















































DELEM DA-66S के उपकरण कॉन्फ़िगरेशन के प्रमुख चरण
विषय-सूची
1. परिचय
2. मूल कॉन्फ़िगरेशन चरण
2.1 DELEM DA-66S टूल कॉन्फ़िगरेशन इंटरफ़ेस तक पहुँचना
2.2 टूल सेटअप फ़ंक्शन सक्रिय करना
2.3 नए टूल का चयन और जोड़ना
3. टूल रखने की स्थिति और लंबाई पैरामीटर सेट करना
3.1 टूल लंबाई और रखने की स्थिति के लिए प्रोग्रामिंग
3.2 ऑटो सिलेक्ट सुविधा का अधिकतम उपयोग करना
4. उन्नत कॉन्फ़िगरेशन एवं टूल सेगमेंटेशन प्रबंधन
4.1 उपकरण खंडीकरण का प्रबंधन
4.2 उपकरण स्टेशनों का चयन और पुनः स्थापित करना
5. अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
6. निष्कर्ष
दबाव ब्रेक मशीनों की संचालन दक्षता और मशीनिंग की सटीकता को बढ़ाने के लिए, DELEM DA-66S नियंत्रण प्रणाली के उपकरणों को सटीकता के साथ और मानक चरणों का पालन करते हुए कॉन्फ़िगर करना महत्वपूर्ण है। चाहे आप कोई मौजूदा उपकरण सेटअप अपडेट कर रहे हों या एक बिल्कुल नया सेटअप बना रहे हों, कॉन्फ़िगरेशन प्रक्रिया के प्रत्येक चरण को इष्टतम उत्पादन परिणामों को सुनिश्चित करने के लिए अत्यंत सावधानीपूर्ण ढंग से कार्यान्वित करने की आवश्यकता होती है।
उपकरण कॉन्फ़िगरेशन का मुख्य आधार मशीन के लिए पंच, डाई और सभी आवश्यक एडेप्टर्स का सटीक प्रोग्रामिंग है। उत्पाद लाइब्रेरी तक पहुँच प्राप्त करके और उपयुक्त उपकरण सेटअप योजना का चयन करके, आप इन मुख्य घटकों के अत्यधिक सटीक कॉन्फ़िगरेशन को प्राप्त कर सकते हैं। यह गाइड आपको DELEM DA-66S उपकरण कॉन्फ़िगरेशन के सभी आवश्यक चरणों के माध्यम से ले जाएगी, जिससे आपकी सेटअप कार्यप्रवाह को सरल बनाया जा सके और दबाव ब्रेक की समग्र संचालन दक्षता में वृद्धि की जा सके।
परिचय

DELEM DA-66S एक उन्नत संख्यात्मक नियंत्रण प्रणाली है, जिसका उपयोग आधुनिक विनिर्माण, विशेष रूप से धातु कार्यशाला उद्योग में व्यापक रूप से किया जाता है। इसका सटीक उपकरण कॉन्फ़िगरेशन प्रेस ब्रेक द्वारा उच्च-परिशुद्धता वाले मोड़ और स्थिर प्रदर्शन की प्राप्ति की मूल गारंटी है। गलत कॉन्फ़िगरेशन केवल कार्य-टुकड़ों की मशीनिंग परिशुद्धता को प्रभावित नहीं करेगा, बल्कि उत्पादन दक्षता को भी कम कर देगा और यहाँ तक कि मशीन तथा उपकरणों में अनावश्यक क्षरण भी उत्पन्न कर सकता है। अतः प्रत्येक ऑपरेटर के लिए वैज्ञानिक कॉन्फ़िगरेशन चरणों को सीखना आवश्यक है।
1 DELEM DA-66S उपकरण कॉन्फ़िगरेशन इंटरफ़ेस तक पहुँचना
किसी विशिष्ट उत्पाद के लिए उपकरण सेटअप को संपादित या संशोधित करने के लिए, सबसे पहले प्रणाली के उत्पाद लाइब्रेरी से संबंधित उत्पाद को खोजें और चुनें, फिर उपकरण सेटअप मॉड्यूल में प्रवेश करें ताकि आगे के कॉन्फ़िगरेशन कार्य शुरू किए जा सकें। यह पेशेवर उपकरण कॉन्फ़िगरेशन इंटरफ़ेस में प्रवेश करने का प्रारंभिक चरण है और सभी अनुवर्ती ऑपरेशन का आधार है।
2 उपकरण सेटअप फ़ंक्शन को सक्रिय करना
