















































Aproveitando a Programación DELEM DA-66T para Mellorar a Eficiencia
Cando se trata de mellorar a eficiencia das súas operacións con dobradoras, comprender a programación do produto DELEM DA-66T é fundamental. Este sistema non só optimiza o seu fluxo de traballo senón que tamén garante precisión nos plegados e reducións no tempo de configuración. Ao integrar completamente a configuración de ferramentas DELEM DA-66T, pode maximizar a produtividade e mellorar a calidade da produción.
Nesta guía, explicareille como a programación do produto DELEM DA-66T pode aumentar significativamente a eficiencia nos seus procesos de traballo do metal. Desde comezar co básico ata profundar nos parámetros e funcións específicos de plegado, aprenderá a aproveitar todo o potencial deste controlador avanzado.
Comezando coa Programación de Produtos
Para comezar a programación do produto DELEM DA-66T, é importante familiarizarse coas súas funcións e parámetros. A interface do programa é intuitiva, deseñada para permitir unha navegación e configuración sinxela.

Para xerar ou modificar un programa numérico, inicie un novo programa desde o modo Produtos ou use Programa para entrar directamente.
Para editar un programa CNC existente, seleccione un produto na vista xeral de Produtos e prema no botón de navegación Programa. Ao iniciar un novo programa, seleccione Novo Programa e, tras introducir as propiedades principais do produto, o sistema cambiará automaticamente a Programa.
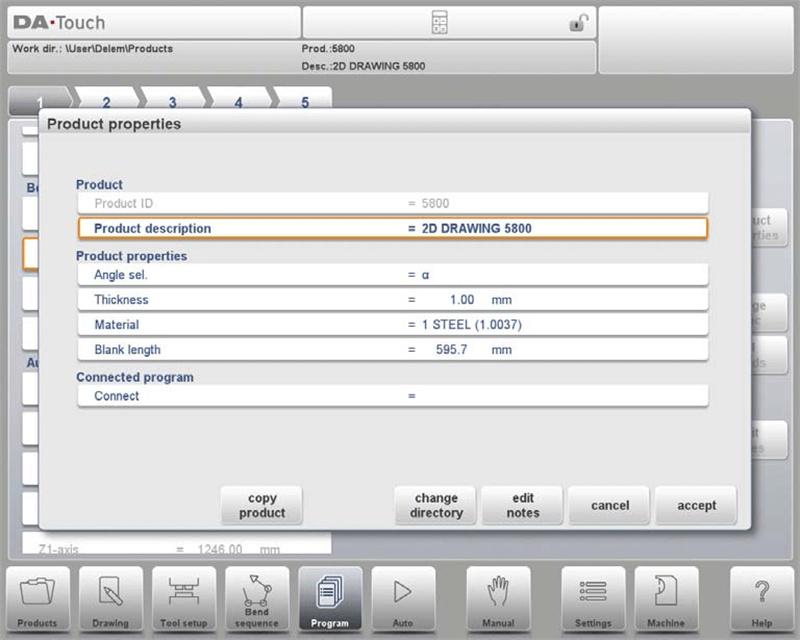
Para cambiar as propiedades principais do produto, toque en Propiedades do Produto. Estes parámetros do programa son os mesmos para cada dobrado do programa (datos principais do programa).
Comece explorando as funcións principais: cargar o material, seleccionar o troquel e introducir as especificacións necesarias. Cada parámetro, como o grosor do material, a lonxitude da peza de traballo e os parámetros de configuración das ferramentas, é crucial para a creación exacta do produto.
Explicación dos parámetros:
ID do produto: Asigne un identificador único para cada programa, ata 25 caracteres, usando letras e números.
Descrición do produto: Proporcione un nome ou número descriptivo para o programa, tamén limitado a 25 caracteres, permitindo letras e números.
Selección de ángulo: Escolla entre dous modos de programación no eixe Y:
0 = Posición absoluta para un dobrado.
1 = α, onde se especifica o ángulo e calcúlase a posición do eixe Y.
Grosor: Grosor da chapa.
Selección do material: Escolla entre 6 materiais predefinidos ou 99 programables para calcular as profundidades de dobrado. Configure os materiais na páxina Materiais en Ajustes.
