















































Consellos expertos para a xestión de ferramentas CYBELEC CybTouch 12
Índice de contidos
• Introdución
• Configuración do punzón
• Creación e modificación paso a paso do punzón
• Configuración da matriz
• Creación e modificación paso a paso da matriz
• Convencións normalizadas de nomeado de ferramentas
○ Regras de nomeado dos punzóns
○ Regras de nomeado das matrices
• Funcionamento e seguridade do limitador traseiro
• Preguntas Frequentes (FAQ)
○ Como optimizar o rendemento da xestión de ferramentas CYBELEC CybTouch 12?
○ Que facer cando o sistema non recoñece unha ferramenta?
○ É posíbel personalizar os axustes das ferramentas no sistema?
• Conclusión
A xestión eficiente de ferramentas é a columna vertebral das operacións de fresado CNC optimizadas, e dominar esta función no sistema CYBELEC CybTouch 12 é fundamental para mellorar a precisión e a produtividade na traballadora de metais. Esta guía comparte estratexias prácticas e aplicables para xestionar ferramentas na plataforma CybTouch 12, deseñadas tanto para novos usuarios que se están familiarizando co sistema como para operadores experimentados que desexan perfeccionar os seus fluxos de traballo. Ao seguir estas directrices, desbloquearás todo o potencial das capacidades de xestión de ferramentas do sistema e reducirás ao mínimo os erros nos teus procesos de dobrado.
Introdución
O módulo de xestión de ferramentas do CYBELEC CybTouch 12 permite aos usuarios crear e configurar ferramentas de máquina, un paso esencial para o cálculo e a execución precisos do dobrado. Tras seleccionar e configurar o punzón e a matriz adecuados, os operarios só deben introducir o ángulo de dobrado desexado e a lonxitude da pestana (L). O sistema CybTouch 12 calculará entón automaticamente as posicións precisas dos eixes X e Y necesarias para o dobrado, garantindo unha exactitude constante en cada operación de mecanizado.
Configuración do punzón
Instruccións básicas de selección
Para seleccionar un punzón preconfigurado, navegue pola biblioteca de punzóns do sistema utilizando os botóns de frecha na interface e, a continuación, volva á páxina numérica de dobrado para aplicar a selección.
Creación e modificación paso a paso do punzón
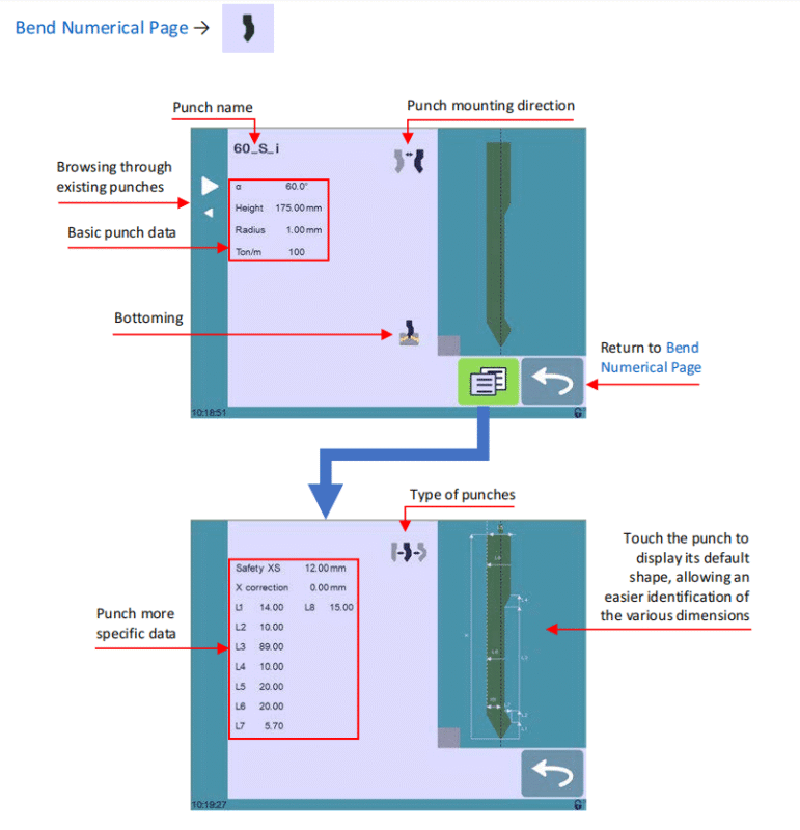
Se aínda non se creou ningún punzón no sistema, o campo de punzóns amosará "???" como etiqueta predeterminada. Para as bibliotecas de punzóns existentes, o sistema seleccionará automaticamente o último punzón utilizado (por exemplo, 60_S_i); teña en conta que calquera modificación realizada non sobrescribirá o punzón orixinal, xa que os axustes editados gárdanse baixo un novo nome personalizado. Siga estes 13 pasos para crear ou modificar un punzón:
1. Toque no icono de punzón para abrir a interface de configuración dos detalles do punzón.
2. Introduza os parámetros físicos principais do novo punzón: ángulo do punzón (α), altura, radio e toneladas por metro (Ton/m).
3. Utilice o botón de dirección de montaxe do punzón para invertir o punzón se a configuración de mecanizado o require.
4. Seleccione o icono de embutido para marcar o punzón como unha ferramenta resistente ao desgaste para operacións de embutido.
5. Toque no botón de menú para acceder á páxina «Máis» onde se atopan os axustes avanzados de parámetros.
6. Utilice o icono de tipo de punzóns para seleccionar o tipo estrutural do punzón: recto, normal ou de pescozo longo.
7. Consulte a representación gráfica da ferramenta no lado dereito da pantalla para introducir os valores dimensionais detallados (L1 a Lx). Ao tocar na imaxe gráfica cargaranse as dimensións predeterminadas da ferramenta, o que simplifica a identificación e introdución de cada parámetro.
Os estándares dimensionais de L1 a Lx son idénticos aos empregados nos sistemas PC 1200, DNC 880S e ModEva. Para utilizar a ferramenta en varios sistemas, exporte as listas de parámetros desde o PC1200 e utilíceas para programar o CybTouch 12; recomendamos asignar nomes idénticos ás mesmas ferramentas en todos os sistemas para garantir a coherencia.
8. Introduza os valores críticos de seguridade e calibración:
○ Seguridade XS: A distancia segura entre o punzón e a guía traseira ao longo do eixe X.
○ Corrección X: Valor de calibración para axustar calquera desalineación do punzón.
9. Volva á páxina de configuración anterior (requírese un contrasinal de acceso de nivel 2 para gardar calquera configuración de ferramenta no sistema).

10. Toque no nome actual do punzón (por exemplo, 60_S_i) para iniciar o proceso de gardado.
11. Seleccione Gardar punzón para sobrescribir os parámetros do punzón existente, ou Gardar punzón como para almacenar o punzón modificado/novo baixo un nome único.
12. Utilice o teclado alfanumérico do sistema para introducir o novo nome do punzón, cumprindo as convencións normalizadas de denominación descritas na seguinte sección.
13. Toque no
botón de retorno para volver á páxina principal do programa; o punzón gardado recentemente quedará preseleccionado e listo para o seu uso inmediato nas operacións de mecanizado.
Configuración da matriz
Instruccións básicas de selección
A selección da matriz segue o mesmo proceso que a selección do punzón: navegue pola biblioteca de matrices prealmacenadas do sistema mediante os botóns de frecha e, a continuación, volva á páxina numérica de dobrado para confirmar a selección.
