















































Guía de Funcionamento Óptimo para o Controlador do Eixe Z DELEM DA53T/DA58T
Guía de Funcionamento Óptimo para o Controlador do Eixe Z DELEM DA53T/DA58T
Unha configuración incorrecta do controlador do eixe Z DELEM DA53T/DA58T pode comprometer gravemente a eficiencia operativa das prensas de dobre. Esta guía completa detalla a configuración correcta e os métodos operativos do controlador do eixe Z, co obxectivo de axudar aos operarios a lograr un funcionamento suave e de alta precisión das prensas de dobre mediante o dominio das súas funcións principais e dos procesos de configuración.
O controlador do eixe Z DELEM DA53T/DA58T é un compoñente de control especializado desenvolvido para o sistema CNC DELEM DA53T/DA58T. Está integrado coa pantalla táctil Schneider Easy Harmony e co PLC Schneider TM200, unha integración que actualiza o sistema DA53T/DA58T para admitir o control de 6+1 eixes, mellorando considerablemente a flexibilidade operativa e a precisión do sistema. O modelo de pantalla táctil empregado é o HMIET6401, que dispón dunha pantalla de 7 polgadas cunha resolución de 800×480 píxeles e unha pantalla TFT LCD de 16 millóns de cores para unha operación clara e intuitiva.

1. Visión xeral da operación básica do controlador do eixe Z
Para os sistemas da serie DELEM DA5XT (incluídos os modelos DA53T/DA58T), o eixe Z pode controlarse tanto en modo de programación paso a paso como en modo de programación multicampo — tal e como ocorre cos eixes X e R, o modo de control do eixe Z pode personalizarse libremente no sistema DA5XT.
Os pasos operativos fundamentais para a programación do eixe Z son os seguintes:
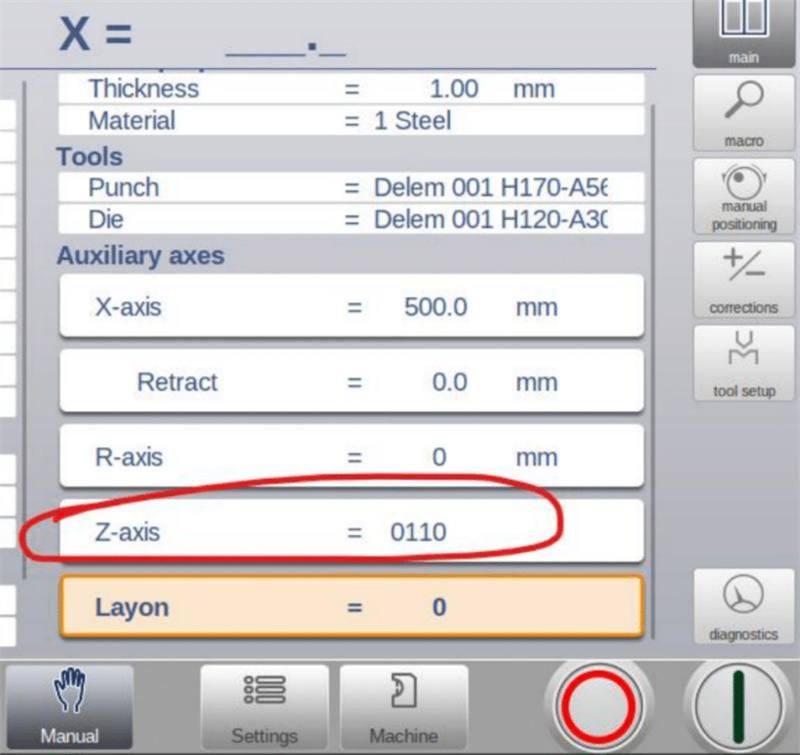
1. Baseándose na lonxitude real da chapa metálica e na posición do punzón, introduza as coordenadas de programación exactas do eixe Z na pantalla táctil JUGAO;
2. Para cada paso de programación no sistema DA5XT, asígnelle un ID único do eixe Z (o valor do ID está en formato binario, cun rango configurábel de 0000 a 1111).
Tanto o modo de operación do eixe Z de paso único como o de múltiples pasos permiten establecer arbitrariamente valores de ID do eixe Z dentro do rango binario 0000-1111, e o sistema ofrece exemplos visuais de operación para ambos os modos, para facilitar a comprensión e a operación polo operario.
2. Operación detallada na pantalla táctil JUGAO
A pantalla táctil JUGAO é a interface home-máquina central para a operación manual e automática do eixe Z, con lóxica de operación clara e diferenciada para distintos modos de traballo, así como métodos específicos para a xestión de situacións anómalas e a calibración diaria.
2.1 Método de operación manual
A operación manual do eixe Z só está dispoñíbel cando o icono específico de operación manual aparece na pantalla táctil; se o icono non se mostra, o control manual está desactivado.