टूल सेटअप फ़ंक्शन को सक्रिय करना DELEM DA-66S पर टूल कॉन्फ़िगरेशन करने के लिए एक आवश्यक पूर्वशर्त है। एक बार सक्रिय हो जाने के बाद, सिस्टम इंटरफ़ेस मशीन के वर्तमान टूल सेटअप की एक विस्तृत दृश्य लेआउट को प्रदर्शित करेगा, जो पंच, डाई, एडाप्टर और अन्य टूल्स के सही स्थान निर्धारण के लिए प्रोग्रामिंग के लिए अपरिहार्य है।
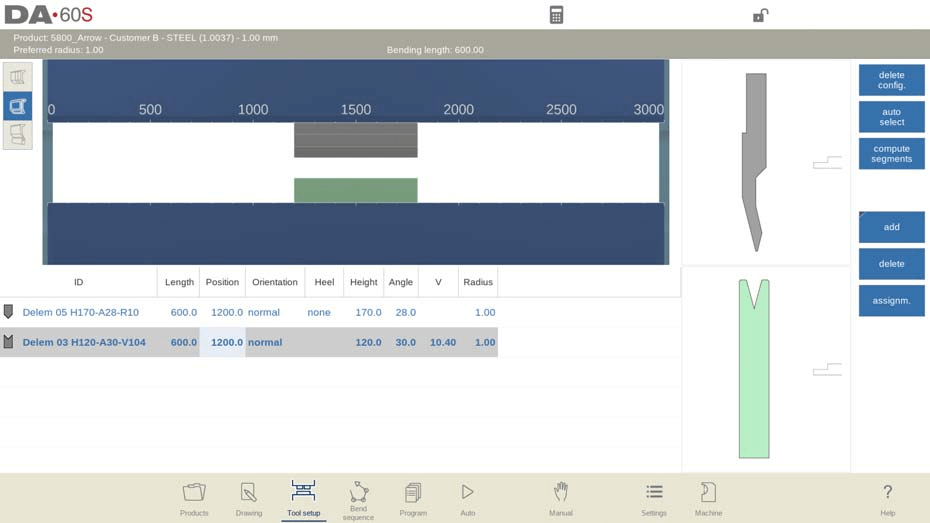
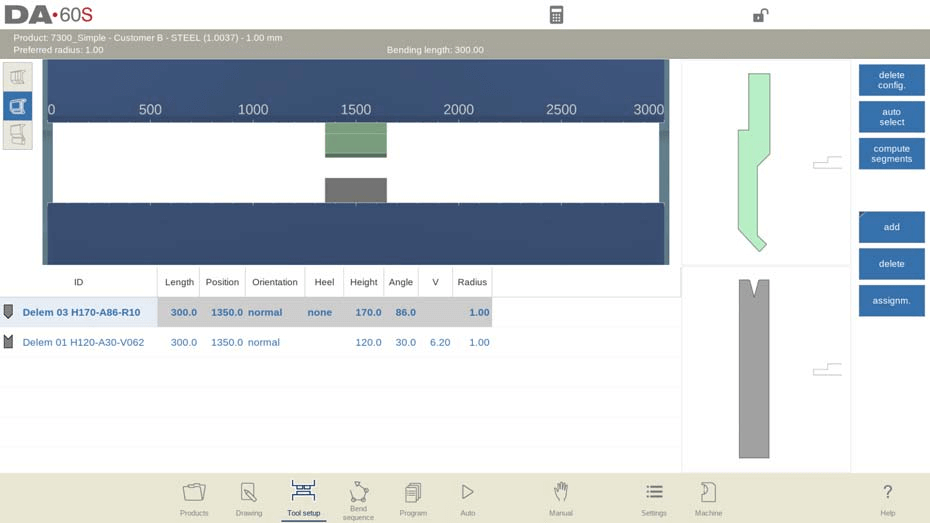
टूल सेटअप फ़ंक्शन को सक्रिय करने के बाद, स्क्रीन का ऊपरी आधा भाग मशीन के वर्तमान सेटअप का सामने का दृश्य प्रदर्शित करता है, जबकि निचला आधा भाग सभी कॉन्फ़िगर किए गए टूल्स के विस्तृत डेटा को प्रदर्शित करता है। यह एकीकृत इंटरफ़ेस वहीं है जहाँ ऑपरेटर प्रेस ब्रेक पर विभिन्न टूल्स के स्थान निर्धारण को प्रोग्राम कर सकते हैं।
मशीन का सामने का दृश्य ऊपर से नीचे तक मुख्य संरचनात्मक तत्वों को निम्नलिखित क्रम में प्रदर्शित करता है: प्रेस बीम, पंच एडेप्टर (यदि पूर्व-प्रोग्राम किया गया हो), पंच, डाई, डाई एडेप्टर (यदि पूर्व-प्रोग्राम किया गया हो), और कार्य मेज़। ये मशीन भाग सिस्टम के 'मशीन मोड' में पूर्व-चयनित होते हैं और सामान्यतः दैनिक कॉन्फ़िगरेशन के दौरान समायोजित करने की आवश्यकता नहीं होती है। सेटअप में किसी एडेप्टर को प्रोग्राम करने और जोड़ने की संभावना मशीन के समान 'मशीन मोड' में एडेप्टर पैरामीटर सेटिंग्स पर निर्भर करती है।
3 नए टूल्स का चयन और जोड़ना
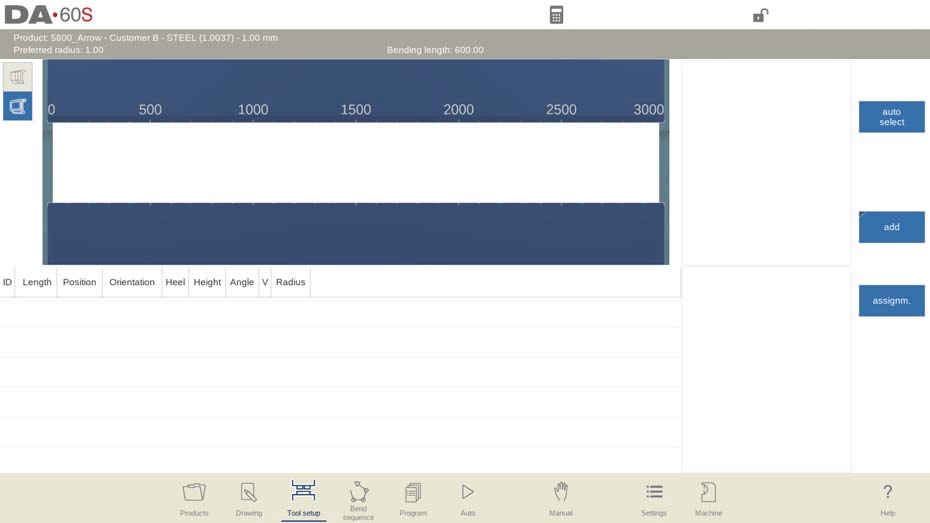
जब कोई नई टूल कॉन्फ़िगरेशन योजना बनाई जाती है, तो मशीन का टूल स्थापना क्षेत्र डिफ़ॉल्ट रूप से खाली अवस्था में होता है। ऑपरेटर्स को आवश्यक टूल्स — जो पंच, डाई या एडेप्टर हो सकते हैं (यदि सिस्टम में एडेप्टर कार्यक्षमता सक्षम है) — को स्वयं जोड़ने की आवश्यकता होती है। किसी टूल को जोड़ने के बाद, उसे डिफ़ॉल्ट रूप से मशीन में उपलब्ध अधिकतम लंबाई के साथ स्थापित कर दिया जाता है, और ऑपरेटर फिर टूल मिलान और प्रबंधन के लिए सटीकता सुनिश्चित करने के लिए सूची दृश्य (लिस्ट व्यू) के माध्यम से टूल आईडी को संशोधित कर सकता है।
विशिष्ट संचालन प्रक्रिया निम्नलिखित है:
1. नए उपकरण कॉन्फ़िगरेशन मोड में प्रवेश करने के बाद, यह पुष्टि करें कि मशीन का उपकरण खुला अवस्था में खाली है;
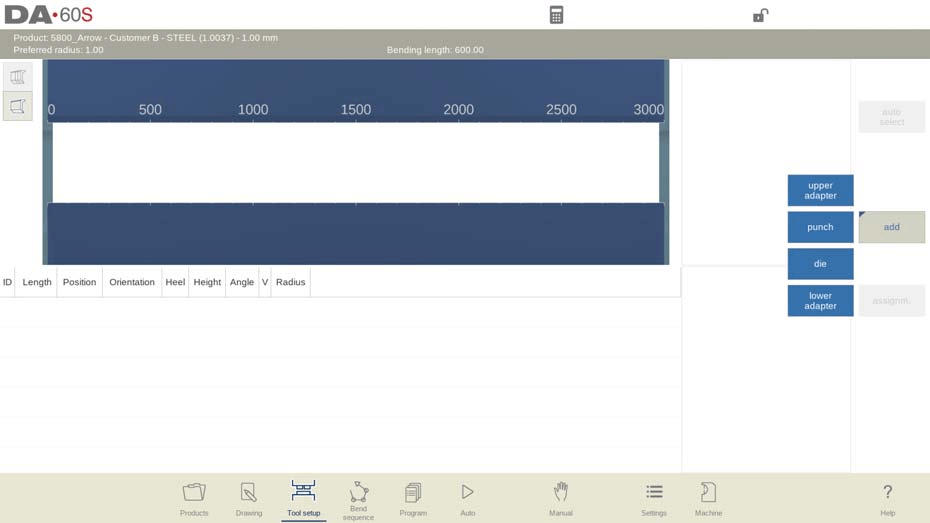
2. "जोड़ें" बटन पर क्लिक करके जोड़े जाने वाले उपकरण के प्रकार (पंच, डाई या सक्रिय एडाप्टर) का चयन करें;
3. किसी उपकरण (उदाहरण के लिए, एक पंच) का चयन करने के बाद, सिस्टम स्वचालित रूप से उसे मशीन की निर्धारित स्थिति पर उपलब्ध अधिकतम लंबाई के साथ रख देगा;
4. इंटरफ़ेस पर पंच आईडी का चयन करें और बाद में पहचान और प्रबंधन के लिए उपकरण की अद्वितीय आईडी को संशोधित करने के लिए सूची दृश्य पर क्लिक करें।
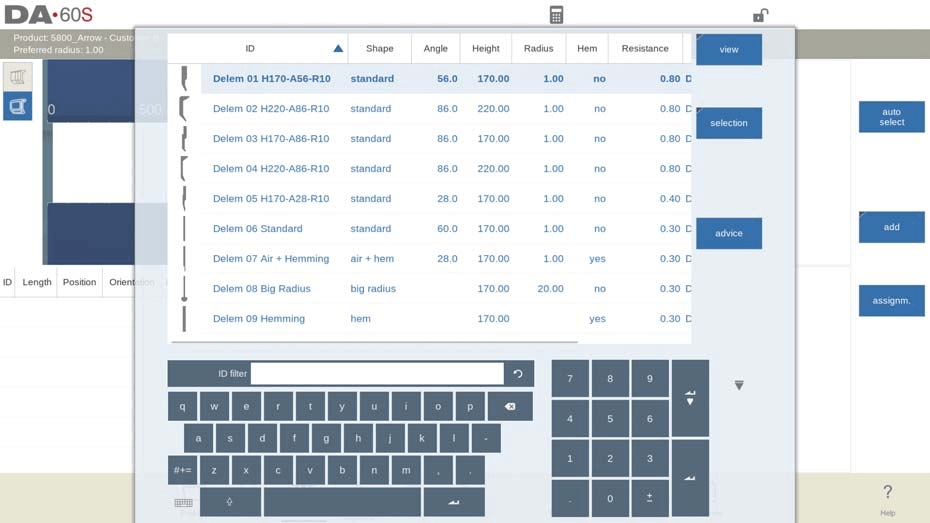