Creación e modificación paso a paso da matriz
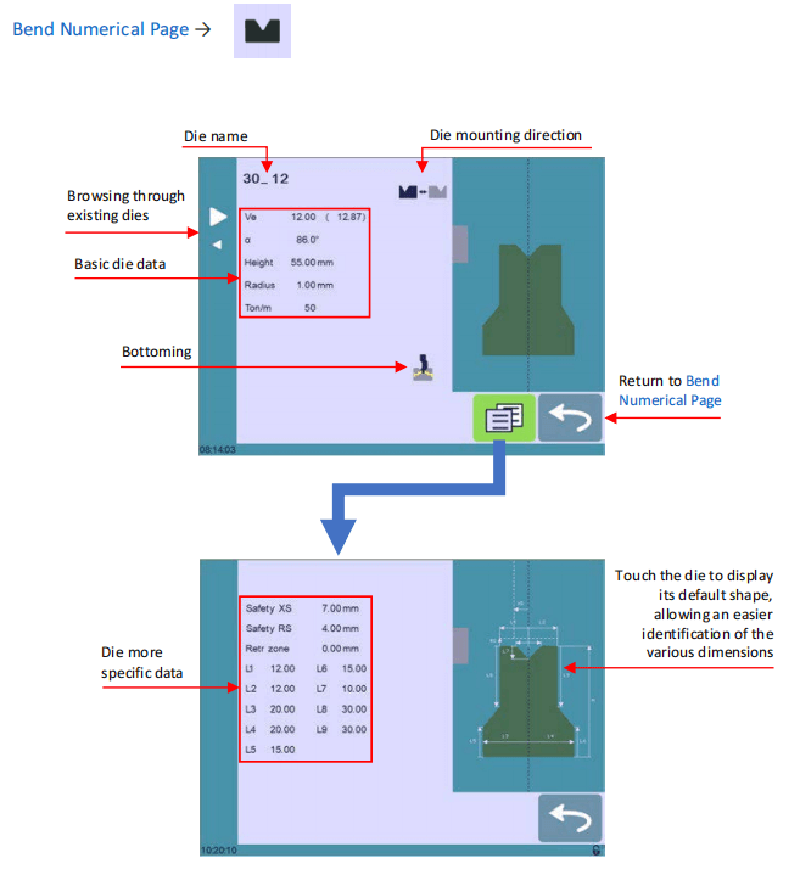
Se non hai ningunha matriz configurada no sistema, o campo de matriz amosará "???"; para as bibliotecas de matrices existentes, o sistema cargará a última matriz utilizada (por exemplo, 30_12). As modificacións nunha matriz existente non afectarán os parámetros orixinais, xa que todos os cambios gárdanse baixo un novo nome. Complete os seguintes 12 pasos para crear ou modificar unha matriz:
1. Toque no icono da matriz para abrir a interface de configuración dos detalles da matriz.
2. Introduza os parámetros físicos principais da nova matriz: anchura da matriz (Ve), ángulo (α), altura, radio e toneladas por metro (Ton/m).
3. Utilice o botón de dirección de montaxe da matriz para invertir a matriz, se é necesario, para a configuración de mecanizado.
4. Seleccione o icono de embutición para clasificar a matriz como unha ferramenta resistente ao desgaste para procesos de embutición.
5. Toque no botón MENU para abrir a páxina Máis, onde poderá acceder a axustes avanzados de dimensións e seguridade.
6. Consulte a representación gráfica do troquel á dereita da pantalla para introducir as dimensións detalladas (L1 a Lx). Ao tocar na imaxe, amosarase a disposición dimensional predeterminada do troquel, o que facilita a introdución de valores precisos.
Como os punzóns, as dimensións L1 a Lx dos troqueis cumpren os estándares dos sistemas PC 1200, DNC 880S e ModEva. Para garantir a compatibilidade das ferramentas entre sistemas, exporte os parámetros do troquel desde o PC1200 e utilíceos para a programación do CybTouch 12, empregando ademais os mesmos nomes para troqueis idénticos en todos os sistemas.
