















































Que precaucións deben tomarse para manter unha máquina de dobrado de tubos?
1. Mantemento do Sistema Hidráulico
Xestión do Aceite: Comprobe regularmente o nivel do aceite hidráulico e reabástase co mesmo tipo e marca de aceite, se fose necesario. Cambie o aceite hidráulico despois das primeiras 500 horas de funcionamento e, posteriormente, cada 2000-3000 horas ou anualmente. A contaminación ou emulsificación do aceite é unha causa frecuente de agarrotamento das válvulas hidráulicas e dun funcionamento anormal dos cilindros.
Vixilancia da temperatura do aceite: A temperatura ideal de funcionamento do aceite hidráulico é de 35 ℃ a 55 ℃. O funcionamento prolongado por encima dos 60 ℃ acelerará a oxidación do aceite e o envellecemento das guarnicións. Comprobe que o ventilador do radiador está funcionando normalmente e limpe regularmente o aceite e o po das aletas do radiador.

Substitución do filtro: Substitúa regularmente o filtro de retorno de aceite e o filtro de aspiración de aceite segundo as instrucións do manual do equipo para evitar que impurezas entren no sistema hidráulico e danen as bombas e as válvulas.
2. Mantemento do molde e do mandril
Limpieza e prevención do óxido: Despois de cada cambio de tubo ou turno, limpe as superficies do molde de curvatura, do molde de suxeición, do molde antirrugosidade e do mandril para eliminar as limaduras de metal e os lodos. Aplique aceite anticorrosivo aos moldes que non se utilicen durante períodos prolongados.
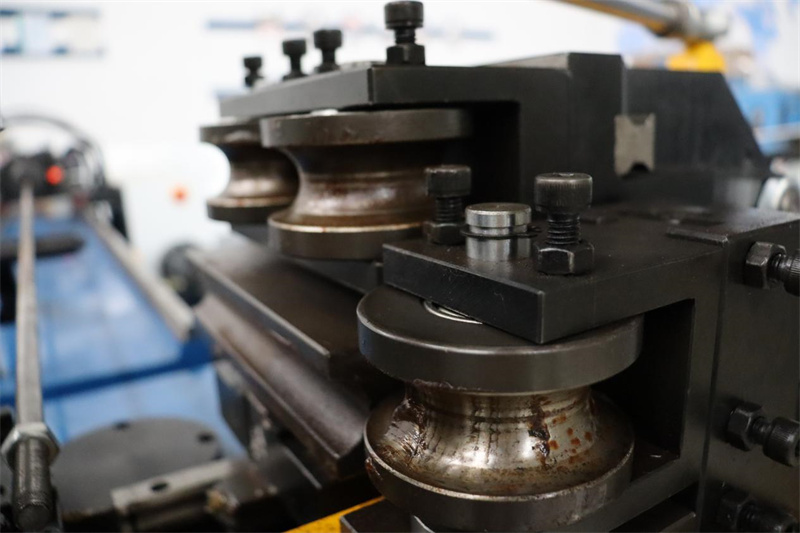
Inspección do desgaste: Inspeccione regularmente a superficie de traballo do molde para detectar aboelladuras, raios ou desgaste localizado. Un desgaste excesivo pode provocar arrugas e unha ovalidade excesiva nas tubaxes dobradas; é necesario reparar ou substituír o molde a tempo.
Estado do mandrín: As xuntas do mandrín de cabeza esférica deben xirar libremente. Comprobe regularmente se o vástago do mandrín está curvado ou raiado. Un posicionamento inexacto do mandrín ou o seu desgaste son causas principais do colapso interior e da flexión nas tubaxes de pared delgada.
3. Mantemento eléctrico e do motor
Limpieza e disipación do calor: Limpe regularmente o po do armario de control eléctrico e comprobe o funcionamento do ventilador de refrigeración. Os compoñentes de precisión, como os variadores de frecuencia e as unidades servo, son sensibles ao po; recoméndase instalar filtros ou aire acondicionado no armario de control eléctrico en ambientes adversos.
Inspección do cableado: Comprobe trimestralmente os terminais do motor e os contactos do contactor para detectar afrouxamento, oxidación ou marcas de queimadura. O funcionamento monofásico pode provocar o sobrecalentamento e a queima rápida do motor.