सिस्टम में एक स्मार्ट उपकरण आईडी फ़िल्टरिंग कार्यक्षमता स्थापित है: जब केवल उपकरण आईडी का एक भाग दर्ज किया जाता है, तो नियंत्रण प्रणाली स्वचालित रूप से दर्ज किए गए अक्षरों को शामिल करने वाले उपकरणों की सूची से मिलान करके प्रदर्शित कर देगी, जिससे उपकरण चयन प्रक्रिया काफी तेज़ हो जाती है।
इंटरफ़ेस पर "सलाह" बटन पर क्लिक करने से सिस्टम संपूर्ण टूल लाइब्रेरी से विशिष्ट मानदंडों के आधार पर उपयुक्त उपकरणों की सीमित संख्या को फ़िल्टर करके प्रदर्शित करने के लिए ट्रिगर होगा, जिससे ऑपरेटर्स को त्वरित रूप से इष्टतम विकल्पों का चयन करने में सहायता मिलेगी। फ़िल्टरिंग मानदंड निम्नलिखित हैं:
• उत्पाद त्रिज्या मिलान: चयनित उपकरण का उपयोग करने पर प्रसंस्कृत उत्पाद की त्रिज्या निर्धारित वरीय त्रिज्या के निकट होनी चाहिए, और वास्तविक परिणामी त्रिज्या वरीय त्रिज्या के ±50% की सीमा के भीतर होनी चाहिए;
• बेंडिंग बल अनुपालन: प्रसंस्करण के लिए आवश्यक बेंडिंग बल चयनित उपकरण की भार वहन क्षमता से अधिक नहीं होना चाहिए;
• उपकरण कोण अनुकूलन: चयनित उपकरण का कोण प्रसंस्करण के लिए आवश्यक उत्पाद कोण से कम या उसके बराबर होना चाहिए;
• बेंडिंग विधि मिलान: उदाहरण के लिए, जब उत्पाद के लिए हेमिंग बेंडिंग प्रक्रियाओं की आवश्यकता होती है, तो स्वचालित रूप से हेमिंग उपकरणों की सिफारिश की जाती है।
"सभी दिखाएँ" बटन पर क्लिक करने से स्क्रीनिंग रद्द हो जाएगी और ऑपरेटरों के लिए चयन करने के लिए लाइब्रेरी में उपलब्ध सभी उपकरणों की पूर्ण सूची प्रदर्शित की जाएगी।
3.1 मल्टी-वी डाई पूर्व-चयन
मल्टी-वी डाई (एक ऐसी डाई जिसमें एक से अधिक V या U-आकार के खुलने होते हैं) के लिए, ऑपरेटर या तो किसी विशिष्ट V/U खुलने का चयन कर सकते हैं या पूरी मल्टी-वी डाई (V = * के रूप में चिह्नित) का चयन कर सकते हैं। यदि कोई विशिष्ट खुलना चुना गया है, तो सिस्टम पूरी बेंड अनुक्रम गणना के लिए इस खुलने का उपयोग करेगा; यदि पूरी मल्टी-वी डाई का चयन किया गया है, तो नियंत्रण प्रणाली स्वचालित रूप से वह खुलना चुनेगी जो उत्पाद की त्रिज्या को पूर्व-प्रोग्राम किए गए मान के निकटतम बना सके।
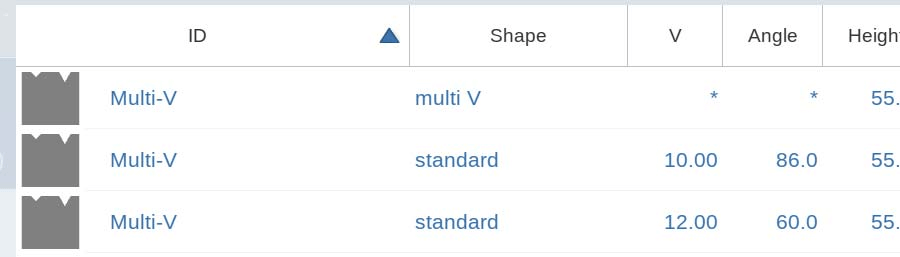
यदि बेंड अनुक्रम गणना के दौरान सिस्टम कोई अन्य V/U खुलना चुनता है, तो यह नव-चुना गया खुलना उन सभी आगामी बेंडिंग प्रक्रियाओं पर लागू किया जाएगा जो मूल अनुक्रम में अभी तक शामिल नहीं की गई हैं।
3.2 वैरियो-वी डाई चयन और पैरामीटर सेटिंग
DELEM DA-66S पर वैरियो-वी डाई (एक एडजस्टेबल V/यू-आकार के खुलने वाली डाई) की प्रारंभिक चयन प्रक्रिया सामान्य डाइज़ के चयन के समान ही होती है। वैरियो-वी डाई का चयन करने के बाद, उसका V-मान डिफ़ॉल्ट रूप से सेट नहीं किया जाता है। ऑपरेटर सीधे बेंड अनुक्रम बनाने के लिए आगे बढ़ सकते हैं, और प्रणाली वैरियो-वी डाई के उपलब्ध समायोजन स्थितियों के आधार पर सबसे उपयुक्त V-मान का स्वचालित रूप से चयन करेगी।

