















































Como axustar o desequilibrio de presión da freza plegadora
Está tendo problemas con ángulos de curvatura inconsistentes na túa freza plegadora NC? Comprender as causas subxacentes e implementar solucións dirixidas pode axudarte a lograr resultados precisos e repetibles. Os métodos para axustar o desbalance de presión da freza plegadora inclúen principalmente resolver factores externos e factores internos da máquina. En primeiro lugar, é necesario determinar a causa do desbalance de presión, que normalmente inclúe factores externos e factores internos da máquina. Os factores externos, como obxectos pesados preto, afectan á forza desigual dos carros nos dous lados do cilindro de traballo, mentres que os factores internos da máquina poden deberse a que os dous cilindros de traballo exercen presión en ambos extremos do carro, facendo que o centro de gravidade de traballo se desvío cara ao medio, afectando así ao moldeado e ao traballo posterior do produto.
Solución
Resolver os factores externos: retire os obxectos pesados que afectan o funcionamento da puncionadora e asegúrese de que os sliders dos dous lados do cilindro de traballo estean uniformemente esforzados.
Resolver os factores propios da máquina: adoptar os métodos de compensación de flexión e de presión, e colocar a cantidade de deformación oposta á dirección da deformación por forza na bancada, para lograr unha compensación variable do slider e a bancada, de xeito que a distribución de presión dos sliders do cilindro de traballo dos dous lados da puncionadora sexa máis uniforme.
Pasos específicos
Axuste dos factores externos:
Retirar os obxectos pesados que afectan o funcionamento da puncionadora.
Asegúrese de que non hai obxectos estranos no corpo da puncionadora e preste sempre atención ás condicións de traballo da puncionadora para reducir a ocorrencia de presión desigual nos dous lados.
Axuste dos factores internos da máquina:
Coloque unha cantidade de deformación na dirección oposta da deformación por forza na bancada entre o deslizador e o punzón da plegadora para lograr a compensación do pandeo.
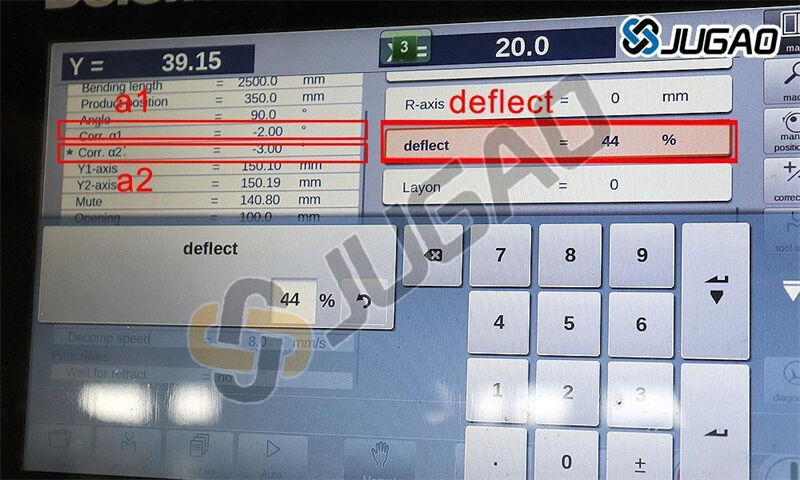
Utilice compensación hidráulica e compensación mecánica para lograr a compensación da presión.
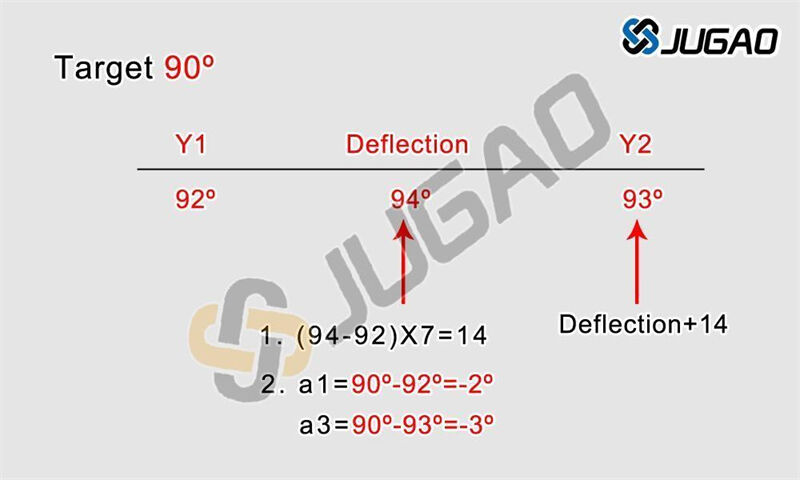
Tome a seguinte figura como exemplo

Inspeccione e alinie as ferramentas
As ferramentas mal alinhadas ou desgastadas son unha causa común de discrepancias no ángulo. Asegúrese de que os punzones e matrices estean axeitadamente alinhados e libres de danos. Substitúa calquera compoñente desgastado para manter a precisión.

Recalibre o controlador CNC
Co tempo, o controlador da máquina pode desviarse dos seus axustes orixinais. Recalibre o sistema CNC para asegurar que interprete e execute correctamente os comandos de plegado.
Verifique a consistencia do material
As variacións no groso do material, dureza ou dirección do grano poden afectar os resultados do plegado. Comprobe as propiedades do material e asegure a súa uniformidade antes de proceder co proceso de plegado.
Realice mantemento regular
A manutención rutinaria, incluída a lubrificación, as comprobacións do sistema hidráulico e as inspeccións mecánicas, pode previr moitos problemas antes de que ocorran. Unha máquina ben mantida funciona de forma máis fiable.
Axustar os parámetros da máquina
Axuste parámetros como a velocidade de curvado, a presión e a posición do calibre trasiero para optimizar o rendemento para materiais e deseños específicos.
Resolución de escenarios comúns
Un problema frecuente coas frezas hidráulicas NC é a inconsistencia dos ángulos ao longo da mesma liña de curvado. Por exemplo, un ángulo obxectivo de 90° pode resultar en 89° nun lado e 91° no outro. Este problema adoita deberse a distribución desigual da presión ou a alinhación incorrecta.

Ao abordar sistemáticamente o alinhamento das ferramentas, a calibración do controlador e as comprobacións do material, pode restaurar a precisión nas operacións de curvado.
Precaucións
* Antes de usar a freza, asegúrese de que non hai obxectos estranos no corpo da máquina e preste sempre atención á condición de funcionamento da freza.
* Limpe e manteña a freza de dobre con regularidade para reducir a frecuencia de fallos.
* Siga as instrucións específicas de funcionamento no manual do fabricante para garantir axustes seguros e efectivos.
Conclusión
Mantener ángulos de dobre consistentes require unha combinación de configuración adecuada da máquina, mantemento periódico e atención aos detalles do material. Siga estas boas prácticas para minimizar os erros e mellorar a eficiencia da súa freza de dobre NC.