Lonxitude da chapa inicial: Defina a lonxitude orixinal da chapa necesaria para o produto, calculada se está baseada nun debuxo 2D.
Conectar programas: Ligaz os programas para crear produtos 3D en múltiples pasos.
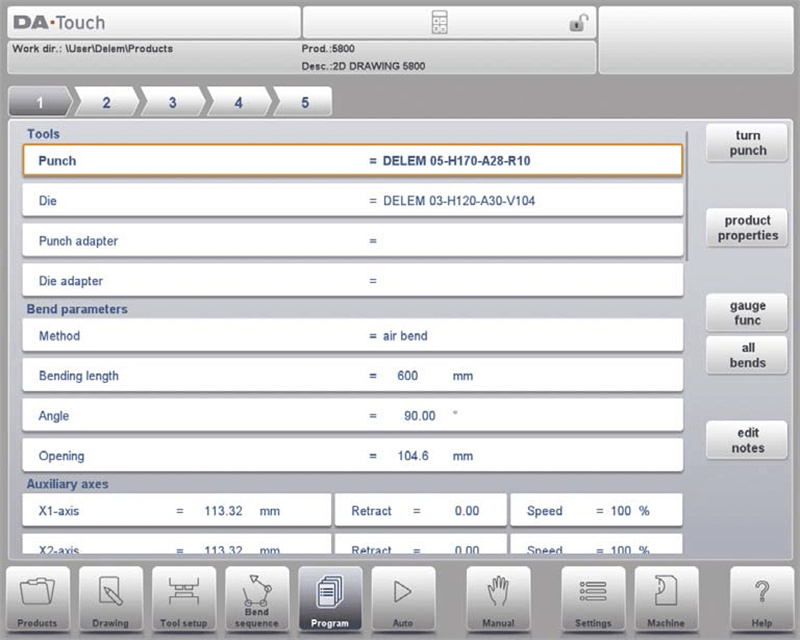
A pantalla principal amosa os dobrados dispoñíbeis e, desde esta pantalla principal, poden consultarse e editarse parámetros específicos de cada dobrado dispoñible.
O selector de dobrados na parte superior da pantalla pode usarse para navegar polos dobrados en DELEM DA-66T Product Programming. Pódense tocar os dobrados indicados para seleccionar facilmente os datos de dobrado desexados.
Abre unha nova xanela na que se amosan as propiedades do produto, válidas para todos os dobrados, e que poden editarse.
Funcións de medida: Abre unha xanela na que poden programarse as posicións dos eixes en relación coas posicións dos dedos.
Todos os dobrados: Abre unha nova xanela na que se amosan todos os dobrados nunha táboa.
Editar notas: Abre unha xanela que permite ver e editar notas sobre o produto actual.
Esta aproximación estruturada axuda a optimizar os fluxos de traballo operativos, mellorar a precisión e impulsar a produtividade en entornos industriais.
Familiarizarse con estas características garante que empeza co pé dereito e aproveita os beneficios dunha programación de produto eficiente.
Comprensión dos parámetros de dobrado
O DELEM DA-66T inclúe unha lista completa de parámetros de dobrado cruciais para operacións precisas. O ID do produto e a descrición do produto móstranse na fila superior da pantalla.
Comezará seleccionando as ferramentas correctas, tendo en conta o tipo de material e o grosor.
Selección do punzón: Na Programación de Produtos DELEM DA-66T, o nome (ID) do punzón é crucial. Toque para modificalo ou escolla da biblioteca para xestionar de forma máis eficiente as ferramentas.
Selección da matriz: Toque facilmente para seleccionar ou cambiar a matriz da biblioteca de matrices.
Adaptador do punzón: Seleccione e programe o adaptador do punzón desde a biblioteca. A Programación de Produtos DELEM DA-66T baséase nos axustes do modo de máquina para un uso eficiente do adaptador.
Adaptador da matriz: Do mesmo xeito, escolla un adaptador de matriz mediante a Programación de Produtos DELEM DA-66T, dependendo dos parámetros do modo de máquina para un funcionamento optimo.
Programación de ferramentas: Programe IDs de ferramentas de forma eficiente ou explore a biblioteca en busca de opcións de ferramentas. Utilice ' Punzón de xiro ' ou ' Matriz de xiro ' para axustar a orientación da ferramenta.