यदि ऑपरेटर कोई विशिष्ट V-मान पूर्व-निर्धारित करता है, तो प्रणाली इस मान का उपयोग सभी भावी बेंडिंग गणनाओं के लिए करेगी। विविध समायोजन स्थितियों वाली वैरियो-वी डाइज़ के लिए, केवल पूर्व-निर्धारित निश्चित मानों का ही चयन किया जा सकता है; यदि कोई गैर-पूर्व-निर्धारित V-मान दर्ज किया जाता है, तो प्रणाली स्वचालित रूप से निकटतम उपलब्ध निश्चित मान पर डिफ़ॉल्ट कर देगी।
बेंड सीक्वेंस मोड में, ऑपरेटर इंटरफ़ेस पर 'मॉडिफाई' या 'शिफ्ट डाई' फ़ंक्शन के माध्यम से मल्टी-वी डाई के वी-ओपनिंग या वैरियो-वी डाई के वी-मान को संशोधित कर सकते हैं। प्रोग्राम मोड में डाई पोज़िशनिंग फ़ंक्शन भी समान पैरामीटर समायोजन क्षमता प्रदान करता है।
उपकरण रखने और लंबाई के पैरामीटर सेट करना
1 उपकरण की लंबाई और रखने की स्थिति को प्रोग्राम करना
DELEM DA-66S पर उपकरणों की लंबाई और रखने की स्थिति को समायोजित करना सरल और सहज है। ऑपरेटर या तो लक्ष्य उपकरण का चयन कर सकते हैं और लंबाई तथा स्थिति के लिए नए संख्यात्मक मान सीधे इनपुट कर सकते हैं, या दृश्य इंटरफ़ेस पर उपकरण को ड्रैग करके पुनः स्थापित कर सकते हैं। सिस्टम का ड्रैग फ़ंक्शन गति समायोजन सुविधा के साथ अनुकूलित किया गया है: जैसे-जैसे ड्रैग की दूरी नीचे की ओर बढ़ती है, उपकरण की गति धीमी हो जाती है, जिससे उपकरणों की अत्यंत सटीक स्थापना संभव हो जाती है और कॉन्फ़िगरेशन की सटीकता में काफी सुधार होता है।
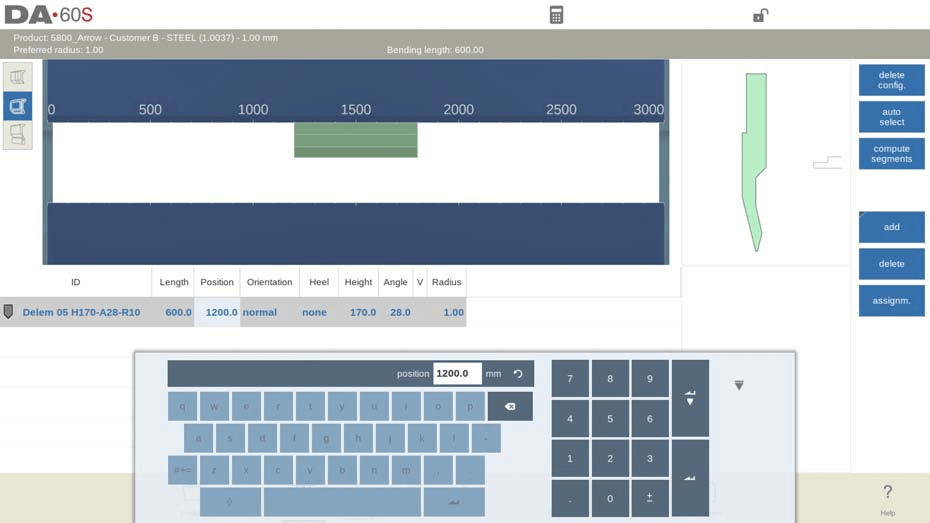
स्नैपिंग फ़ंक्शन DELEM DA-66S टूल कॉन्फ़िगरेशन में सटीक टूल संरेखण के लिए एक प्रमुख और आवश्यक विशेषता है। इंटरफ़ेस पर टूल या टूल स्टेशन को खींचते समय, स्नैपिंग फ़ंक्शन स्वचालित रूप से लक्ष्य को मशीन के केंद्र के साथ या तो ऊर्ध्वाधर या क्षैतिज रूप से संरेखित कर देगा। जब टूल स्नैपिंग क्षेत्र में लाया जाता है, तो स्क्रीन पर एक लाल मार्गदर्शक रेखा प्रदर्शित होगी, जो सटीक संरेखण के लिए आदर्श छोड़ने की स्थिति को दर्शाती है—यह विशेषता टूल स्थापना की सटीकता और उसके बाद की मशीनिंग की स्थिरता सुनिश्चित करने की कुंजी है।
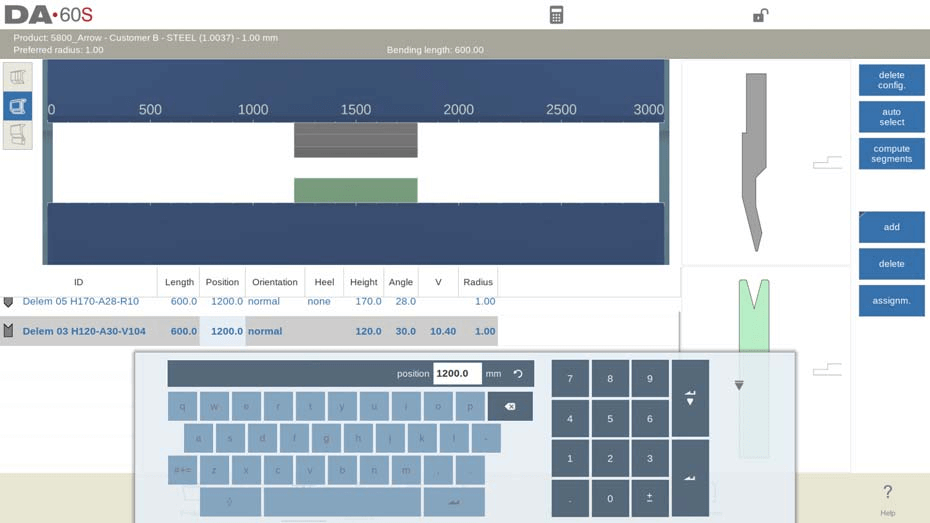
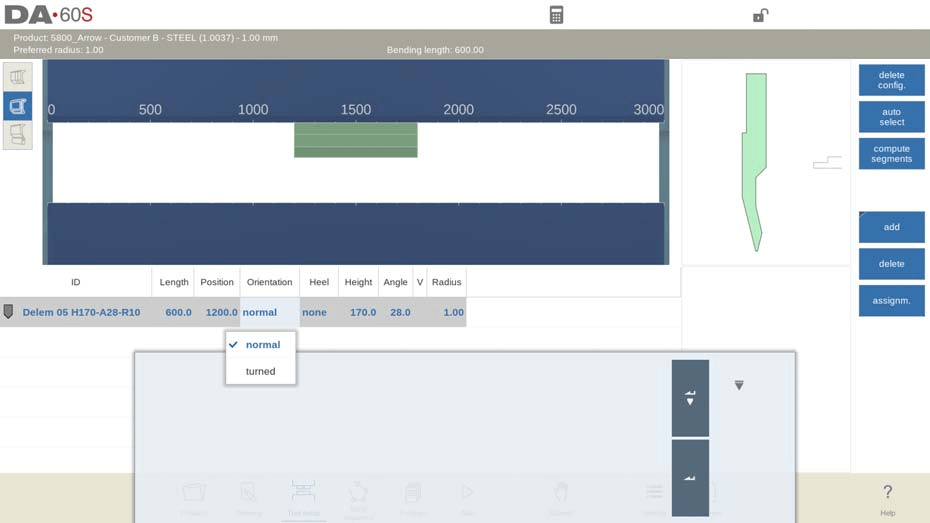
इसके अतिरिक्त, DELEM DA-66S प्रणाली में एक बुद्धिमान मिलान कार्य है: जब कोई पंच स्थापित किया जाता है, तो प्रणाली स्वतः ही उसके ठीक नीचे एक डाई स्थापित कर देती है, और डाई की लंबाई तथा स्थापना स्थिति पूर्णतः पंच के साथ मेल खाती है। इस आधार पर, ऑपरेटर उत्पादन की आवश्यकताओं के अनुसार व्यक्तिगतकृत अनुकूलन कर सकते हैं, जैसे—पंच और डाई को जोड़ना या हटाना, उपकरणों की स्थिति को स्थानांतरित करना, उपकरणों की लंबाई को समायोजित करना, उपकरणों के अभिविन्यास कोण को बदलना, या हील प्रकार को संशोधित करना। ये लचीले समायोजन कार्य उपकरण विन्यास को विभिन्न जटिल उत्पादन और प्रसंस्करण आवश्यकताओं के अनुकूल बनाने की अनुमति प्रदान करते हैं।
इस चरण के लिए मुख्य संचालन बटन:
• कॉन्फ़िगरेशन हटाएँ: मौजूदा पूर्ण उपकरण विन्यास योजना को साफ़ करें और शून्य से एक नया विन्यास शुरू करें;
