Coñecemento básico de moldes de dobre
1. Dobrado da matriz superior
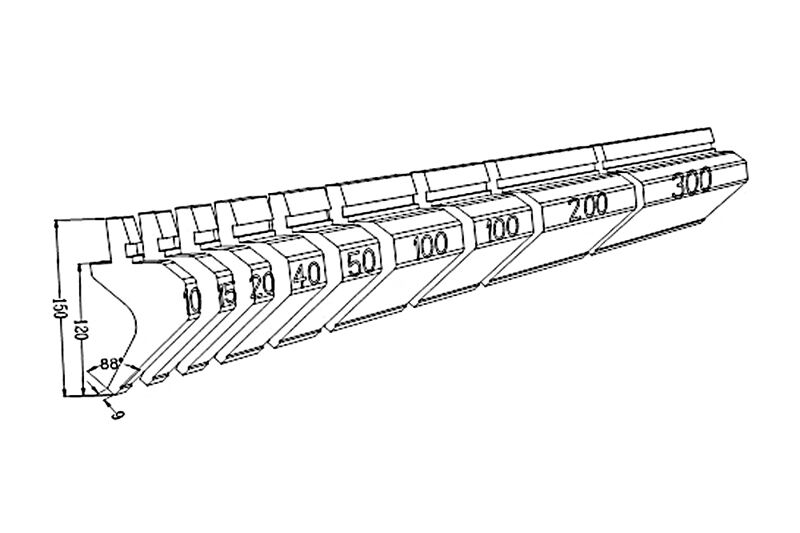
A matriz superior tamén chámase cuchillo de dobre. Divide en dous tipos: integral e dividido. A lonxitude da matriz superior integral é de 415 mm e 835 mm. A lonxitude do tipo dividido é de 10, 15, 20, 40, 50, 100 (orella esquerda), 100 (orella dereita), 200, 300 (mm); a matriz dividida pode combinarse para formar diferentes lonxitudes de dobre.
A matriz superior divide en catro tipos: cuchillo recto, cuchillo curvado, cuchillo de arco e cuchillo especial.
(1) Tipos e características de procesamento de facas rectas
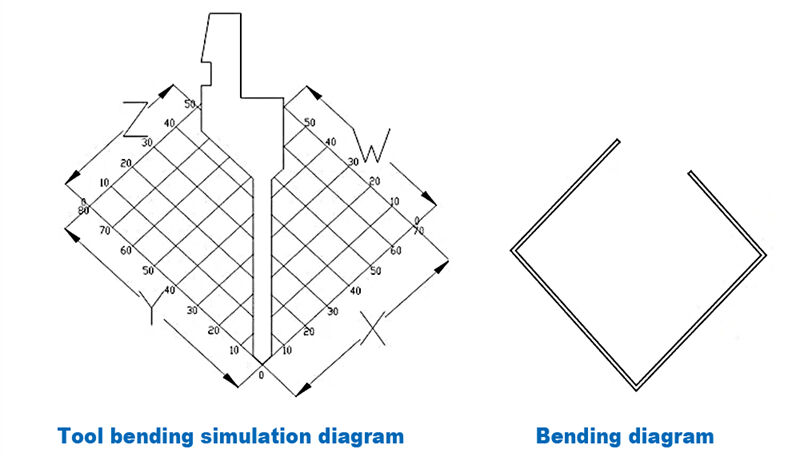
Adequado para doblar produtos simétricos, pódense evitar as direccións frontais e posteriores, a espesura da ferramenta é de 6 mm, polo que a abertura de dobre pode ser tan pequena como 6 mm.
Dende o diagrama de simulación de dobre da ferramenta, véxese que pódense evitar as direccións frontais e posteriores da ferramenta, pero a lonxitude de Z e W é menor que a lonxitude de X e Y. O ángulo da punta desta ferramenta é de 88 graos, e o ángulo R da punta é de 0,2. Ademais, son coñecidas ferramentas con ángulos de punta de 30 graos e 45 graos.
