















































E21 प्रेस ब्रेक के संचालन के लिए एक व्यावहारिक मार्गदर्शिका
E21 प्रेस ब्रेक के संचालन के लिए एक व्यावहारिक मार्गदर्शिका
E21 प्रेस ब्रेक को संचालित करने के लिए, नियंत्रण प्रणाली में आवश्यक बेंडिंग पैरामीटर दर्ज करने से शुरुआत करें। एक बार जब सामग्री को सही ढंग से स्थित और सुरक्षित कर लिया जाता है, तो आप सभी मानक सुरक्षा प्रोटोकॉल का पालन करते हुए बेंडिंग चक्र शुरू कर सकते हैं। लगातार, उच्च गुणवत्ता वाले परिणामों के लिए, नियमित रखरखाव और नियमित उपकरण निरीक्षण करना आवश्यक है।
पूरी प्रक्रिया की विस्तृत, चरण-दर-चरण जांच के लिए, नीचे दिए गए पूर्ण संचालन मैनुअल पर जारी रखें।

E21 सिस्टम: एक परिचय
ई21 प्रेस ब्रेक मशीनों के लिए विशेष रूप से डिज़ाइन किया गया एक विशेष नियंत्रण प्रणाली है। यह उद्योग के आवश्यक मानकों के भीतर परिशुद्धता बनाए रखते हुए प्रदर्शन और लागत-दक्षता का एक आदर्श संतुलन प्रदान करता है, जिससे मशीन की कुल लागत में काफी कमी आती है।
E21 प्रणाली की प्रमुख विशेषताएँ इस प्रकार हैं:
उच्च-परिभाषा एलसीडी स्क्रीन द्विभाषी चीनी और अंग्रेजी का समर्थन करती है, और एक ही पृष्ठ पर प्रोग्रामिंग पैरामीटर प्रदर्शित करती है, जिससे प्रोग्रामिंग तेज़ और अधिक सुविधाजनक हो जाती है।
X और Y अक्षों का बुद्धिमत्तापूर्ण स्थितिकरण मैनुअल समायोजन का समर्थन करता है, जिससे यांत्रिक हस्तचालित स्थिति युक्तियों की आवश्यकता समाप्त हो जाती है।
अंतर्निर्मित दबाव धारण समय और अनलोडिंग विलंब सेटिंग फ़ंक्शन ऑपरेशन को आसान बनाते हैं और लागत कम करते हैं।
एक-क्लिक पैरामीटर बैकअप और पुनर्प्राप्ति फ़ंक्शन, जो आवश्यकता पड़ने पर कभी भी पैरामीटर को पुनर्स्थापित कर सकता है, जिससे रखरखाव लागत में कमी आती है। उत्पादन दक्षता और प्रसंस्करण परिशुद्धता में सुधार के लिए बहु-चरण प्रोग्रामिंग का समर्थन करता है।
पैनल पर सभी बटन माइक्रो स्विच हैं और उत्पाद की स्थिरता और सेवा जीवन सुनिश्चित करने के लिए इनका ईएमसी, उच्च और निम्न तापमान, कंपन आदि के लिए सख्ती से परीक्षण किया गया है।
सीई प्रमाणन ओवरसीज बाजारों का समर्थन करता है।
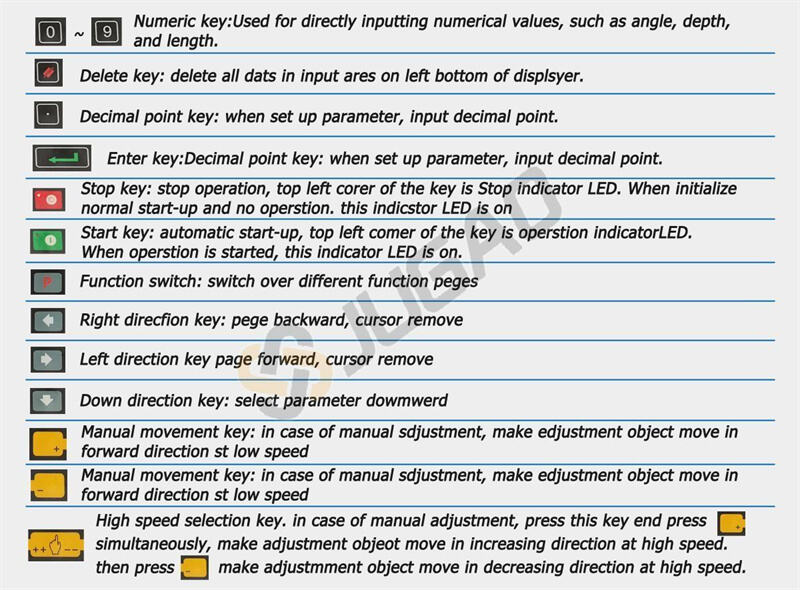
पैनल कुंजियों के कार्य तालिका में वर्णित हैं।
सिंगल इंटरफ़ेस
E21 नियंत्रक एक 160*160 डॉट मैट्रिक्स एलसीडी डिस्प्ले अपनाता है। प्रदर्शन क्षेत्र नीचे दिखाया गया है।

शीर्षक पट्टी: वर्तमान पृष्ठ पर संबंधित जानकारी, जैसे इसका नाम आदि प्रदर्शित करता है।