• जोड़ें: वर्तमान विन्यास में एक नया उपकरण जोड़ें, और क्लिक करके उपकरण के प्रकार का चयन करें (ऊपरी एडाप्टर (यदि सक्षम है), पंच, डाई, निचला एडाप्टर (यदि सक्षम है));
• हटाएँ: वर्तमान में चयनित एकल उपकरण को कॉन्फ़िगरेशन से हटाएँ।
2 ऑटो सिलेक्ट सुविधा का अधिकतम उपयोग करना
"ऑटो सिलेक्ट" कार्य टूल कॉन्फ़िगरेशन के मुख्य इंटरफ़ेस पर उपलब्ध है, जिसका उद्देश्य ऑपरेटर्स को उत्पाद के अधिकतम बेंडलाइन आकार के आधार पर पूर्व-प्रोग्राम किए गए बेंडिंग प्रक्रिया के लिए सबसे उपयुक्त पंच और डाई संयोजन का त्वरित चयन करने में सहायता करना है।
यह प्रणाली स्वचालित रूप से उपकरण लाइब्रेरी से एकल बेंडिंग प्रक्रिया के लिए आदर्श उपकरण सेट को पुनः प्राप्त करेगी और मिलाएगी, जिसका उद्देश्य उत्पाद की सबसे आदर्श त्रिज्या प्राप्त करना है। यह ध्यान रखना चाहिए कि यह कार्य केवल एकल बेंडिंग चरण के लिए उपकरणों का मिलान करता है और पूरी उत्पादन प्रक्रिया के लिए एक संपूर्ण उपकरण सेटअप योजना नहीं बनाता है—क्योंकि बेंड क्रम पूर्ण सेटअप के लिए एक महत्वपूर्ण बाधा है और इसे ऑपरेटरों द्वारा स्वयं हाथ से निर्धारित करना आवश्यक है। ऑटो सिलेक्ट कार्य को सक्रिय करने के बाद, प्रणाली मौजूदा उपकरण सेटअप को स्वचालित रूप से नए मिलाए गए आदर्श संयोजन से प्रतिस्थापित कर देगी।
उन्नत कॉन्फ़िगरेशन एवं उपकरण खंडीकरण प्रबंधन
1 उपकरण खंडीकरण का प्रबंधन
खंडित उपकरणों के लिए, DELEM DA-66S प्रणाली पूर्वनिर्धारित खंड लंबाई पैरामीटर के आधार पर स्वचालित रूप से इष्टतम खंडन योजना की गणना कर सकती है, जिससे सुनिश्चित होता है कि खंडित औजारों को प्रेस ब्रेक की संरचनात्मक बाधाओं के अनुकूल पूर्ण रूप से ढाला जा सके और मोड़ने की प्रक्रिया की दक्षता में प्रभावी रूप से सुधार किया जा सके।
प्रणाली का खंडित औजार विन्यास के प्रति समर्थन उत्पादन में बहुत अधिक लचीलापन और सटीकता प्रदान करता है: ऑपरेटर उचित खंडन के माध्यम से आवश्यक आकार के औजारों को संयोजित कर सकते हैं, जो विभिन्न कार्य-टुकड़ों के लिए विविध औजार आवश्यकताओं के सामने आने पर विशेष रूप से व्यावहारिक है, और इस प्रकार औजार विन्यास को अधिक लक्षित और कुशल बनाता है।
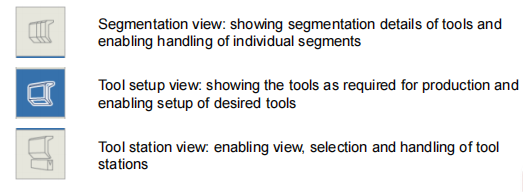
DELEM DA-66S का टूल सेटअप इंटरफ़ेस तीन अलग-अलग व्यू मोड से सुसज्जित है, जिनमें से प्रत्येक ऑपरेटर्स को टूल सेटअप और सेगमेंटेशन प्रबंधन में सहायता के लिए एक अद्वितीय संचालन दृश्य प्रदान करता है। ये दृश्य मशीन के फ्रंट व्यू के बाईं ओर स्थित चयन बटनों पर क्लिक करके स्विच किए जा सकते हैं, जिससे खंडित टूल्स का संचालन सरल और सहज बन जाता है।
1.1 व्यक्तिगत टूल सेगमेंटेशन के लिए प्रमुख संचालन
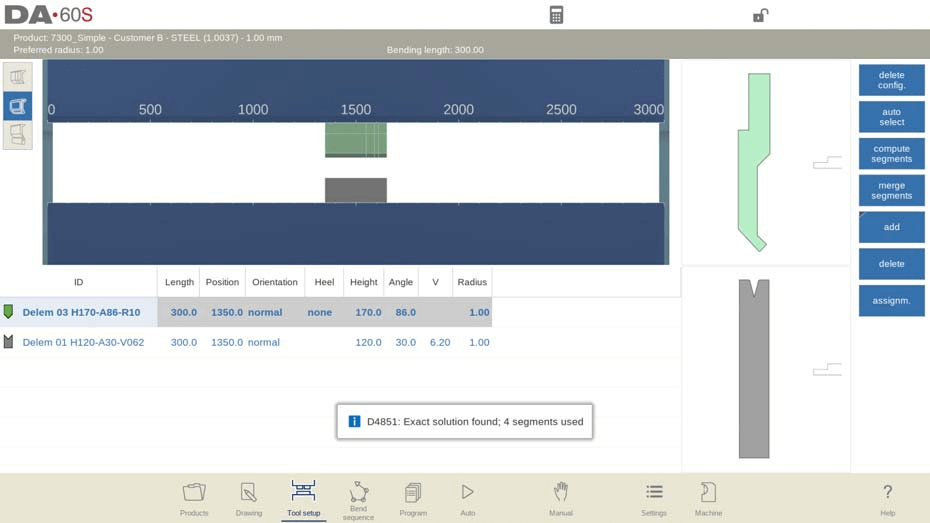
• बेंड अनुक्रम की गणना: मूल टूल सेटअप पूरा करने के बाद, बेंड अनुक्रम मोड पर स्विच करें, और सिस्टम कॉन्फ़िगर किए गए टूल्स के लिए सबसे कुशल बेंडिंग अनुक्रम की स्वचालित रूप से गणना करेगा, जिससे पूरी उत्पादन प्रक्रिया काफी सरल हो जाती है;
