि विशेष बड़ी-त्रिज्या वाले मोड़ने के उपकरण उपलब्ध नहीं हैं, तो DELEM DA-58T की 'बम्पिंग' विधि का उपयोग वांछित वक्राकार आकृति बनाने के लिए छोटे-छोटे, क्रमिक वायु मोड़ों के श्रृंखला को कार्यान्वित करके बड़ी त्रिज्याएँ बनाने के लिए किया जा सकता है।
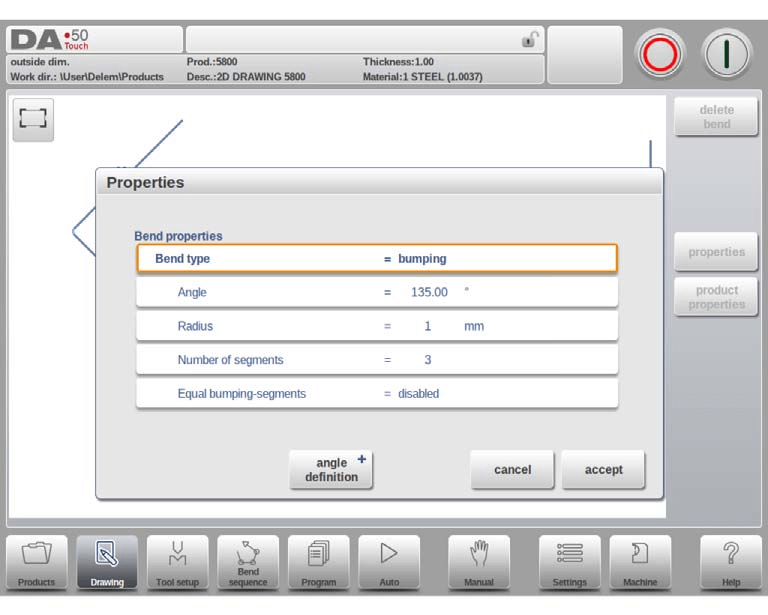
बम्पिंग विधि का उपयोग करने के लिए, सबसे पहले कोण परिभाषा का चयन करें (या तो सिस्टम का डिफ़ॉल्ट कोण या केंद्रीय कोण, जो डिफ़ॉल्ट कोण से 180 डिग्री घटाकर प्राप्त किया जाता है)। फिर निम्नलिखित मुख्य पैरामीटरों को प्रोग्राम करें:
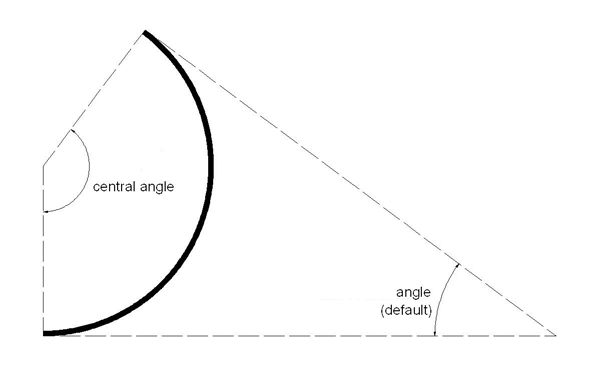
• केंद्रीय कोण: लक्ष्य बेंडिंग कोण का पूरक कोण।
• त्रिज्या: अभिप्रेत बड़ी बेंड त्रिज्या, जिसके लिए शीट मेटल की मोटाई प्रारंभिक डिफ़ॉल्ट मान के रूप में ली जाती है।
• खंडों की संख्या: बड़ी त्रिज्या को जितने खंडों में विभाजित किया जाता है; कुल बेंड्स की संख्या खंडों की संख्या और एक का योग होती है। अधिक खंडों के परिणामस्वरूप बड़ी त्रिज्या के लिए अधिक कड़ी सहिष्णुता प्राप्त होती है, लेकिन इसके लिए छोटे V-डाई खुलने की आवश्यकता होती है।
• समान बम्पिंग-खंड: यह पैरामीटर खंड के आकार को नियंत्रित करता है। इसे सक्षम करने पर सभी खंडों का आकार समान हो जाता है; इसे अक्षम करने पर पहला और अंतिम खंड मध्य के खंडों के आधे आकार के हो जाते हैं, जिससे एक अधिक सूक्ष्म बेंड प्रभाव प्राप्त होता है, हालाँकि यह डाई के चयन को जटिल बना सकता है। यदि डाई मिलान संबंधी समस्याएँ उत्पन्न होती हैं, तो सिस्टम समान खंडों के साथ पुनः गणना करने की अनुमति देता है।
एक बम्पिंग बेंड के प्रोग्रामिंग चरण इस प्रकार हैं: सबसे पहले आसन्न भुजाओं के साथ एक मानक कोण बनाएँ, फिर कोण पर वापस जाएँ, गुण (प्रॉपर्टीज़) का चयन करें और बेंड प्रकार (बेंड टाइप) को बम्पिंग पर सेट करें। आवश्यक त्रिज्या, खंडों की संख्या और खंड आकार की सेटिंग दर्ज करें, और सिस्टम ड्रॉइंग में बड़ी त्रिज्या उत्पन्न कर देगा। एक सूचना भी प्रदर्शित होगी जो न्यूनतम खंड लंबाई को दर्शाती है, जो बाद में डाई के चयन के लिए एक महत्वपूर्ण संदर्भ है।
