
Cando se trata de paradas das máquinas de dobrado de tubos, a primeira reacción de moita xente é o fallo mecánico ou a caída do sistema. Pero, para ser sincero, nos problemas de parada cos que tratei no taller, polo menos o 30 % resultaron estar causados por sensores. Estes sensores son normalmente silenciosos, pero cando fallan, a máquina queda como cega: para cando debería e para cando non debería.
¿Por que son os sensores tan propensos a provocar paradas da máquina?
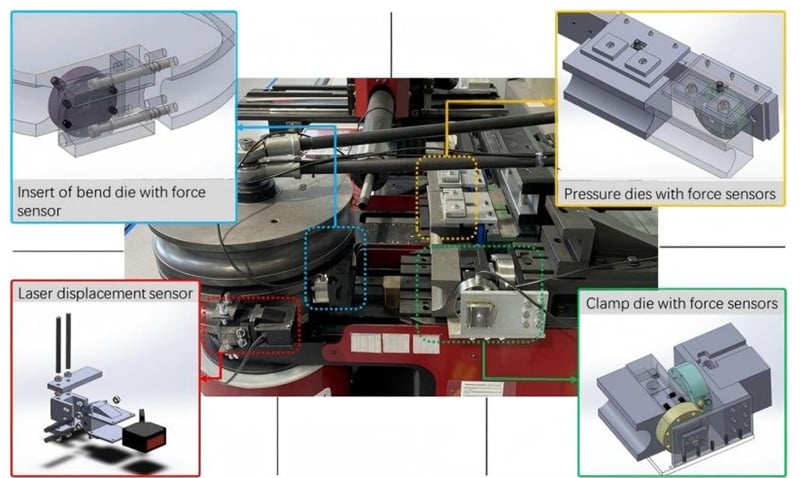
Os sensores son os ollos e os nervios dunha máquina de dobrar tubos: a posición, o ángulo, a presión, o estado do suxeitador e a posición do mandril dependen todos da súa retroalimentación en tempo real. Incluso unha lixeira desviación do sinal pode activar unha alarma, provocando o apagado do ciclo e detendo toda a máquina, á espera da súa intervención.
O aspecto máis problemático é que os problemas cos sensores raramente son súbitos e totais. Moitos son graduais: o sinal pode saltar ocasionalmente hoxe, desvialo máis amañá e, ao día seguinte, activar unha alarma. Estas fallas intermitentes son as máis difíciles de diagnosticar, chegando ás veces a tardar máis en resolvelas que en reparar realmente a máquina.
Que sensores son os máis propensos a presentar problemas?
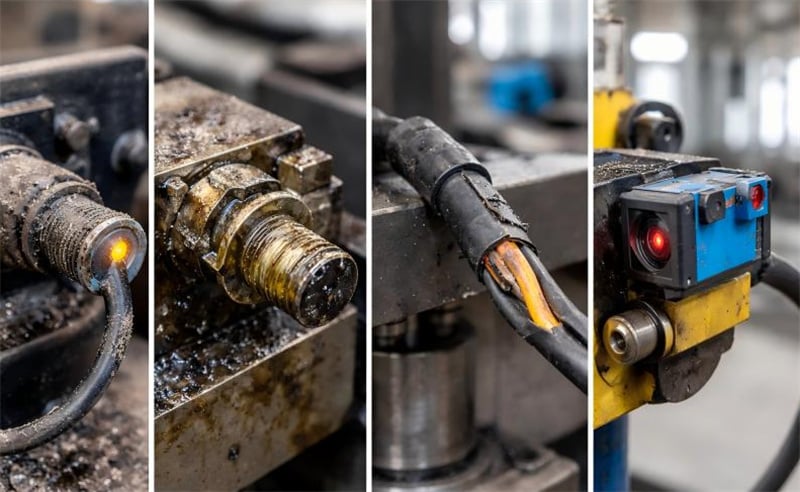
Os sensores de posición e ángulo son os máis vulnerables. Controlan a rotación do brazo de dobrado e a profundidade de alimentación. Unha vez que o sinal se desvía, os valores mostrados polo sistema non coincidirán coa posición real, facendo que a máquina ou emita unha alarma e se detenha ou produza produtos defectuosos.