Os parámetros de dobrado, como o ángulo de dobrado, o radio e a lonxitude da aba, axústanse segundo o resultado desexado.
Parámetros de Dobrez
Método
Seleccione o método de dobrado requirido. O control admite 5 métodos:
• dobrado por aire
• fundido
• ribado
• dobrado e repasado
• manipulación
Os seguintes son os detalles específicos:
Dobrezado por aire:
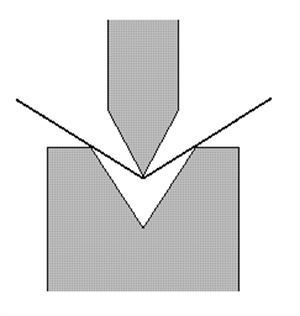
A Programación de Produto DELEM DA-66T calcula de forma eficiente a posición necesaria do eixe Y para acadar o ángulo programado, levando o punzón á profundidade requirida.
Fundido:
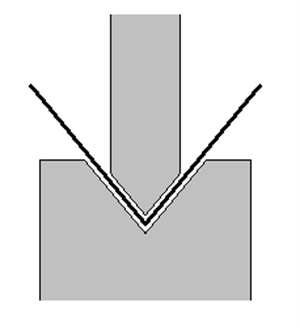
Na Programación de Produto DELEM DA-66T, a chapa dóbrase preméndoa entre o punzón e a matriz, asumindo o fondo da matriz como a posición necesaria do eixe Y para un dobrado preciso.
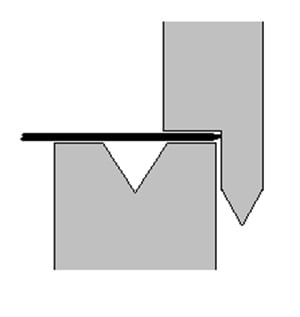
Remate:
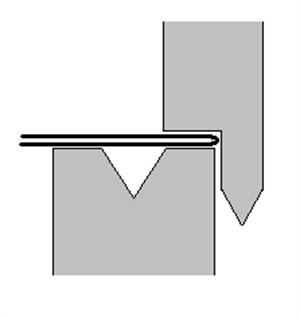
Coa Programación de Produto DELEM DA-66T, a chapa dóbrase en dúas após un dobrado inicial con ángulo agudo. O sistema calcula con precisión a posición do eixe Y como a superficie da matriz máis o dobre do grosor da chapa, empregando a programación de 'abertura do repaso' para axustes.
Dobrado e repasado:
Semellante ao dobrado, pero a Programación de Produto DELEM DA-66T asume a parte superior da matriz como a posición do eixe Y, asegurando un plegado e prensado precisos entre punzón e matriz.
Manexo: A Programación de Produto DELEM DA-66T facilita pasos sen plegado mantendo o eixe Y estacionario, permitindo que os eixes do tope posterior se posicione segundo os valores programados. Requírese un cambio de paso externo (entrada C) para mellorar a eficiencia no manexo do produto.
Nota 1: As dobras de rematado móstranse aquí cun punzón especial para rematado, pero isto non é obrigatorio.
Nota 2: Cando se selecciona a operación de embutido, a posición final da dobra da viga do eixe Y depende da forza de traballo. Se, porén, a forza é suficiente para que a viga alcance a posición final calculada do eixe Y, a correría da viga quedará limitada polo valor de posición.
Lonxitude de plegado: Lonxitude da chapa entre as ferramentas.
Ángulo: O ángulo requirido para esta dobra. Este parámetro só aparece se se seleccionou a programación de ángulo co parámetro 'Angle sel.' e o método de dobra é unha dobra en aire.
Abertura de rematado: A Programación de Produto DELEM DA-66T calcula a posición da viga para as dobras de rematado en función da distancia de abertura entre as pestanas.
Posición de curvatura: A posición do eixe Y requirida para unha curvatura aparece cando se utiliza programación absoluta ou cando están activos os métodos de repasado/dobrado.
Abertura: Este parámetro define o espazo entre o punzón e a matriz despois da curvatura. Na Programación de Produtos DELEM DA-66T, un valor positivo indica un espazo por riba de 'Mudo', e un valor negativo por debaixo.
