प्रेस ब्रेक की मुख्य संरचना
1. यांत्रिक संरचना का परिचय
हाइड्रॉलिक बेंडिंग मशीन मुख्य रूप से एक बेड, स्लाइडर, पीछे का मापन यंत्र, हाइड्रॉलिक प्रणाली, मोड, समर्थन फ्रेम, सुरक्षा रक्षण यंत्र, विद्युत प्रणाली, आदि से बनी होती है।

2. यांत्रिक कनेक्शन
(1) ऊपरी स्लाइडर को दो सिलेंडर यूनिट में पिस्टन रोड से जोड़ा गया है और सिलेंडर के तल के माध्यम से बाएं और दाएं दीवार की पैनल पर सहारा दिया गया है। बाएं और दाएं गाइड रेल्स हैं जो स्लाइडर को आगे-पीछे चलने के लिए मार्गदर्शन प्रदान करती हैं। पिस्टन रोड और स्लाइडर के जुड़ाव पर एक गोलाकार पैड है जो किरण को समझौता पर वितरित करने और पिस्टन रोड को सही तरीके से संरेखित रखने का उपयोग करता है।

(2) मुख्य मशीन के विभिन्न रूपों के अनुसार, ग्राहकों की मांग के अनुसार बनाए गए बेंडिंग मशीन के नीचले बीम (वर्कटेबल) में दो रूप होते हैं। एक एकल-बीम प्रकार है जो स्क्रू के साथ फिक्स होता है; दूसरा एक तीन-बीम प्रकार है जिसमें कंपेंसेशन सिलेंडर होता है। दोनों ओर समायोजनीय पैड प्रदान किए गए हैं जो पैड और शरीर के फिटिंग सरफेस को सही करने के लिए उपयोग किए जाते हैं, और सही करने की सटीकता को समायोजित किया जा सकता है।
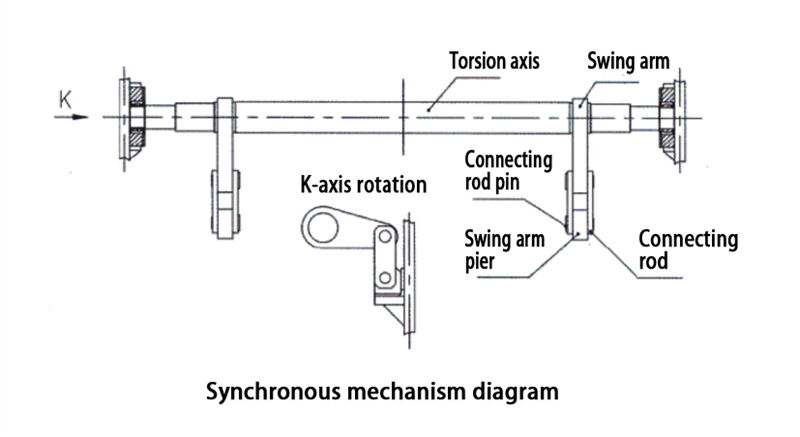
(3) बाएं और दाएं सिलेंडर के समकालिक ऑपरेशन को यकीनन करने के लिए, मशीन टुल सिंक्रनस ट्विस्ट एक्सिस स्विंग आर्म और कनेक्टिंग रॉड का उपयोग करती है।