• मैनुअल टूल सेगमेंटेशन: यदि डिफ़ॉल्ट टूल लंबाई प्रसंस्करण की आवश्यकताओं को पूरा नहीं करती है, तो ऑपरेटर्स टूल्स को मैनुअल रूप से खंडित कर सकते हैं ताकि वे आवश्यक लंबाई के ठीक अनुरूप हो जाएँ, जिससे कॉन्फ़िगरेशन की लचीलापन और अधिक बढ़ जाता है;
• स्वचालित खंडीकरण गणना: सिस्टम के अंतर्निर्मित उपकरण खंडीकरण फ़ंक्शन के द्वारा वास्तविक उत्पादन पैरामीटरों के आधार पर सबसे उपयुक्त खंडीकरण योजना को स्वचालित रूप से निर्धारित किया जा सकता है। इसमें "अधिकतम अंतर-उपकरण दूरी" और वैकल्पिक "उपकरण लंबाई सहिष्णुता" जैसे मुख्य पैरामीटरों को गणना के आधार के रूप में लिया जाता है, जिससे खंडीकरण अधिक वैज्ञानिक और संचालन अधिक उपयोगकर्ता-अनुकूल बन जाता है।
उन ऑपरेटरों के लिए जिन्हें उपकरण खंडीकरण के गहन अनुकूलन की आवश्यकता होती है, DELEM DA-66S मशीन मोड में खंड पैरामीटर्स के प्रत्यक्ष प्रोग्रामिंग का समर्थन करता है। इस मोड में, ऑपरेटर उपकरण लाइब्रेरी में पंच और डाई के खंड पैरामीटर्स को संशोधित कर सकते हैं, ताकि उपकरण सेटअप विशेष उत्पादन प्रक्रियाओं की सटीक आवश्यकताओं को पूर्णतः पूरा कर सके। उपकरण लाइब्रेरी में खंड प्रोग्रामिंग विधि को सीखना DELEM DA-66S उपकरण कॉन्फ़िगरेशन फ़ंक्शन की पूर्ण क्षमता को अनलॉक करने की कुंजी है।
1.2 उपकरण दृश्य: असाइनमेंट पैरामीटर सेटिंग
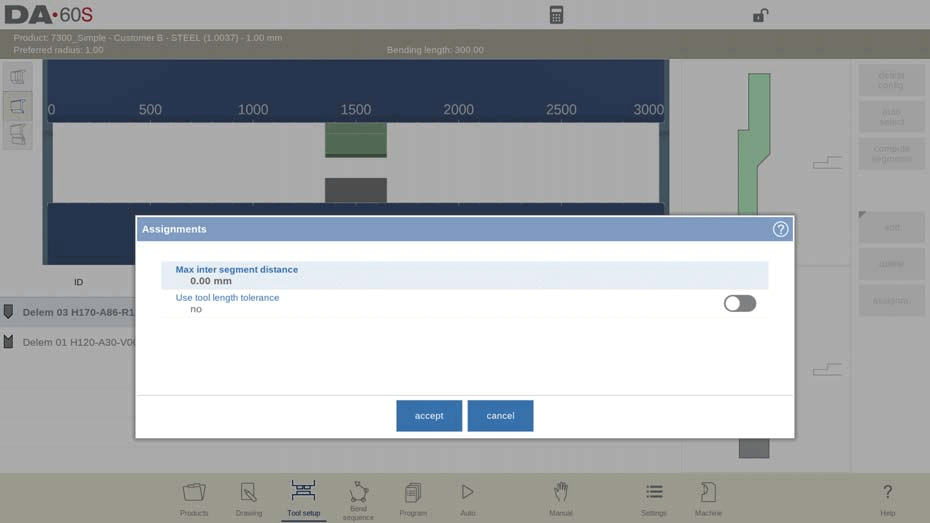
इंटरफ़ेस पर "असाइनमेंट्स" बटन पर क्लिक करें ताकि सेगमेंटेशन गणना के लिए उपयोग किए जाने वाले मुख्य पैरामीटर्स को देखा और सेट किया जा सके। कॉन्फ़िगर करने योग्य असाइनमेंट पैरामीटर्स में शामिल हैं:
• अधिकतम अंतर-सेगमेंट दूरी: संलग्न टूल सेगमेंट्स के बीच अनुमत अधिकतम दूरी सेट करें;
• टूल लंबाई सहिष्णुता का उपयोग करें: टूल सेगमेंटेशन के दौरान अनुमत विचलन सीमा को नियंत्रित करने के लिए सहिष्णुता पैरामीटर को सक्षम या अक्षम करें।
1.3 सेगमेंटेशन व्यू: सेगमेंट समायोजन और प्रबंधन
सेगमेंटेशन व्यू पर स्विच करने पर, इंटरफ़ेस टूल्स के सेगमेंट विवरण को ग्राफ़िकल और सूची दोनों रूपों में प्रदर्शित करेगा, और केवल वर्तमान में चयनित टूल की सेगमेंट जानकारी ही प्रदर्शित की जाएगी। ऑपरेटर ग्राफ़िकल इंटरफ़ेस पर व्यक्तिगत सेगमेंट्स की स्थिति और आकार को ड्रैग करके समायोजित कर सकते हैं, और सूची में वर्तमान टूल के सभी सेगमेंट्स के संरचना और पैरामीटर विवरण स्पष्ट रूप से प्रदर्शित किए जाएंगे।
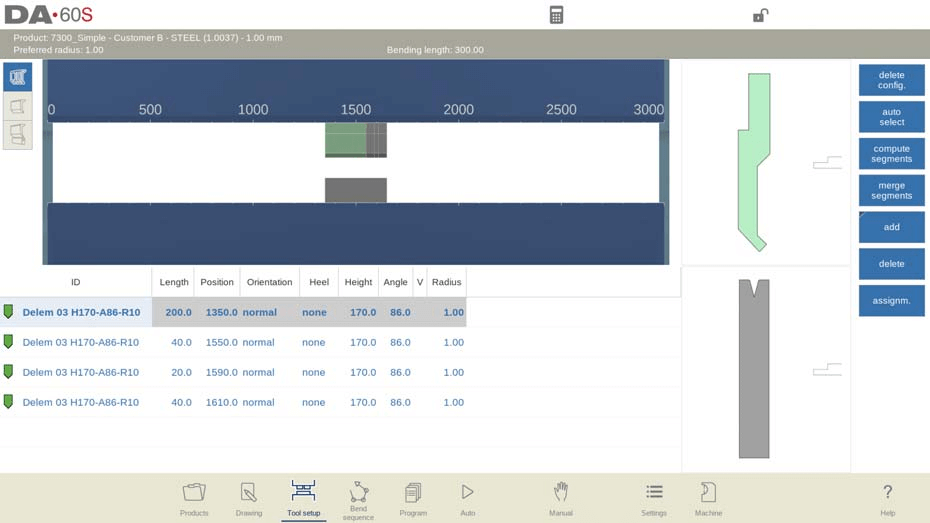
यह ध्यान रखना चाहिए कि सेगमेंटेशन व्यू में सेगमेंट्स को समायोजित करते समय, सिस्टम गोदाम में सेगमेंट्स के वास्तविक स्टॉक को ध्यान में नहीं रखेगा; समायोजित योजना और वास्तविक स्टॉक के बीच सुसंगतता की जाँच सेगमेंटेशन गणना को पुनः निष्पादित करके की जा सकती है। इसके अतिरिक्त, टूल की लंबाई या टूल प्रकार को संशोधित करने से मौजूदा सेगमेंटेशन योजना साफ़ हो जाएगी, और ऑपरेटर को सेगमेंटेशन पैरामीटर्स को पुनः उत्पन्न करने की आवश्यकता होगी।