7. Introduza os valores avanzados de seguridade e funcionamento:
○ Seguridade XS: Distancia segura entre o troquel e a guía traseira ao longo do eixe X.
○ Seguridade RS: Distancia segura entre o troquel e a guía traseira ao longo do eixe R.
○ Zona de retracción: A zona preestablecida de retracción do troquel durante o funcionamento.
8. Volva á páxina de configuración anterior (requírese un contrasinal de nivel 2 para gardar as configuracións do troquel).
9. Toque no nome actual do troquel (por exemplo, 30_12) para iniciar o fluxo de gardado.
10. Escolle Guardar matriz para sobrescribir os parámetros orixinais da matriz, ou Guardar matriz como para almacenar a nova/modificada matriz cun nome personalizado.
11. Usa o teclado alfanumérico para introducir o novo nome da matriz, seguindo as regras de nomeado estandarizadas do sistema.
12. Toque no botón
de retorno para volver á páxina principal do programa; a matriz recentemente gardada seleccionarase de forma predeterminada e estará preparada para o seu uso inmediato.
Convencións estandarizadas de nomeado de ferramentas
Aplicar unha convención de nomeado consistente para punzóns e matrices é fundamental para xestionar de xeito eficiente as ferramentas na CYBELEC CybTouch 12. Un sistema de nomeado claro e uniforme permite identificar rapidamente e con precisión cada ferramenta da biblioteca, e os equipos poden establecer regras personalizadas adicionais baseadas nas súas necesidades específicas de produción para mellorar aínda máis a eficiencia organizativa e reducir os erros na selección de ferramentas.
Regras de nomeado dos punzóns
Os nomes dos punzóns deben estruturarse en tres partes secuenciais: ángulo do punzón → tipo de punzón → estado de inversión.

Abreviaturas do tipo de punzón:
• N = Normal
• S = Recto
• G = Pescozo de cisne
Abreviatura de inversión:
• i = Invertido (omítase se o punzón está na posición non invertida por defecto)
Exemplos: 90_N_i, 60_G, 30_S
Regras de denominación das matrices
A denominación das matrices segue un formato estruturado semellante ao dos punzóns, con tres compoñentes básicos: anchura da matriz (dimensión Ve) → ángulo da matriz → estado de inversión. Utilícese a mesma abreviatura de inversión (i = invertido) para as matrices e omítase a abreviatura se a matriz está na posición de montaxe por defecto.
Exemplos: 12_86_i, 16_86, 20_30
Funcionamento e seguridade do calibrador trasero
A función de ciclo do calibrador trasero é unha característica esencial para a xestión segura e eficiente das ferramentas na CYBELEC CybTouch 12, deseñada especificamente para axustes do calibrador trasero. Esta función despraza os calibradores traseros completamente cara adiante, permitindo aos operarios realizar as necesarias calibracións e axustes sen ter que colocar as súas mans ou brazos entre as ferramentas da máquina — eliminando así un perigo clave de seguridade no proceso de mecanizado.
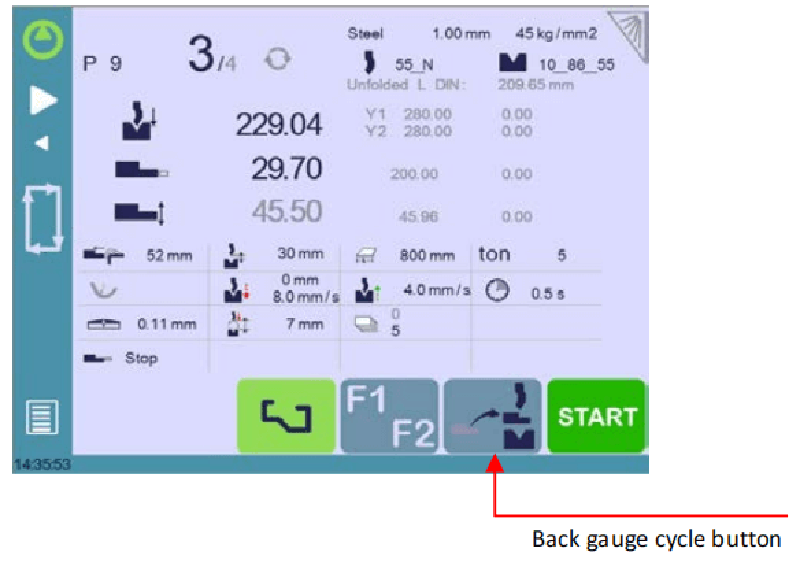
Nota importante: A visibilidade e a dispoñibilidade da función do ciclo do tope traseiro dependen da configuración actual da máquina e do seu estado de indexación, polo que pode non estar accesible en todos os modos de funcionamento.