पैरामीटर प्रदर्शन क्षेत्र: पैरामीटर नाम, पैरामीटर मान और सिस्टम जानकारी प्रदर्शित करता है।
स्थिति पट्टी: इनपुट जानकारी और संकेत संदेश आदि का प्रदर्शन क्षेत्र।
इस पृष्ठ पर संक्षिप्त रूपों के विवरण तालिका में दिखाए गए हैं।
X: वर्तमान बैकग्राउंड स्थिति
Y: वर्तमान स्लाइडर स्थिति
XP: वांछित बैकगेज स्थिति
YP: वांछित स्लाइडर स्थिति
DX: बैकगेज पीछे हटने की दूरी
HT: होल्डिंग देरी
DLY: पीछे हटने में देरी
PP: पूर्वसेट कार्यपीस
CP: वर्तमान कार्यपीस
एकल-चरण प्रोग्रामिंग
E21 में दो प्रोग्रामिंग विधियाँ होती हैं, जो कि एकल-चरण प्रोग्रामिंग और बहु-चरण प्रोग्रामिंग हैं। उपयोगकर्ता वास्तविक आवश्यकता के अनुसार प्रोग्रामिंग सेट कर सकते हैं।
एकल-चरण प्रोग्रामिंग आमतौर पर कार्यपीस संसाधन को पूरा करने के लिए एकल चरण के संसाधन के लिए उपयोग की जाती है। जब नियंत्रक को बिजली दी जाती है, तो यह स्वचालित रूप से एकल-चरण प्रोग्राम पृष्ठ में प्रवेश कर जाएगा।
ऑपरेशन कदम
चरण 1: चालू होने के बाद, उपकरण स्वचालित रूप से सिंगल-स्टेप प्रोग्राम के सेटअप पेज पर जाएगा।
चरण 2: उस पैरामीटर का चयन करें जिसे सेट करना है, प्रोग्राम मान दर्ज करने के लिए संख्यात्मक कुंजी दबाएँ, इनपुट पूरा करने के लिए दबाएँ।
चरण 3: दबाएँ, सिस्टम इस प्रोग्राम के अनुसार निष्पादित करेगा।
बहु-चरण प्रोग्रामिंग
मल्टी-स्टेप प्रोग्राम का उपयोग विभिन्न प्रसंस्करण चरणों वाले एकल कार्यपूर्ण भाग को संसाधित करने के लिए किया जाता है, जिससे बहु-चरणों को लगातार लागू करना संभव होता है और प्रसंस्करण दक्षता में सुधार होता है।
ऑपरेशन कदम
चरण 1: पावर ऑन करें, उपकरण स्वचालित रूप से सिंगल-स्टेप पैरामीटर पेज प्रदर्शित करता है।
चरण 2: दबाएँ, प्रोग्राम प्रबंधन पेज पर स्विच करें, प्रोग्राम प्रबंधन पेज पर जाएँ।
चरण 3: प्रोग्राम श्रृंखला संख्या का चयन करें, या सीधे प्रोग्राम संख्या दर्ज करें, जैसे “1” दर्ज करें।
चरण 4: बहु-चरणीय प्रोग्राम सेटिंग पेज में प्रवेश करने के लिए दबाएँ।
चरण 5: बहु-चरणीय प्रोग्रामिंग पैरामीटर का चयन करें जिसे सेट करना है, सेटिंग मान दर्ज करें, दबाएँ और सेटअप लागू हो जाता है।
चरण 6: सेटअप पूरा होने पर, चरण पैरामीटर सेट पेज में प्रवेश करने के लिए दबाएँ।
चरण 7 उस चरण पैरामीटर का चयन करें जिसे सेट करने की आवश्यकता है, प्रोग्राम मान दर्ज करें, दबाएँ, और सेटअप प्रभावी हो जाता है।
चरण 8 चरणों के बीच स्विच करने के लिए दबाएँ। यदि वर्तमान चरण पहला चरण है, तो चरण पैरामीटर सेटिंग के अंतिम पृष्ठ पर जाने के लिए दबाएँ; यदि वर्तमान चरण अंतिम चरण है, तो चरण पैरामीटर सेटिंग के पहले पृष्ठ पर जाने के लिए दबाएँ।