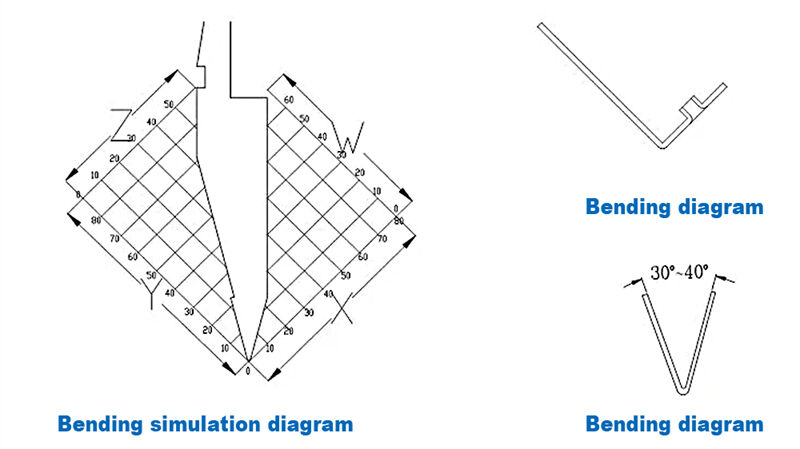
O ángulo da punta é de 30 graos, e o ángulo R da punta é de 0,67, polo que o ángulo de dobre pode ser de 30 a 180 graos. O pequeno ángulo na punta da ferramenta pode usarse para evitar orificios ou brochas, etc. Tamén pode usarse como molde de inserción profunda, e a ferramenta pode evitar o fronte e o dorso.
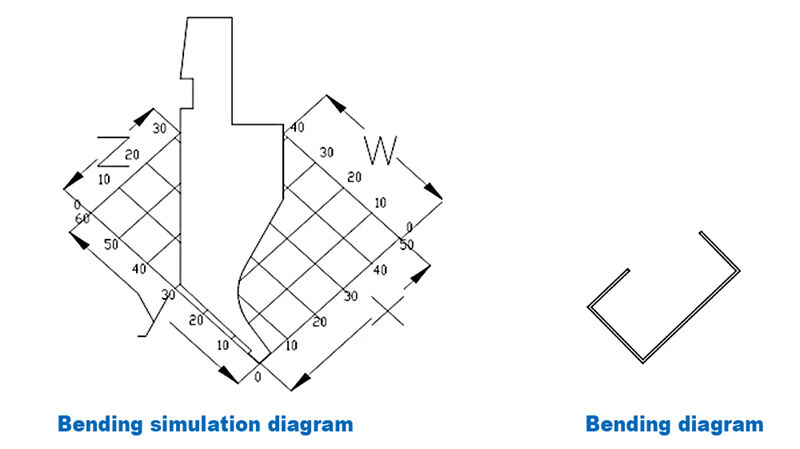
(2) Tipos e características de procesamento de facas curvas
Durante o proceso de dobre, a ferramenta utiliza principalmente a evitación na dirección W. Cando X>15MM, o efecto de evitación vai empeorando cada vez máis. Cando Y>30, cumpríronse as condicións de dobre, senón golpeará o dorso da liña. Este tipo de ferramenta coñécese comúnmente como unha pequena liña curvada.
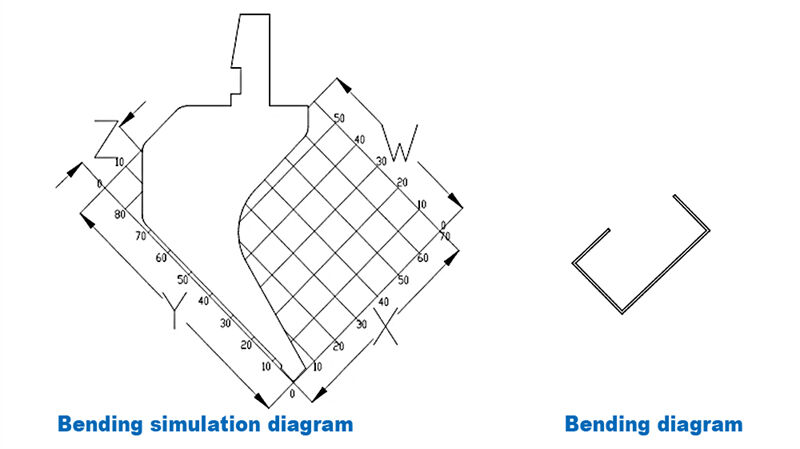
Durante o proceso de dobre, a ferramenta utiliza principalmente a evitación na dirección W. Cando X>25MM, o efecto de evitación vai empeorando cada vez máis. Cando Y>75, cumpríronse as condicións de dobre, senón golpeará o dorso da liña. Este tipo de ferramenta coñécese comúnmente como unha gran liña curvada.