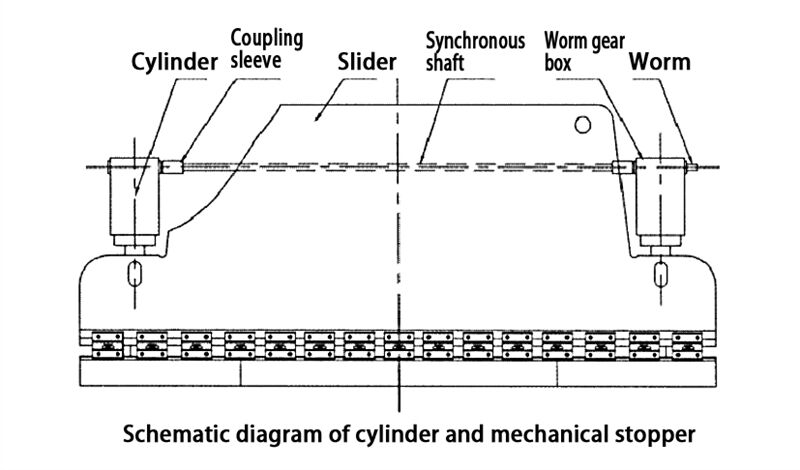
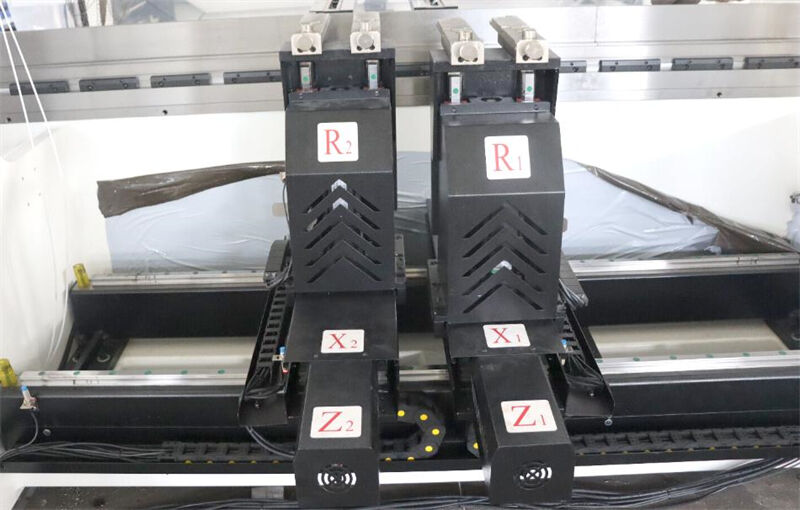
3. स्लाइडर पार्ट
स्लाइडर पार्ट में स्लाइडर, सिलेंडर और मैकेनिकल स्टॉपर फाइन-ट्यूनिंग स्ट्रक्चर से मिलकर बना होता है। बाएं और दाएं सिलेंडर फ्रेम पर लगे होते हैं, और पिस्टन (रॉड) हाइड्रॉलिक दबाव के माध्यम से स्लाइडर को ऊपर और नीचे खींचता है।

यांत्रिक स्टॉपर को दो सिलेंडरों के अंदर रखा जाता है, जिसमें संक्षिप्त संरचना और दोनों पक्षों पर समकालिक समायोजन होता है। यह स्कीमेटिक चित्र है। जब स्लाइडर (ऊपर) बाएं और दाएं बराबर नहीं होता है, तो स्लाइडर को ऊपरी मर्दा केंद्र पर रोकें, कopleting स्लीव पर स्थिति-निर्धारण पिन को हटाएं, बाएं और दाएं सिलेंडरों पर दोनों पक्षों के टुकड़े में वर्म गियर बॉक्स पर वर्म को घुमाएं (आगे या पीछे), फिर स्लाइडर को निचले मर्दा केंद्र पर दबाएं, मापें और समायोजित करें (उपरोक्त कार्य को दोहराएं) जब तक कि स्लाइडर (ऊपरी मॉल्ड) बाएं और दाएं बराबर नहीं हो जाता है, और अंत में इसे कopleting स्लीव पर स्थिति दें और इसे लगाएं।
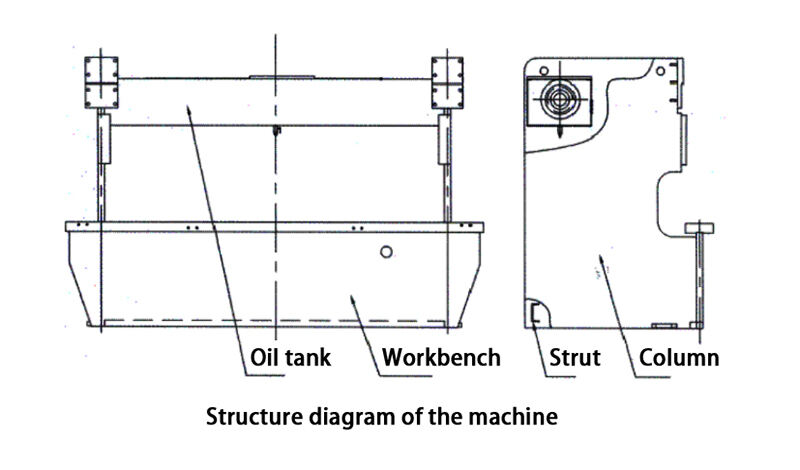
4. फ्रेम
फ्रेम को बाएं और दाएं स्तंभ, तेल टैंक, और सपोर्ट ब्लॉक्स से एक इकाई फ्रेम में वेल्ड किया जाता है, और वर्कटेबल को बाएं और दाएं स्तंभों के नीचे भाग पर बांधा जाता है।