चरण 9 दबाएँ, सिस्टम इस प्रोग्राम के अनुसार संचालित होगा।
पैरामीटर सेटिंग
उपयोगकर्ता सिस्टम के सामान्य संचालन के लिए आवश्यक सभी पैरामीटर सेट कर सकते हैं, जिसमें सिस्टम पैरामीटर, X अक्ष पैरामीटर और Y अक्ष पैरामीटर शामिल हैं।
चरण 1 प्रोग्राम प्रबंधन पृष्ठ पर, प्रोग्रामिंग स्थिर पृष्ठ में जाने के लिए दबाएँ, इस पृष्ठ पर, प्रोग्रामिंग स्थिरांक सेट किया जा सकता है।
चरण 2 प्रोग्रामिंग स्थिरांक सेटअप की सीमा तालिका में दिखाई गई है
चरण 3 पासवर्ड “1212” दर्ज करें, टीच पृष्ठ में जाने के लिए दबाएँ।
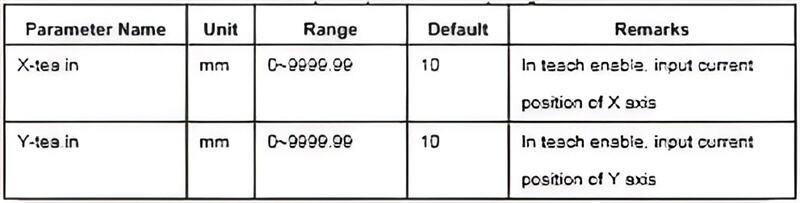
चरण 4 पैरामीटर सेट करें, पैरामीटर सेटअप सीमा तालिका में दिखाई गई है।
चरण 5 दबाएँ, प्रोग्रामिंग स्थिर पृष्ठ पर वापस जाएँ,
चेतावनी
डिवाइस आंतरिक या बाह्य असामान्यता का स्वचालित रूप से पता लगा सकता है और अलार्म संकेत भेज सकता है। अलार्म सूची में अलार्म संदेश उपलब्ध है।
चरण 1 प्रोग्रामिंग प्रबंधन पृष्ठ पर, प्रोग्रामिंग स्थिरांक पृष्ठ में जाने के लिए दबाएँ।
चरण 2 प्रोग्रामिंग स्थिरांक पृष्ठ पर, सभी अलार्म इतिहास देखने के लिए 'अलार्म इतिहास' पृष्ठ में जाने के लिए दबाएँ। इस पृष्ठ पर नवीनतम 6 अलार्म, अलार्म संख्या और कारण देखे जा सकते हैं।
सामान्य दोष और समस्या निवारण
1. नियंत्रक चालू नहीं होता / कोई प्रदर्शन नहीं
खराबी के लक्षण:
स्क्रीन खाली है।
कोई संकेतक लाइट नहीं जल रही है।
संभावित कारण और समस्या निवारण:
C1: मुख्य बिजली आपूर्ति समस्या।
जाँच करें: सुनिश्चित करें कि मशीन के लिए मुख्य डिस्कनेक्ट स्विच ON है।
जांचें: मुख्य बिजली केबल कनेक्ट है और वोल्टेज सही है या नहीं।
C2: मशीन का दरवाजा/सुरक्षा गार्ड खुला है।
जांचें: सुनिश्चित करें कि सभी विद्युत कैबिनेट के दरवाजे और सुरक्षा गार्ड ठीक से बंद हैं। कई मशीनों में सुरक्षा इंटरलॉक होते हैं जो पावर-अप को रोकते हैं।
C3: फ्यूज फूट गया है।
जांचें: मशीन के विद्युत कैबिनेट में मुख्य फ्यूज का निरीक्षण करें।
C4: दोषपूर्ण पावर सप्लाई यूनिट।
जांचें: नियंत्रक के लिए आंतरिक डीसी पावर सप्लाई (उदाहरण के लिए, 24V डीसी) विफल हो सकती है। इसके लिए एक योग्य विद्युत मिस्त्री की आवश्यकता होती है।
2. अक्ष (Y1, Y2, X, R) गति नहीं करते या "फॉलोइंग एरर" / "अक्ष दोष" दिखाते हैं।
खराबी के लक्षण:
अक्ष मैनुअल कमांड का उत्तर नहीं देता है।
नियंत्रक अक्ष ड्राइव या फॉलोइंग एरर के बारे में एक त्रुटि संदेश प्रदर्शित करता है।