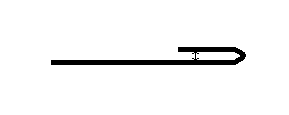
हेम बेंड्स
हेम बेंड्स एक विशिष्ट शीट मेटल बेंडिंग प्रक्रिया है जो एक पूर्व-बेंड (एक तीव्र कोण वाला मानक एयर बेंड) को समर्पित उपकरणों का उपयोग करके हेमिंग संचालन के साथ संयोजित करती है।
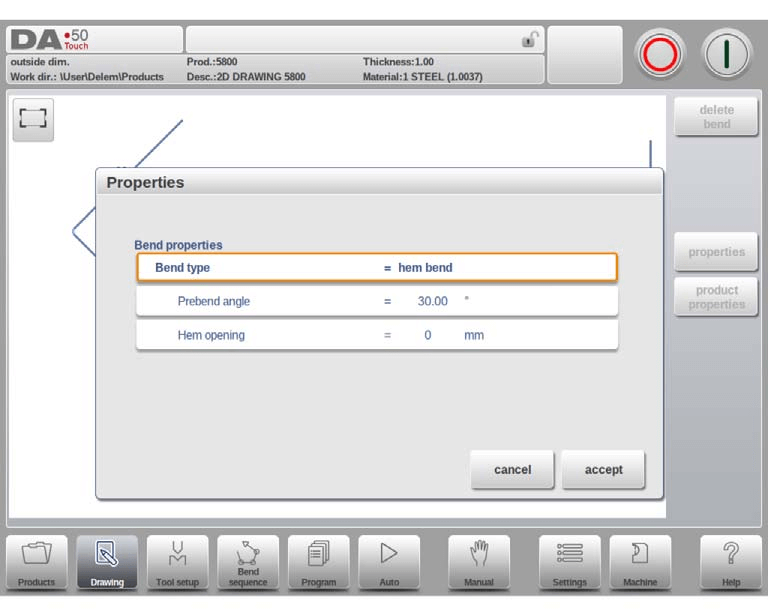
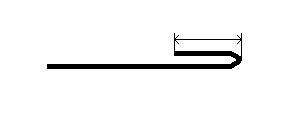
DELEM DA-58T ड्रॉइंग इंटरफ़ेस में हेम बेंड बनाने के लिए, सबसे पहले एक पूर्व-निर्धारित प्रीबेंड कोण के साथ एक फ्लैंज बनाएँ, फिर लक्ष्य बेंड पर कर्सर को स्थित करें और पॉप-अप विंडो में संबंधित पैरामीटर्स को समायोजित करने के लिए 'गुण' (Properties) का चयन करें। वैकल्पिक रूप से, उस फ्लैंज के अंत पर कर्सर को रखें जहाँ हेम बेंड की आवश्यकता होती है, 'गुण' (Properties) का चयन करें, और प्रदर्शित होने वाले अतिरिक्त अनुकूलित पैरामीटर्स को कॉन्फ़िगर करें।
हेम बेंड के लिए मुख्य कॉन्फ़िगर करने योग्य गुण इनमें से हैं:
• प्रीबेंड कोण: एक तीव्र कोण (डिफ़ॉल्ट रूप से 30 डिग्री), जिसे वास्तविक प्रसंस्करण आवश्यकताओं के अनुसार समायोजित किया जा सकता है।
• हेम खुलना: हेमिंग के बाद दोनों फ्लैंज़ के बीच के अंतराल को परिभाषित करता है, जो हेमिंग प्रक्रिया के दौरान बीम की स्थिति की गणना के लिए एक महत्वपूर्ण पैरामीटर है; डिफ़ॉल्ट मान सिस्टम के 'सेटिंग्स' मॉड्यूल में 'डिफ़ॉल्ट हेम ओपनिंग' पैरामीटर द्वारा सेट किया जाता है।
हेम बेंड के लिए एकमात्र मुख्य पार्श्व गुण 'साइड लेंथ' (पार्श्व लंबाई) है, जो हेम किए जाने वाले फ्लैंज की लंबाई को संदर्भित करता है और इसे उत्पाद की डिज़ाइन आवश्यकताओं के अनुसार सेट करने की आवश्यकता होती है।
अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
प्रश्न 1: यदि DELEM DA-58T उत्पाद ड्रॉइंग गलत तरीके से प्रदर्शित हो रही है तो क्या करें?