5. समकालिक मैकेनिज्म
टोर्शन शाफ्ट और स्विंग आर्म से मिलकर बनी मैकेनिकल फोर्स्ड सिंक्रोनस मेकेनिजम में साधारण संरचना, स्थिर प्रदर्शन और उच्च सिंक्रोनाइज़ेशन की दक्षता होती है।

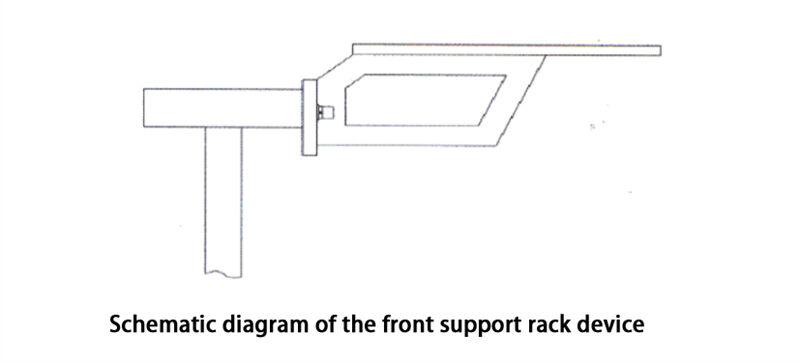
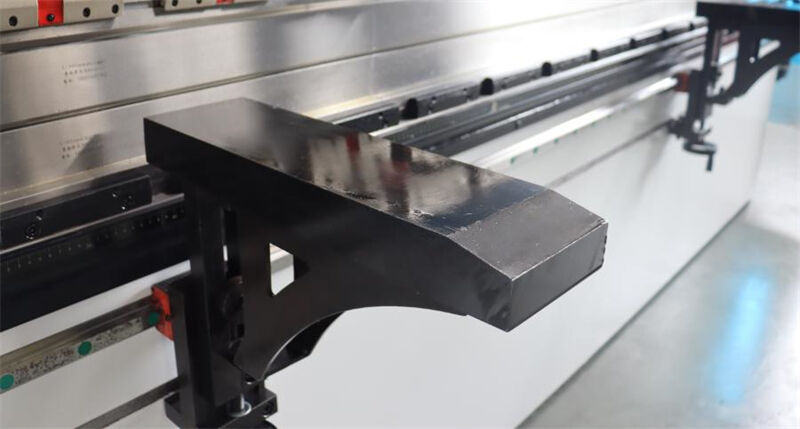
6. सामने का सपोर्ट रैक डिवाइस
सामने का सपोर्ट डिवाइस कार्यपट्टी को सहारा देने और धारण करने के लिए उपयोग किया जाता है।
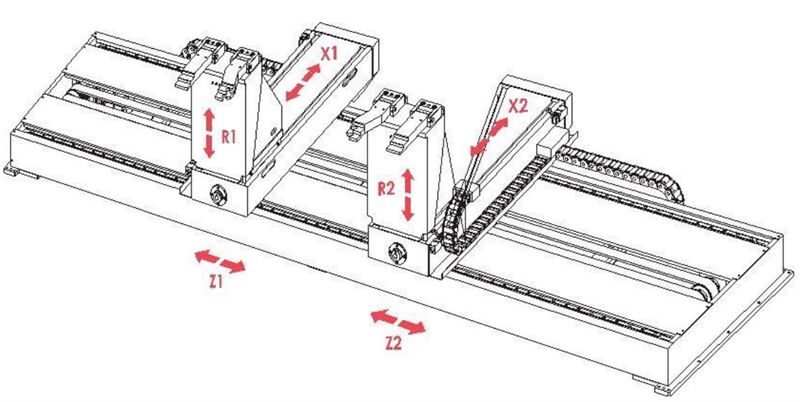
7. पीछे की माप
पीछे की माप मशीन टुल का मूल्यवान घटक है और वास्तविक में वक्र कार्य में महत्वपूर्ण भूमिका निभाती है। निम्नलिखित पीछे की माप का कुछ वर्णन है: यह ऑपरेशन पैनल पर स्थित बटन से संचालित किया जाता है जो मोटर को पीछे की माप फ्रेम को आगे और पीछे चलने के लिए चालू करता है।