एक तरफ (Y1 या Y2) दूसरी तरफ की तुलना में नीचे/ऊपर है (असमकालिक)।
संभावित कारण और समस्या निवारण:
C1: सर्वो ड्राइव / एम्पलीफायर त्रुटि।
जाँच करें: सर्वो ड्राइव इकाई पर स्वयं त्रुटि कोड देखें (आमतौर पर विद्युत कैबिनेट में स्थित होता है)। ड्राइव निर्माता के मैनुअल को देखें।
कार्रवाई: मशीन को बंद और चालू करके त्रुटि को रीसेट करें। यदि समस्या बनी रहती है, तो तकनीकी सहायता के लिए त्रुटि कोड नोट करें।
C2: एन्कोडर / फीडबैक केबल समस्या।
जाँच करें: क्षति या ढीले कनेक्शन के लिए सर्वो मोटर्स के पिछले हिस्से से जुड़े एन्कोडर केबल्स का निरीक्षण करें।
C3: यांत्रिक अवरोध।
जाँच करें: मैन्युअल रूप से जाँचें कि क्या रैम (Y-अक्ष) या बैकगेज (X-अक्ष) स्वतंत्र रूप से चल सकता है। एक भौतिक जाम हो सकता है।
C4: मोटर ब्रेक सक्रिय है।
जाँच करें: सर्वो मोटर ब्रेक (विशेष रूप से Y-अक्ष पर) छोड़ नहीं रहा हो सकता है। आप मोटर से एक गुनगुनाहट की ध्वनि सुन सकते हैं लेकिन कोई गति नहीं हो सकती।
3. "एक्सिस नॉट रेफरेंस्ड" या "कृपया संदर्भ स्थापित करें" त्रुटि
खराबी के लक्षण:
मशीन एक चक्र प्रारंभ नहीं कर सकती है।
नियंत्रक एक संदर्भ प्रक्रिया का अनुरोध करता है।
संभावित कारण और समस्या निवारण:
C1: मशीन को बंद कर दिया गया था।
कार्यवाही: यह एक मानक प्रक्रिया है। मशीन को चालू करने के बाद आपको "संदर्भ" या "शून्य वापसी" संचालन करना होगा। मैनुअल स्क्रीन पर जाएं और सभी अक्षों के लिए संदर्भ चक्र को निष्पादित करें।
C2: संदर्भ स्विच / निकटता सेंसर त्रुटि।
जाँच करें: घर की स्थिति का पता लगाने वाला सेंसर गंदा, गलत ढंग से संरेखित या दोषपूर्ण हो सकता है। इसके लिए अक्सर एक तकनीशियन की आवश्यकता होती है।
4. "ओवरलोड" या "उच्च दबाव" अलार्म
खराबी के लक्षण:
मोड़ने के चक्र के दौरान अलार्म लगता है, अक्सर नीचे के पास।
संभावित कारण और समस्या निवारण:
C1: गलत टनेज (दबाव) सेटिंग।
जांचें: प्रोग्राम किया गया मोड़ने का दबाव सामग्री या मशीन की क्षमता के लिए बहुत अधिक है। प्रोग्राम में दबाव सेटिंग की समीक्षा करें और इसे कम करें।
C2: गलत डाई का चयन।
जांचें: सामग्री की मोटाई के लिए बहुत छोटे V-डाई का उपयोग करने से अत्यधिक बल की आवश्यकता होती है। सत्यापित करें कि सामग्री के लिए V-डाई का खुला भाग सही है (आमतौर पर, V-खुलाव = 8 x सामग्री की मोटाई)।
C3: मशीन की क्षमता के बाहर मोड़ना।
जांचें: आप मशीन की निर्धारित क्षमता से अधिक मोटी या लंबी सामग्री को मोड़ने का प्रयास कर रहे हों सकते हैं।
5. असंगत मोड़ का कोण
खराबी के लक्षण:
एक ही प्रोग्राम के साथ भी भाग से भाग में मोड़ का कोण भिन्न होता है।
संभावित कारण और समस्या निवारण:
C1: सामग्री में भिन्नताएं।
जांचें: असंगत सामग्री की मोटाई, कठोरता या दानों की दिशा कोण में भिन्नता का कारण बन सकती है। सामग्री प्रमाणपत्रों की जांच करें।
C2: पुराने या गलत उपकरण।
जांचें: पंच और डाई के घिसाव या क्षति की जांच करें। निर्दिष्ट कोण के लिए सही उपकरणों के उपयोग की पुष्टि करें।
सी3: क्राउनिंग क्षतिपूर्ति की कमी।
कार्रवाई: यदि लंबी शीट मोड़ रहे हैं, तो मशीन के बिछौने में झुकाव हो सकता है। इस झुकाव की क्षतिपूर्ति के लिए "क्राउनिंग" फ़ंक्शन (मैनुअल या स्वचालित) का उपयोग करें। आवश्यकता होने पर पुनः कैलिब्रेट करें।
सी4: अस्थिर हाइड्रोलिक प्रणाली।
जांचें: कम हाइड्रोलिक तेल स्तर, गंदा तेल, या दोषपूर्ण वाल्व दबाव अस्थिरता का कारण बन सकता है। तेल स्तर और तापमान की जांच करें।
6. बैकगेज (X, R, Z) स्थिति पर नहीं पहुंचता है या अशुद्ध है
खराबी के लक्षण:
बैकगेज गलत स्थिति पर रुक जाता है या रुकने पर कांपता है।
संभावित कारण और समस्या निवारण:
सी1: यांत्रिक अवरोध या गलत संरेखण।
जांचें: बैकगेज रेल और स्क्रू पर चिप्स, मलबे या बर्र की जांच करें। मार्गदर्शक पथ को साफ करें और चिकनाई दें।
सी2: ढीला कपलिंग या ड्राइव बेल्ट।
जांचें: सर्वो मोटर और बॉल स्क्रू के बीच का कपलिंग, या ड्राइव बेल्ट (यदि लागू हो), ढीला हो सकता है।
C3: बैकलैश।
कार्रवाई: समय के साथ, यांत्रिक घिसावट के कारण बैकलैश हो सकता है। नियंत्रक में अक्सर "बैकलैश कंपनसेशन" सेटिंग होती है जिसे तकनीशियन द्वारा समायोजित किया जा सकता है।
सामान्य ट्रबलशूटिंग फ्लोचार्ट
1. E21 डिस्प्ले पर सटीक त्रुटि संदेश नोट करें।
2. मशीन निर्माता की मैनुअल से परामर्श करें। इसमें सबसे विशिष्ट त्रुटि कोड और प्रक्रियाएँ दी गई होती हैं।
3. एक साधारण रीसेट करें: मशीन को पूरी तरह से बंद कर दें, 10 सेकंड के लिए प्रतीक्षा करें, और फिर से चालू करें।
4. स्पष्ट समस्याओं की जांच करें: ढीले तार, ट्रिप किए गए सर्किट ब्रेकर, हाइड्रोलिक तेल कम होना, असामान्य शोर।
5. समस्या को अलग करें: यह निर्धारित करें कि क्या यह नियंत्रण संबंधी समस्या (नियंत्रक, प्रोग्रामिंग), विद्युत (मोटर, ड्राइव, सेंसर), या यांत्रिक (जैमित अक्ष, घिसे हुए उपकरण) है।
6. तकनीकी सहायता से संपर्क करें: यदि समस्या मूलभूत जांच के साथ हल नहीं होती है, तो उन्हें सटीक त्रुटि संदेश और आपके द्वारा पहले उठाए गए कदम प्रदान करें।
याद रखें: केवल योग्य कर्मचारी ही आंतरिक विद्युत मरम्मत करना चाहिए।