1.4 टूल लाइब्रेरी में सेगमेंट पैरामीटर सेटिंग
सिस्टम को सेगमेंटेड टूल फ़ंक्शन का उपयोग करने और वास्तविक उपलब्ध सेगमेंट्स के आधार पर सेगमेंटेशन योजना की गणना करने के योग्य बनाने के लिए, ऑपरेटर्स को पहले सेगमेंट लाइब्रेरी की जानकारी भरने का कार्य पूरा करना आवश्यक है। यह कार्य टूल प्रोग्रामिंग मॉड्यूल में किया जा सकता है, जो पंच और डाई टूल की गुण-सेटिंग्स के तहत मशीन मोड में स्थित है।
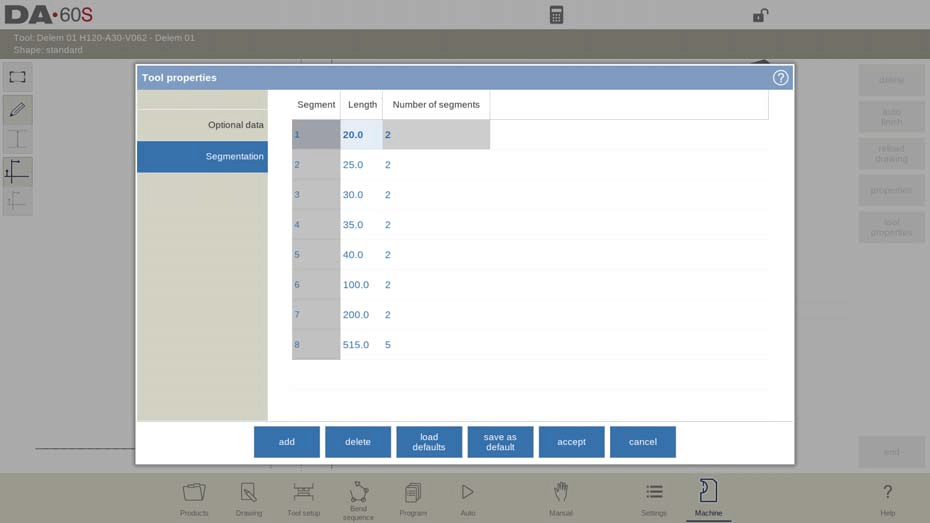
प्रत्येक उपकरण की संपत्ति सेटिंग्स में, सेगमेंटेशन टैब पर स्विच करें, जहाँ ऑपरेटर सेगमेंट की लंबाई, वैकल्पिक हील आकृति और उपकरण के लिए उपलब्ध सेगमेंट की मात्रा को प्रोग्राम और सेट कर सकते हैं, जिससे प्रणाली की स्वचालित सेगमेंटेशन गणना के लिए आधार तैयार होता है।
2 उपकरण स्टेशनों का चयन और पुनः स्थापना
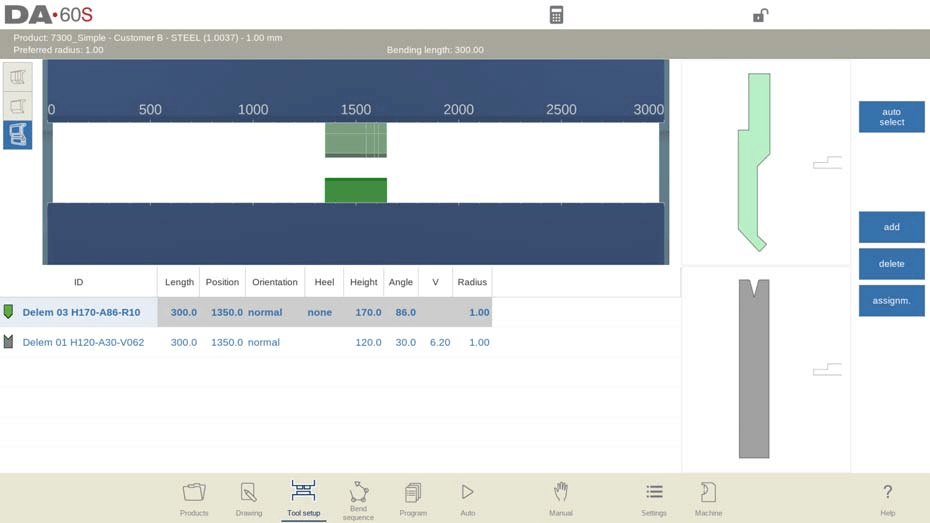
स्टेशन व्यू के उपयोग में निपुणता प्राप्त करना DELEM DA-66S पर उन्नत उपकरण कॉन्फ़िगरेशन का एक महत्वपूर्ण हिस्सा है, जिसका उपयोग मुख्य रूप से उपकरण स्टेशनों के समग्र प्रबंधन के लिए किया जाता है, और इसके मुख्य कार्य तथा संचालन बिंदु इस प्रकार हैं:
1. हाइलाइटिंग और पुनः स्थापना: स्टेशन व्यू में, पूरा उपकरण स्टेशन एक हाइलाइट करने योग्य इकाई के रूप में प्रदर्शित किया जाता है, जिससे ऑपरेटर द्वारा त्वरित चयन संभव होता है। उपकरण स्टेशन की पुनः स्थापना दो तरीकों से की जा सकती है: नए निर्देशांक स्थान को सीधे प्रोग्राम करना या दृश्य इंटरफ़ेस पर स्टेशन को लक्ष्य स्थान पर खींचना, जिससे समग्र उपकरण सेटअप की लचीलापन में काफी वृद्धि होती है;
2. टूल स्टेशनों की स्वचालित परिभाषा: जब पंच और डाई के बीच एक ओवरलैपिंग क्षेत्र होता है, तो सिस्टम स्वचालित रूप से एक टूल स्टेशन की पहचान करेगा और उसकी परिभाषा निर्धारित करेगा। यह ओवरलैप एक सटीक संरेखण स्थिति हो सकती है या थोड़ा विस्थापित स्थिति भी हो सकती है—दोनों ही स्थितियाँ वैध टूल स्टेशन के रूप में पहचानी जाएँगी। यहाँ तक कि दो पंचों के एकल डाई के साथ विशेष कॉन्फ़िगरेशन को भी टूल स्टेशन के रूप में परिभाषित किया जा सकता है, जो स्थानिक प्रतिबंधों के साथ मोड़ने की प्रक्रियाओं को संसाधित करने के लिए अत्यंत उपयोगी है;
3. टूल स्टेशनों का प्रबंधन: स्टेशन व्यू में, ऑपरेटर "जोड़ें" बटन का उपयोग करके किसी मौजूदा टूल स्टेशन की प्रतिलिपि बना सकते हैं या "हटाएँ" बटन का उपयोग करके अनावश्यक स्टेशन को हटा सकते हैं। इस व्यू की सबसे महत्वपूर्ण विशेषता यह है कि यह केवल टूल स्टेशन को समग्र रूप से प्रबंधित करता है और स्टेशन में व्यक्तिगत उपकरणों के विस्तृत पैरामीटरों को संशोधित नहीं करता है, जिससे समग्र सेटअप को समायोजित करना अधिक कुशल हो जाता है, बिना किसी एकल उपकरण के सटीक कॉन्फ़िगरेशन को प्रभावित किए बिना।
अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
प्रश्न 1: DELEM DA-66S टूल कॉन्फ़िगरेशन में कुशल टूल सेटअप कैसे साकार किया जा सकता है?
उत्तर 1: टूल सेटअप की दक्षता को अधिकतम करने के लिए, सबसे पहले बेंड सीक्वेंस मोड पर स्विच करें ताकि सिस्टम वास्तविक उत्पादन कार्य के लिए सबसे कुशल बेंडिंग क्रम की गणना कर सके; फिर सिस्टम के टूल सेगमेंटेशन फ़ंक्शन का उपयोग करके टूल सेगमेंट्स को समायोजित करें और प्रसंस्करण के लिए आवश्यक सटीक टूल लंबाई बनाएँ। इन दोनों फ़ंक्शन्स को संयोजित करने से सेटअप समय काफी कम किया जा सकता है और कॉन्फ़िगरेशन दक्षता में सुधार किया जा सकता है।
प्रश्न 2: DELEM DA-66S टूल कॉन्फ़िगरेशन में टूल स्टेशन्स को कैसे परिभाषित किया जाता है?
उत्तर 2: DELEM DA-66S पर, जब पंच और डाई के बीच ओवरलैपिंग क्षेत्र मौजूद होता है, तो सिस्टम स्वचालित रूप से एक टूल स्टेशन को परिभाषित करता है। इस परिभाषा में सटीक ओवरलैपिंग स्थितियाँ और विस्थापित ओवरलैपिंग स्थितियाँ दोनों शामिल होती हैं, जो जटिल बेंडिंग प्रक्रियाओं और विविध टूल कॉन्फ़िगरेशन्स की प्रसंस्करण आवश्यकताओं के प्रभावी ढंग से अनुकूलन करने में सक्षम होती हैं।
प्रश्न 3: क्या कॉन्फ़िगरेशन के दौरान स्टेशन व्यू में एकल उपकरण के विस्तृत पैरामीटरों को संशोधित किया जा सकता है?
उत्तर 3: नहीं। स्टेशन व्यू का उपयोग केवल उपकरण स्टेशनों के समग्र प्रबंधन के लिए किया जाता है, जो स्टेशनों की प्रतिलिपि बनाने, हटाने और पुनः स्थापित करने जैसे संचालन का समर्थन करता है, लेकिन यह व्यक्तिगत उपकरणों के विस्तृत पैरामीटरों को संशोधित नहीं कर सकता। यह डिज़ाइन सुनिश्चित करता है कि उपकरण स्टेशन का समग्र समायोजन किसी एकल उपकरण के सटीक कॉन्फ़िगरेशन को प्रभावित नहीं करेगा।
निष्कर्ष
DELEM DA-66S का सटीक सीएनसी टूल कॉन्फ़िगरेशन प्रेस ब्रेक के उच्च-परिशुद्धता और उच्च-दक्षता ऑपरेशन को प्राप्त करने की मुख्य गारंटी है। उपरोक्त मुख्य चरणों का कड़ाई से पालन करने से यह सुनिश्चित किया जा सकता है कि टूल सेटअप पूरी तरह से उत्पाद की विशिष्ट प्रसंस्करण आवश्यकताओं के अनुकूल हो, जिससे मशीन की मशीनिंग परिशुद्धता और उत्पादन दक्षता में प्रभावी सुधार होता है। दैनिक उत्पादन में, ऑपरेटरों को वास्तविक प्रसंस्करण स्थिति और कार्य-टुकड़े की आवश्यकताओं के अनुसार टूल कॉन्फ़िगरेशन पैरामीटर्स की नियमित रूप से समीक्षा करने और समायोजित करने की आवश्यकता होती है, ताकि प्रेस ब्रेक की इष्टतम संचालन स्थिति बनाए रखी जा सके।
DELEM DA-66S टूल कॉन्फ़िगरेशन पर अधिक गहन पेशेवर अंतर्दृष्टि और तकनीकी सहायता के लिए, कृपया JUGAO की पेशेवर तकनीकी टीम से स्वतंत्र रूप से संपर्क करें। हम आपकी मशीन सेटअप और दैनिक संचालन के लिए व्यापक सहायता प्रदान करने के प्रति प्रतिबद्ध हैं, ताकि आपकी पूरी उत्पादन प्रक्रिया सुचारू रूप से पूरी हो सके।