Eixe auxiliar: A Programación de Produtos DELEM DA-66T interpreta os valores negativos do eixe X como relativos, subtraíndos da posición actual, útil para encadear operacións.
Retracción: A distancia de retracción dun eixe seleccionado na curvatura actual dentro da Programación de Produtos DELEM DA-66T comeza cando a viga preme a chapa, optimizando o tempo de manexo.
Velocidades dos eixes: As velocidades na Programación de Produtos DELEM DA-66T poden axustarse como un porcentaxe do máximo, asegurando un control preciso sobre os procesos de produción. Ao comprender e utilizar estas funcións da Programación de Produtos DELEM DA-66T, os fabricantes poden mellorar significativamente a eficiencia e a produtividade.
Editar notas
A función de edición de notas permite instrucións detalladas específicas para cada traballo, o que pode ser moi útil como referencia futura.
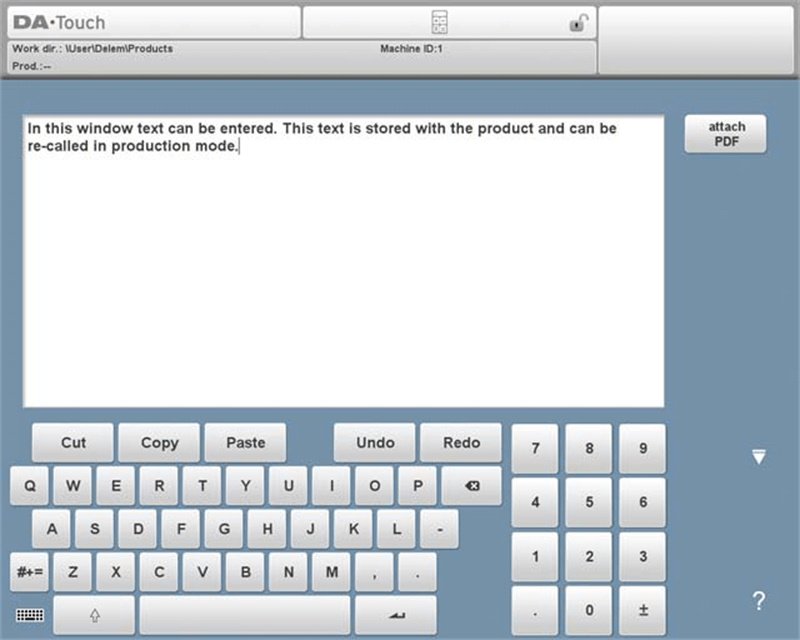
Para anexar un ficheiro PDF á nota, prema en Anexar PDF. A través do navegador de directorios pódese seleccionar un ficheiro PDF que será incorporado no ficheiro do produto.
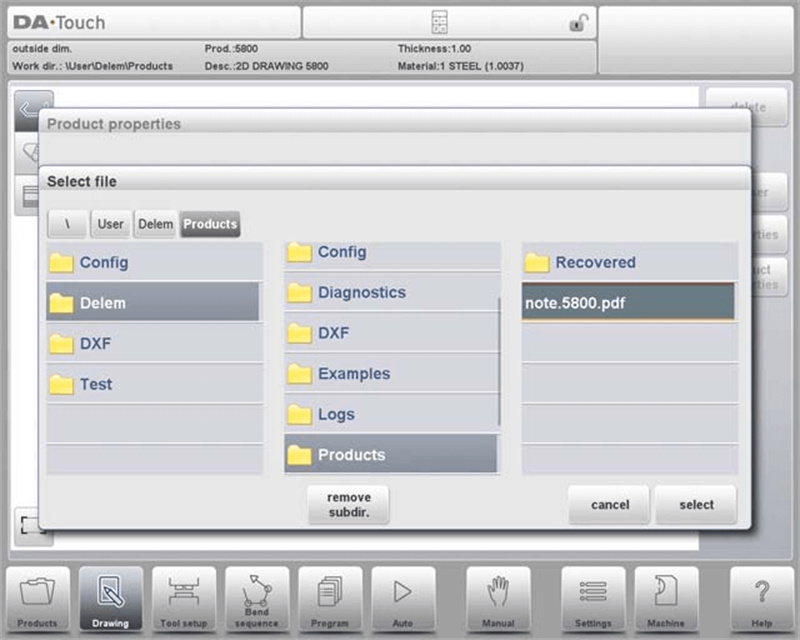
Cando só se anexa un ficheiro PDF sen ningunha nota textual, o PDF amosarase instantaneamente cando o usuario prema no indicador de Notas no modo Auto.