यदि ड्रॉइंग में प्रदर्शन त्रुटियाँ हैं या यह डिज़ाइन के उद्देश्य के अनुरूप नहीं है, तो सबसे पहले सभी इनपुट पैरामीटर्स और सिस्टम सेटिंग्स की दोबारा जाँच करें ताकि आयामों, बेंड कोणों, त्रिज्या मानों और अन्य मुख्य डेटा की सटीकता सुनिश्चित की जा सके। इसके अतिरिक्त, यह सुनिश्चित करें कि DELEM DA-58T मशीन उचित रूप से कैलिब्रेट की गई है, क्योंकि गलत कैलिब्रेशन भी ड्रॉइंग प्रदर्शन और उसके बाद की प्रक्रिया में त्रुटियों का कारण बन सकता है।
प्रश्न 2: DELEM DA-58T उत्पाद ड्रॉइंग को उच्च दक्षता के लिए कैसे अनुकूलित करें?
ड्रॉइंग दक्षता को तार्किक तरीके से ड्रॉइंग लेयर्स को व्यवस्थित करके अनुकूलित करें, ताकि ऑपरेशन इंटरफ़ेस साफ़ और अव्यवस्थित न हो, जिससे पैरामीटर तक त्वरित पहुँच और संशोधन संभव हो सके। DELEM DA-58T सिस्टम सॉफ़्टवेयर को नवीनतम संस्करण पर नियमित रूप से अपडेट करने की भी सिफारिश की जाती है, क्योंकि आधिकारिक अपडेट्स में अक्सर कार्यात्मक अनुकूलन और बग फिक्स शामिल होते हैं जो ड्रॉइंग और प्रसंस्करण दक्षता में सुधार करते हैं।
प्रश्न 3: DELEM DA-58T उत्पाद ड्रॉइंग को सही तरीके से कैसे सहेज़ और निर्यात करें?
ड्रॉइंग फ़ाइलों को सहेजने और निर्यात करने के लिए सिस्टम के "सेव ऐज़" (Save As) फ़ंक्शन का उपयोग करें, और क्रॉस-सॉफ़्टवेयर संगतता के लिए अपने बाद के अनुप्रयोग की आवश्यकताओं के अनुसार फ़ाइल प्रारूप का चयन करें। सबसे आम रूप से उपयोग किए जाने वाले प्रारूप DXF, DWG और PDF हैं, जो अधिकांश प्रमुख CAD सॉफ़्टवेयर के साथ पूर्ण रूप से संगत हैं तथा फ़ाइल साझाकरण और द्वितीयक संपादन को सुविधाजनक बनाते हैं।
निष्कर्ष
DELEM DA-58T सिस्टम के साथ उत्पाद ड्रॉइंग्स बनाने की प्रक्रिया में निपुणता प्राप्त करना संचालन के तार्किक क्रम को समझने पर निर्भर करता है: सामान्य उत्पाद गुणों की मूलभूत स्थापना से लेकर 2D उत्पाद ड्रॉइंग्स के विस्तृत निर्माण तक और रेखा तथा बेंड गुणों के सटीक कॉन्फ़िगरेशन तक। प्रत्येक चरण में अंतिम ड्रॉइंग की सटीकता और कार्यान्वयन योग्यता सुनिश्चित करने के लिए पैरामीटर सेटिंग नियमों और संचालन के विवरणों का कड़ाई से पालन करना आवश्यक है।
इस गाइड में वर्णित मानकीकृत चरणों और सर्वोत्तम प्रथाओं का पालन करके, ऑपरेटर डीएलईएम डीए-58टी उत्पाद ड्रॉइंग्स बनाने में अपनी दक्षता को काफी हद तक बढ़ा सकते हैं, ड्रॉइंग डिज़ाइन और वास्तविक शीट मेटल प्रोसेसिंग के बीच सुसंगतता सुनिश्चित कर सकते हैं, और धातु कार्यकरण उत्पादन में सिस्टम के प्रदर्शन को अधिकतम कर सकते हैं। अधिक व्यावसायिक मार्गदर्शन प्राप्त करने या जटिल संचालन संबंधी समस्याओं को हल करने के लिए, कृपया आधिकारिक तकनीकी सहायता टीम से संपर्क करने में संकोच न करें, जो अनुकूलित समाधान और विशेषज्ञ सलाह प्रदान करती है। आप सिस्टम के आधिकारिक दस्तावेज़ीकरण पुस्तकालय का भी अध्ययन कर सकते हैं, जहाँ अधिक विस्तृत संचालन सुझावों और अनुकूलन रणनीतियों के बारे में जानकारी उपलब्ध है, जिससे आप अपनी डीएलईएम डीए-58टी अनुप्रयोग कौशल को और ऊँचा उठा सकते हैं।