8. प्रेस ब्रेक डाय
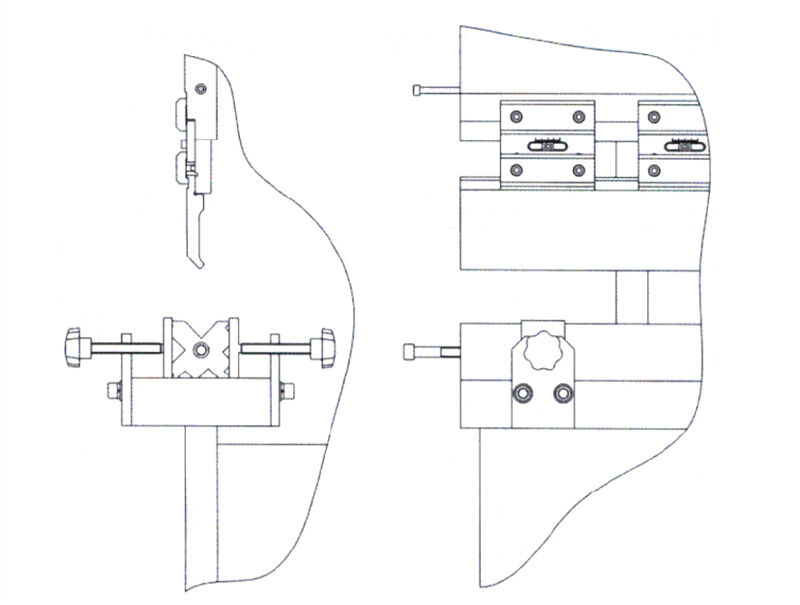
(1) ऊपरी मोल्ड स्लाइड पर फिट की जाती है और एक कनेक्टिंग प्लेट और एक प्रेशर प्लेट के साथ निश्चित की जाती है। ऊपरी मोल्ड को एक फाइन-ट्यूनिंग मेकेनिज़्म से युक्त किया गया है, जो बाएं और दाएं तिरछे चलता है और ऊपरी मोल्ड के ऊपर-नीचे कompensation फाइन-ट्यूनिंग के लिए उपयोग किया जाता है ताकि बेंडिंग कार्य की सटीकता यकीन हो।
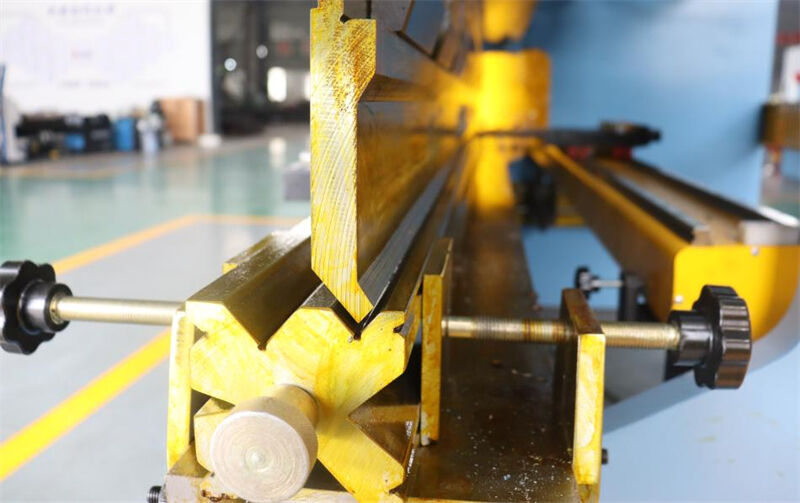
निचली मोल्ड को वर्कबेंच पर फिट किया जाता है। घूमने वाले हैंडल को निचली मोल्ड को आगे-पीछे खिसकने के लिए धक्का दे सकता है ताकि ऊपरी मोल्ड ब्लेड के केंद्र को संरेखित किया जा सके।