Función de galga
Ademais, a función de galga axuda a colocar correctamente o material, asegurando unha precisión constante nas operacións repetitivas.
Na programación de produtos DELEM DA-66T, 'Gauge Func' abre unha xanela para xestionar os parámetros da galga traseira, esenciais para programar as posicións desexadas dos dedos por cada curvado.
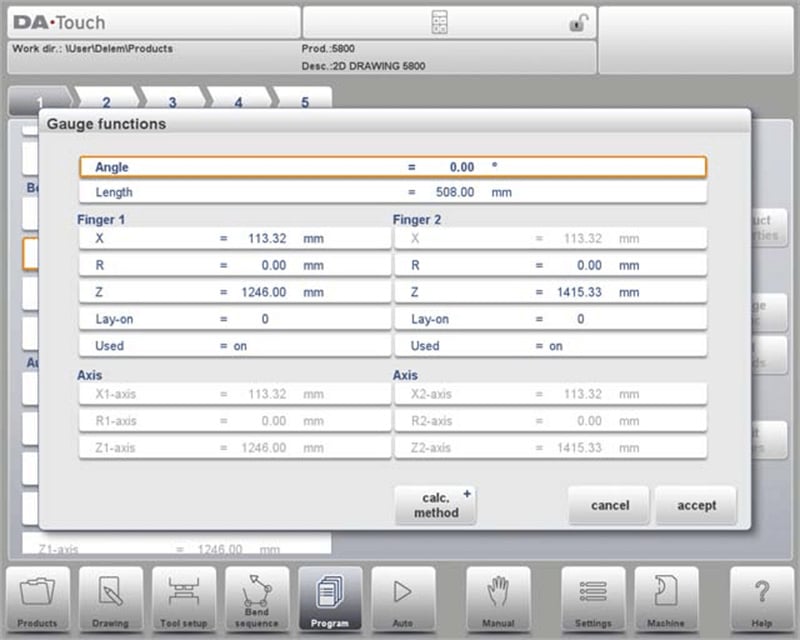
Ángulo: Determina o ángulo dos dedos da galga traseira para un posicionamento angular preciso.
Lonxitude: Establece a lonxitude lateral do produto para o posicionamento da galga traseira, especificamente para o posicionamento en Z.
X: Posición manualmente axustable dos dedos na dirección X para a colocación da chapa.
R: Posición axustable manualmente na dirección R, permitindo un control máis preciso sobre o posicionamento.
Z: Os axustes na dirección Z permiten un posicionamento optimizado dos dedos.
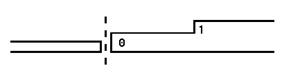
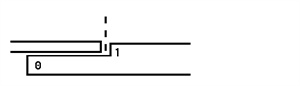
Lay-on: Permite programar múltiples posicións de dedo usando a Programación de Produto DELEM DA-66T, afectando as posicións dos eixes mentres se mantén o posicionamento do calibre.
Lay-on = 0: sen lay on (por defecto)
Lay-on = 1: lay on no primeiro nivel
Lay-on = 2: lay on no segundo nivel
Lay-on = 3: lay on no terceiro nivel
Parámetro de uso: Funcionalidade de aparcado dentro da Programación de Produto DELEM DA-66T; aparca os dedos en función da posición Z cando non están en uso. Aplicable cando hai máis de dous dedos.
Efecto dos cambios: Axustar 'Lay-on' inflúe nas posicións dos eixes X e R mentres se manteñen constantes as posicións do calibre, simplificando o proceso de programación dentro da Programación de Produto DELEM DA-66T.
Lay-on = 0
Deitado = 1
Explorando as funcións de dobrado
As funcións de dobrado son fundamentais para optimizar a programación do produto DELEM DA-66T. As funcións auxiliares desempeñan un papel importante, axustándose automaticamente aos cambios na configuración, reducindo así as intervencións manuais.
1. Configuración do punto silencioso:
Finalidade: Cambiar o eixe Y desde peche rápido á velocidade de prensado.
Detalles: Programar a distancia do punto silencioso por riba da chapa. O valor silencioso predeterminado provén da matriz programada.