Funcionamento paso a paso do ciclo do tope traseiro
1. Confirme que a máquina está correctamente indexada; o botón do ciclo do tope traseiro aparecerá atenuado e non dispoñíbel se a indexación non está completa.
2. Prema e mantenha premido o botón do ciclo do tope traseiro durante máis de 2 segundos para activar a función.
3. Os topes traseiros móvense á súa posición máis avanzada, entre o punzón e a matriz. Se a viga da máquina non está no punto morto superior (TDC), primeiro subirá completamente antes de que os topes traseiros inicien o seu movemento.
4. Tras completar todos os axustes dos topes traseiros, prema de novo o botón do ciclo para desactivar a función e, a continuación, prema o botón INICIAR para reanudar o funcionamento normal da máquina.
Preguntas frecuentes (FAQ)
Como optimizar o rendemento da xestión de ferramentas CYBELEC CybTouch 12?
Para o rendemento máximo do módulo de xestión de ferramentas do CybTouch 12, asegúrese de que cada ferramenta da biblioteca estea correctamente identificada e completamente parametrizada con datos físicos e operativos actualizados.
Que facer cando o sistema non recoñece unha ferramenta?
Se o CYBELEC CybTouch 12 non detecta un punzón ou unha matriz, verifique primeiro que a ferramenta estea correctamente inserida e aliñada mecanicamente na máquina. A continuación, comprobe os parámetros da ferramenta na interface de xestión de ferramentas do sistema e volva introducir ou corrixa calquera dato inexacto segundo sexa necesario. Por último, confirme que o software do sistema está actualizado á última versión para resolver calquera posible problema de compatibilidade entre o software e as ferramentas.
É posíbel personalizar os axustes das ferramentas no sistema?
Si, está dispoñible a personalización completa dos axustes das ferramentas no CYBELEC CybTouch 12. Acceda á interface de xestión de ferramentas para axustar todos os parámetros relevantes, incluídas as dimensións físicas do punzón/matriz, o tipo de material da peza de traballo e os valores de compensación, para adaptalos ás necesidades específicas das súas operacións de mecanizado. Asegúrese sempre de gardar correctamente todas as configuracións personalizadas no sistema para garantir resultados consistentes nas series de produción.
Conclusión
Dominar as capacidades de xestión de ferramentas do CYBELEC CybTouch 12 require unha comprensión clara das funcionalidades básicas do sistema, unha biblioteca de ferramentas ben organizada e a manutención e actualización constantes de todas as configuracións de ferramentas. Ao aplicar as directrices paso a paso, as convencións de nomeado e os protocolos de seguridade descritos nesta guía, poderá optimizar o seu fluxo de traballo de mecanizado CNC, reducir significativamente os erros operativos e mellorar tanto a precisión como a eficiencia dos seus procesos de traballo do metal.
Para obter soporte personalizado que maximice o potencial da súa máquina ou para resolver desafíos específicos na xestión de ferramentas, póñase en contacto co noso equipo de soporte técnico. Ademais, explore a nosa biblioteca de documentos técnicos relacionados para profundizar na súa experiencia e desbloquear todo o poder do sistema de xestión de ferramentas CYBELEC CybTouch 12.