(2) मोल्ड स्थापना
a. मोल्ड की स्थापना और हटाव शिक्षित और अधिकृत पेशेवरों द्वारा पूरी की जानी चाहिए और विद्युत विनिर्देशों की मांगों का पालन करना चाहिए।
b. स्लाइडर को चयनित मोल्ड ऊँचाई के अनुसार सही टॉप डेड सेंटर स्थिति में समायोजित करें।
c. मोल्ड लगाने के समय, तेल पंप को बंद कर दें और मशीन टूल को शुरू न करें।
d. मोल्ड और मोल्ड इंस्टॉलेशन सरफेस से कotorities, burrs और flash को हटाएं।
e. पहले ऊपरी मोल्ड लगाएं, फिर नीचे का मोल्ड।
f. मोल्ड लगाने के बाद, स्क्रू को गाँठने पर ध्यान दें।
g. जब मशीन टूल स्थापित हो जाता है, तो तेल पंप को चालू करें ताकि स्लाइडर को नीचे की ओर खिसकाया जाए और इसे आवश्यक उपयुक्त स्थिति पर नियंत्रित किया जाए। यह जाँचें कि क्या ऊपरी और नीचले मोल्ड संरेखित हैं, अर्थात क्या ऊपरी मोल्ड के दोनों पक्षों पर V ग्रोव में अंतराल बराबर हैं। यदि नहीं, तो नीचले मोल्ड को समायोजित करें और नीचले मोल्ड को फिक्स करें ताकि मशीन टूल को शीर्ष मर्ड पर वापस लाया जा सके। (ध्यान रहे: ऊपरी और नीचले मोल्ड के बीच का अंतराल मोड़ने वाली प्लेट की मोटाई से बड़ा रखें।)
h. झुकाव वाले वज को इस प्रकार समायोजित करें कि ऊपरी मोल्ड का निचला सतह पूरे बेंडिंग लंबाई के दौरान न्यूनतम बेंडिंग कोण त्रुटि प्राप्त करने के लिए समायोजित किया जा सके। अच्छा बेंडिंग प्रभाव प्राप्त करने के लिए, झुकाव वाले वज को परीक्षण टुकड़े के वास्तविक बेंडिंग परिणाम के अनुसार पुन: समायोजित किया जा सकता है। यदि इस समय वास्तविक बेंडिंग कोण समायोजन के दौरान बहुत बड़ा है, तो इस समय मोल्ड के निचले सतह को नीचे की ओर समायोजित किया जाना चाहिए, अर्थात् चैम्पिंग स्क्रू को खोलें और वज को बाएं ओर बढ़ाएं। समायोजन के बाद, स्क्रू को गड़ाएं। वरना, मोल्ड के निचले सतह को ऊपर की ओर समायोजित करें, अर्थात् वज को दाएं ओर बढ़ाएं।

(3) मोल्ड का उपयोग करते समय ध्यान रखने योग्य बातें:
a. मोल्ड के फिक्सिंग स्क्रू की नियमित जाँच करें
b. मोल्ड को बदलते समय सावधानी बरतें, और मशीन टूल के पास के मोल्ड फ्रेम पर मोल्ड को धीमे से रखें ताकि कोई नुकसान न हो।
c. प्रत्येक मोल्ड की अपनी अधिकतम भार धारण क्षमता होती है, और इसे अधिकाधिक भार से बेंड करने की अनुमति नहीं है।
d. जब लंबे समय तक या रुकne पर उपयोग नहीं किया जाता है, तो ऊपरी मोल्ड को नीचे के मोल्ड के V-ग्रोव में नीचे की ओर ले जाया जाना चाहिए, जो नीचे के मोल्ड से संपर्क में होता है या एक सपाट प्लेट पर।
e. जब मोल्ड का उपयोग नहीं किया जाता है, तो मोल्ड ब्लेड की सुरक्षा के लिए मोल्ड को लकड़ी की बोर्ड या रबर पर रखा जा सकता है, और मोल्ड सरफेस को तेलिया किया जा सकता है।
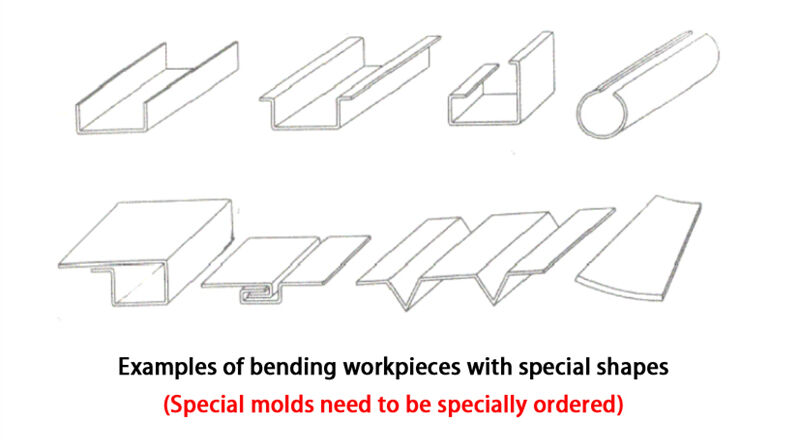
(4) निम्नलिखित कार्य पieces जड़े किए जा सकते हैं