Notas: A dispoñibilidade depende da configuración da máquina.
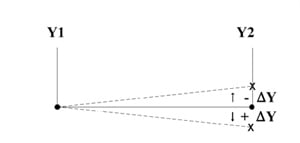
2. Paralelismo: Diferenza entre os cilindros dos lados esquerdo e dereito (Y1 e Y2). Cando é positivo, o lado dereito está máis baixo. Cando é negativo, o lado dereito está máis alto. O valor programado está activo por debaixo do punto de agarre.
3. Repetición:
0 = omítese a curvatura.
1 ata 99 = o número de veces que se repetirá esta curvatura.
4. Agardar Configuración de Retracción
Obxectivo: Controlar a espera no eixe Y durante a retracción.
Opcións:
Non: A retracción comeza cando o eixe Y pasa polo punto de agarre sen deterse.
Si: O eixe Y detense no punto de agarre ata que remate a retracción.
5. Código de Cambio por Pasos:
Obxectivo: Definir cando se activan os seguintes parámetros de curvatura.
Configuración:
0 – ER: Cambio ao final da descompresión.
1 – MUDO: Cambio na posición de silencio durante a apertura.
2 – UDP: Cambio no punto morto superior.
3 – UDP STOP: Cambio no punto morto superior sen movemento do eixe.
4 – EXTERNO: Cambio cunha entrada C activa; sen movemento do raio nin retracción.
5 – UDP EXTERNO: Cambio cunha entrada C no punto morto superior, permitindo o movemento do raio e retracción.
6. Tempo de retardo: Tempo de retardo programable antes do cambio de paso (0-30 seg).
7. Forza: Forza máxima axustada durante a prensado (calculada automaticamente).
8. Tempo de permanencia: Tempo de permanencia do punzón no punto de dobrado.
9. Descompresión: Curso de descompresión tras o dobrado para liberar a presión de traballo.
10. Velocidade de prensado e descompresión:
Velocidade de prensado: Velocidade de traballo inicial a partir dos axustes predeterminados.
Velocidade de descompresión: Velocidade programada durante a descompresión.
11. Velocidade de retorno do soporte da peza:
Finalidade: Establecer a velocidade de retorno do soporte da peza tras o dobrado.
Nota: Dispoñible co sistema de soporte da peza.
Parámetros de dobrado – Todos os dobrados
Un aspecto clave é a programación de parámetros de curvatura en todas as curvas, o que facilita a uniformidade e mínimos márxenes de erro durante a produción. Esta característica non só reduce ao mínimo o desperdicio de material senón que tamén acelera o proceso global de curvado.
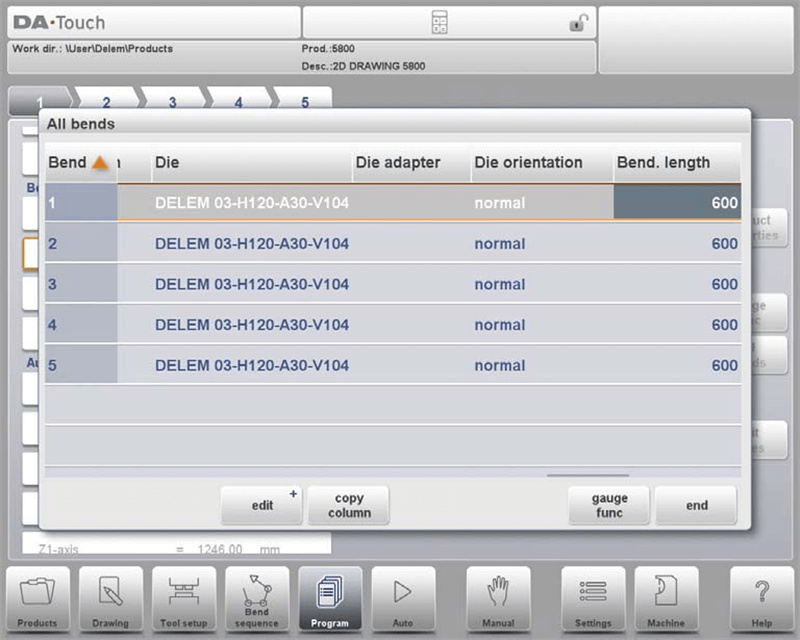
Poden seleccionarse curvas específicas na pantalla colocando a barra resaltada sobre esa curva e logo seleccionando FIN. Desde esta pantalla, pódese editar o programa CNC completo usando a Programación de Produtos DELEM DA-66T. Todos os parámetros de curvatura poden editarse dentro da táboa, e as curvas poden intercambiarse, moverse, engadirse e eliminarse. As columnas dispoñibles poden desprazarse mediante movementos/deslizamentos co dedo.