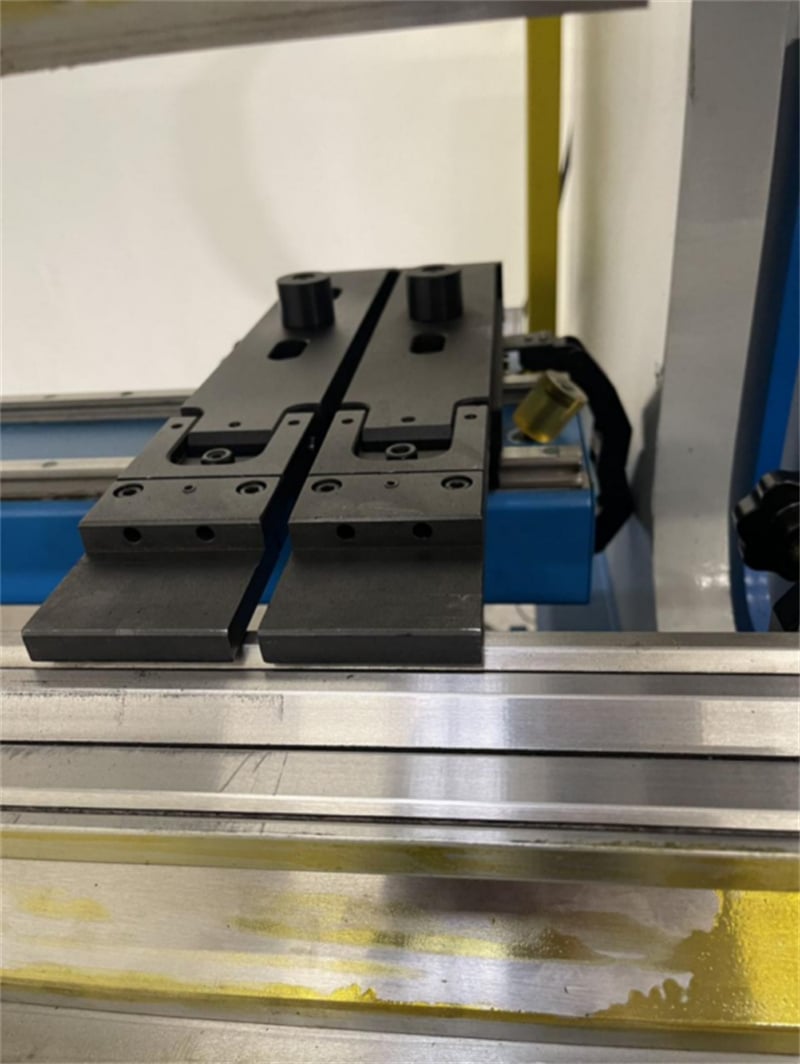
• Prema a tecla de control para adiante para facer que Z1 ou Z2 se mova na dirección do aumento do valor de posición (o lado Y1 corresponde á posición do valor mínimo do eixe Z, e o lado Y2 corresponde á posición do valor máximo do eixe Z);
• Prema a tecla de control para atrás para facer que Z1 ou Z2 se mova na dirección da diminución do valor de posición, e o movemento detense inmediatamente ao soltar a tecla;
• Cambio entre Z1 e Z2: prema a tecla de selección de eixe, e Z2 aparecerá en azul, indicando que Z2 está no estado de operación manual; prema de novo a tecla, Z2 volve ao seu cor normal (negro) e o control manual pasa outra vez a Z1.
2.2 Método de operación automática
A operación automática do eixe Z activase mediante a tecla específica de inicio automático na pantalla táctil JUGAO, tras comprobar previamente o estado do equipo:
• Se a bomba de aceite da prensa dobradora non está en marcha, a pantalla solicitará ao operario que inicie primeiro a bomba de aceite;
• Se a bomba de aceite está no seu estado normal de funcionamento, premendo a tecla de inicio automático moverase o eixe Z á posición preestablecida correspondente ao Id0000;
• Premendo en calquera momento a tecla de parada específica na pantalla detense inmediatamente o movemento automático do eixe Z.
2.3 Tratamento de anomalías en accidentes de colisión
En caso de colisión entre os dedos de parada Z1 e Z2 durante a operación, trate a anomalía na seguinte orde:
1. En primeiro lugar, comprobe se o módulo de accionamento do eixe Z emite unha señal de alarma; se se activa unha alarma, apague o módulo de accionamento e volva iniciarlo para restabelecer a alarma;
2. Realice a operación de calibración "de ensino" para os eixes Z1 e Z2;
3. Introduza na pantalla táctil os valores reais e precisos das posicións actuais de Z1 e Z2, e tras a confirmación, o sistema pode reanudar as operacións normais posteriores.
2.4 Requisitos clave para a operación de ensinamento (calibración) do eixe Z
O ensinamento (calibración) correcto do eixe Z é o requisito previo fundamental para o funcionamento normal e preciso de todo o controlador do eixe Z, e esta operación debe realizarse nos seguintes escenarios:
1. A primeira proba e posta en marcha dunha nova prensa de dobar equipada co controlador do eixe Z DA53T/DA58T;
2. Calquera colisión accidental dos dedos de parada do eixe Z ou outros impactos mecánicos anómalos no eixe Z.
É importante ter en conta que o controlador do eixe Z dispón dunha función de memoria ao apagar: os parámetros de posición calibrados do eixe Z serán almacenados automaticamente polo sistema. Despois de apagar e reiniciar o equipo, o operario non precisa volver realizar a operación de ensinamento (calibración), e o sistema pode chamar directamente os parámetros almacenados para a súa operación.