Os sensores de presión tamén fallan con frecuencia. Lecturas inexactas da forza de apriete farán que a máquina non aperte correctamente, provocando deslizamento do tubo, ou activarán unha alarma que indique presión anormal. As señais inestables de retroalimentación da presión de dobrado darán lugar a ángulos de dobrado variables.
Os sensores de seguridade e os interruptores de límite—como as cortinas luminosas e os bloqueos das portas—se as súas superficies están cubertas de aceite ou lixeiramente desprazadas, a máquina pode interpretar erroneamente isto como que a porta de seguridade non está pechada correctamente ou que alguén entrou na zona de traballo, e detense inmediatamente. Este tipo de parada falsa é moi molesta porque a máquina en si está perfectamente ben.
Como manter os sensores de forma eficaz
A limpeza diaria é fundamental, pero non debe facerse de forma desordenada. As superficies dos sensores e os conectores deben limpiarse con materiais non abrasivos. Evite usar escovas de arame ou paños ásperos, pois poden rascar a superficie. Xeralmente uso un pano non tecido humedecido en alcohol para limpar suavemente o aceite e o po. Ademais, comprobe o desgaste dos cables, os conectores soltos e os soportes de montaxe desalinhados.
As tarraxas de montaxe dos sensores de posición e ángulo deben comprobarse regularmente. Xa vira varias veces no campo que, incluso cunha tarraxa lixeiramente solta, se producía unha desviación do ángulo do sensor de menos dun medio milímetro, o que daba lugar a sinais de retroalimentación completamente pouco fiables. Apertar as tarraxas resolve xeralmente este problema, pero primeiro debe detectarse a súa soltura.
Así mesmo, as probas de estabilidade da señal son cruciais. Moitos sistemas CNC teñen interfaces de diagnóstico que amosan en tempo real os valores de retroalimentación dos sensores. Comprobe estes valores cada vez que cambie os moldes. Se a lectura dun sensor difire significativamente do normal, pode haber un problema.
A calibración non debe esperar a que aparezan problemas. Recoméndovolle establecer un ciclo de calibración baseado na intensidade de uso da máquina. As máquinas que funcionan continuamente en grandes lotes requiren unha frecuencia de calibración máis curta que as que só se usan ocasionalmente. Moitas fábricas só calibran as súas máquinas despois de que xurden problemas, momento no que xa é demasiado tarde.
Ritmo semanal e mensual
Dedique uns dez minutos cada semana a comprobar os sensores. Preste especial atención á acumulación de aceite na superficie exterior, ao rozamento dos cables con pezas móviles e á posible soltura de algún parafuso de montaxe. Esta inversión de tempo é mínima, pero pode evitar moitas paradas inesperadas.
Cada tres a seis meses, ou segundo o tempo de funcionamento da máquina, realice unha inspección e calibración máis exhaustiva. Idealmente, isto debería facerse simultaneamente con outro mantemento da máquina, resolvendo todo ao mesmo tempo.
Varios beneficios do mantemento dos sensores:
A redución das alarmas falsas é o beneficio máis evidente. Os sensores cun sinal estable raramente activan alarmas sen sentido, garantindo un funcionamento máis fluído da máquina e reducindo a necesidade de que os operarios teñan que restablecer continuamente os sensores.
A detección de avarías é máis rápida. Se ocorre unha avaría e sabe que o sensor foi comprobado regularmente e o seu sinal é estable, a detección de avarías pode centrarse directamente nos aspectos mecánicos ou do sistema, sen ter que comprobar repetidamente o estado do sensor.
A calidade da dobradura tamén é máis consistente. A retroalimentación do sensor afecta directamente á precisión do control; un sinal estable resulta naturalmente en tubos dobrados máis consistentes. Menos desperdicio de material e retraballos tradúcese nunha maior eficiencia produtiva.
En última instancia, a manutención dos sensores require unha inversión mínima pero ofrece rendementos significativos.
Dedique uns minutos cada día, antes de encender o sistema, para comprobar o estado dos sensores, realice unha limpeza e inspección periódicas semanais e resolva calquera problema de forma inmediata. As avarías nos sensores adoitan acumularse progresivamente; a detección e resolución tempranas minimizan os custos. Esperar ata que o sensor emita unha alarma e se apague antes de tomar medidas pode supor un desperdicio de tempo e arrepentimento.
















