Funcións:
Editar: Modificar o programa usando comandos como inserir, eliminar e marcar curva.
Copiar Columna: Isto permite copiar o valor do parámetro seleccionado actualmente a todas as demais curvas.
Función de Tope: Programar posicións de tope como se explicou anteriormente.
Ao premer a función Editar, aparece unha barra temporal de botóns con opcións adicionais:
Inserir Curva: Engade unha nova curva copiando a actual.
Marcar dobre: Prepara un dobre para accións como mover ou intercambiar.
Eliminar dobre: Elimina o dobre seleccionado actualmente.
Funcións adicionais cando se usa Marcar dobre:
Mover dobre: Cambia a orde dos dobre seleccionándoos e movéndoos dentro da secuencia.
Intercambiar dobre: Intercambia as posicións de dous dobre.
Cancelar marca: Desmarcar un dobre, finalizando ou cancelando unha acción.
Conectando programas CNC
Coa Programación de Produto DELEM DA-66T, utiliza o parámetro Conectar para crear produtos 3D executando secuencias de dobre sucesivamente. Programa en dúas direccións:
1. Crear e programar a secuencia de dobre para cada dirección.
2. Conectar programas seleccionando secuencias a través da biblioteca de produtos e usando o parámetro Conectar.
3. Cando se liguen máis programas, cada un aliñase co seguinte, volvendo ao primeiro.
Para producir con programas conectados:
1. Seleccione o primeiro programa.
2. Entre no modo Automático.
3. Programe a cantidade de produto con ‘conta de stock’.
4. Prema Inicio para comezar a secuencia.
Ao rematar o primeiro programa, o seguinte comeza automaticamente, indicando a conta restante.
Observacións especiais de edición
Na programación de produtos DELEM DA-66T, as observacións especiais de edición son cruciais para a personalización e requisitos específicos de traballo. Esta función permite aos operarios introducir instrucións ou modificacións adicionais que poden adaptar o proceso de dobrado a demandas únicas. Asegura que calquera detalle ou preocupación específica sexa anotada e tratada, proporcionando un toque persoalizado ao proceso de fabricación e promovendo unha comprensión máis profunda das capacidades da maquinaria.
Na Programación de Produtos DELEM DA-66T, despois de modificar os datos do programa, o sistema non calcula automaticamente o seguinte:
1. Forza
2. Descompresión
3. Configuración do Dispositivo de Coroamento
4. Compensación da Posición no Eixe Z
5. Corrección da Posición no Eixe X
Así é como funciona o recálculo na Programación de Produtos DELEM DA-66T:
Os parámetros do 1 ao 4 recalcúlanse automaticamente só se está activada a opción 'Edición de Cálculos Automáticos' nos axustes.
O parámetro 5 recalcúlase cando se activa a 'Táboa de Compensación de Dobre Activa' nos axustes. As correccións para o eixe X poden facerse usando 'Corr.X' para dobras individuais e 'G-corr.X' para todas as dobras no programa activo.
Excepcionalmente, cando se cambia o parámetro 'Método de Dobrado', a Forza e a Descompresión axústanse automaticamente. Isto amosa como a Programación de Produtos DELEM DA-66T optimiza as operacións para mellorar a eficiencia mediante un xestión efectiva do recálculo de parámetros.
Conclusión
En resumo, a programación do produto DELEM DA-66T mellora directamente a eficiencia na fabricación. Os beneficios principais inclúen a súa interface intuitiva, características avanzadas de programación, diagnóstico en tempo real e integración perfecta con sistemas automatizados.
Para descubrir como o DELEM DA-66T pode optimizar as súas operacións, contacte co noso equipo de JUGAO. Estamos preparados para ofrecerlle soporte detallado e responder ás súas preguntas específicas. Para obter máis información, tamén o invitamos a explorar os nosos recursos técnicos adicionais.