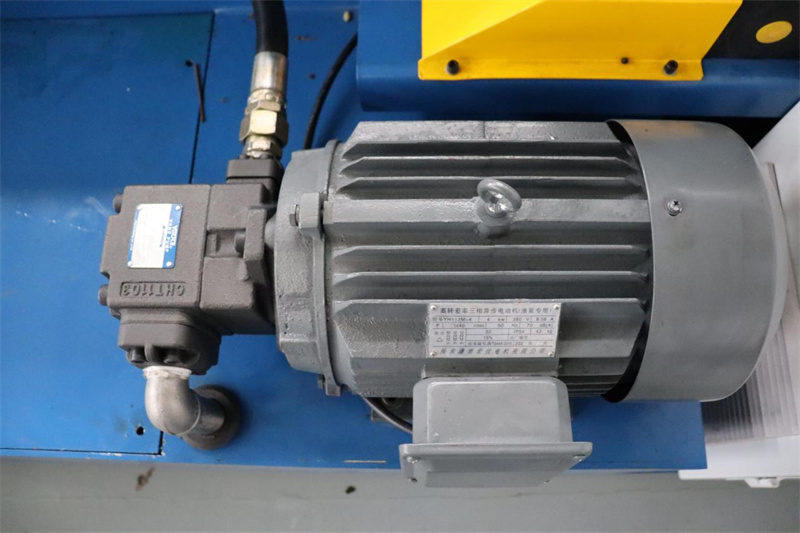
Lubricación do motor: Para os motores con orificios de lubricación dos rodamientos, reabasteza periodicamente a graxa. Se se produce algún ruído anormal ou un aumento da vibración, comprobe inmediatamente o desgaste dos rodamientos.
4. Transmisión mecánica e lubricación
Rails guía e fuso de avance: Os rails guía lineares e os fusos de bolas do eixo de alimentación e do eixo rotativo requiren limpeza periódica e reaprovisionamento con graxa especial. As cubertas protectoras danadas dos rails guía deben substituírse inmediatamente para evitar que as virutas entren e danen os elementos rodantes.
Redutor e engranaxes: Comprobe o nivel de aceite do redutor e cambie o aceite dos engranaxes regularmente segundo os requisitos do equipo. Os engranaxes de transmisión do brazo de dobrado deben manterse lubrificados; calquera desgaste severo ou picaduras nas denticións dos engranaxes require atención inmediata.
Inspección de elementos de fixación: A vibración a longo prazo do equipo pode provocar que os parafusos de ancraxe e os parafusos de fixación do molde se afrouxen; debe realizarse unha inspección rápida antes de comezar cada turno.
5. Sistema de refrigeración e filtrado
Refrigerador de aceite/refrigerador de auga: Se o equipo está equipado cun refrigerador independente, as aletas do condensador deben limparse regularmente, e comprobarse a presión do refrigerante e as fugas nas tubaxes.
Filtro de aire: O filtro de aire do depósito de aceite hidráulico debe manterse limpo para evitar que o po entre no depósito coas variacións do nivel de aceite.
6. Procedementos operativos e inspeccións diárias
Precalefacción: Especialmente en ambientes de baixa temperatura, faga funcionar a máquina sen carga durante 5-10 minutos despois do arranque para permitir que o aceite hidráulico circule e se aqueza antes de poñela en produción.
Inspección diaria: Estableza un rexistro de inspección diario, que inclúa o nivel de aceite, ruídos anómalos, fugas de aceite, desgaste do molde e presión de aire (se se usa pechado neumático).
Apagado anormal: Se se detectan ruídos anormais, vibracións, movementos lentos ou cambios repentinos na calidade da dobra, detén inmediatamente a máquina para realizar unha resolución de problemas e evitar que o problema empeore.
7. Calibración periódica e probas de precisión
Calibración do ángulo de dobra: Cada seis meses ou despois de cambiar o molde, emprega un medidor de ángulos para calibrar a coherencia entre o ángulo de dobra do equipo e a retroalimentación do codificador.
Precisión de repetición de posición: Verifica a repetibilidade da lonxitude de alimentación e do ángulo de rotación. Se a repetibilidade supera a tolerancia, axusta os parámetros do servo ou comproba o xogo mecánico.
Mantener unha máquina de dobrado de tubos non consiste en «reparala só cando falla», senón nunha tarefa sistemática que se leva a cabo ao longo do día. Un ciclo de catro pasos —limpeza, lubrificación, apriete e inspección— combinado coa xestión estandarizada do aceite e o mantemento dos moldes é esencial para garantir que o equipo funcione sempre con alta precisión e eficiencia.