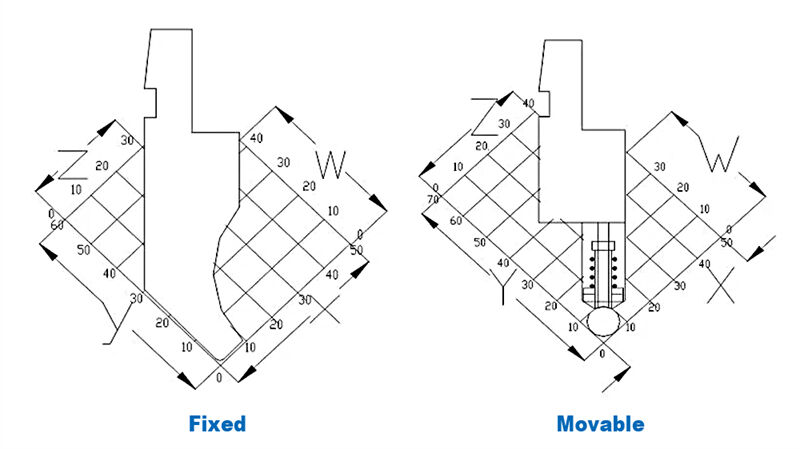
(3) Tipos e características de procesamento dos cortadores de arco
Os cortadores de arco divídense en tipos fijos e móviles. Os cortadores de arco cumpren diferentes condicións de procesamento de flexión de arcos substituíndo barras redondas. Cando a dimensión X dun cortador de arco fixo é >10MM, o seu efecto de evitación é o mesmo que o dun cortador curvo pequeno. O estándar xeral de selección para o V-groove do morro inferior é o diámetro do arco máis dous espesores de chapa.
(4) Tipos e características de procesamento de ferramentas especiais
As ferramentas especiais da doblegadora inclúen morros de redución, morros de alisado e algúns morros superiores de doblexión de forma especial.
a: Os morros de redución existentes divídense en dous tipos: 415mm e 835mm. As especificacións de tamaño das formas segmentadas son consistentes coas especificacións da segmentación da ferramenta. A forma de doblexión das especificacións do diagrama de formación forma-se. Pero cando o espesor da chapa é máis grosa, como T=2.0, considerando a severa indentación e as limitacións propias do molde, será difícil formar.

b: O molde superior do molde de achatamento é un molde plano, e o molde inferior pode ser substituído por un molde inferior de dobre común, pero evítase a ranura en V. Empregaese principalmente en métodos de procesamento como o achatamento da beira morta e o fixado de rebites ou parafusos.
2. Molde inferior de dobre
O molde inferior da doblegadora inclúe molde inferior de dobre, molde inferior de inserción, molde inferior de achatamento, etc.
(1) Molde inferior de dobre
A selección do molde inferior de dobre da doblegadora basease principalmente na espesura da chapa do produto procesado. Actualmente, o estándar de selección do molde inferior da Compañía Yixin é 6T, que se emprega como referencia para as operacións no local, salvo que haxa circunstancias especiais. Cando se require un procesamento con gran V ou pequena ranura en V debido a restricións de procesamento, é necesario axustar o coeficiente de dobre.
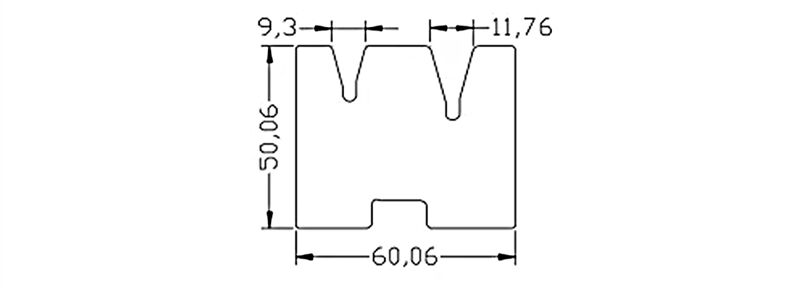
Análise do molde: A figura amosa un tipo de contramolde inferior. Os tipos de ranuras en V inclúen principalmente 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V e algúns ferramentas especiais de dobre con gran ranura en V. Este tipo de contramolde inferior de dobre dividease principalmente en 46 alto e 26 alto segundo a altura.
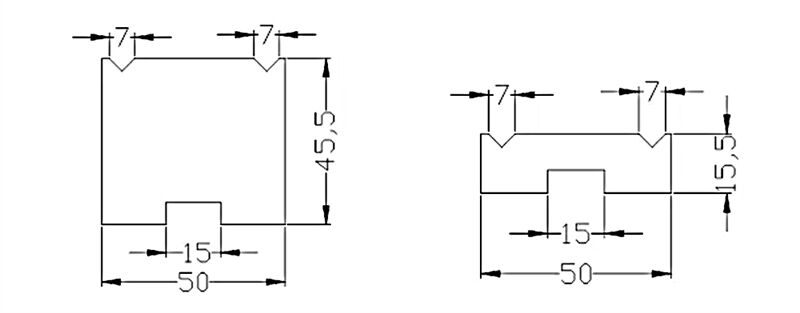
(2) Contramolde inferior de profundidade de inserción
Análise do molde: A figura amosa un dos contramoldes inferiores de profundidade de inserción. Os tipos de ranuras en V inclúen principalmente 4V, 6V, 8V, 12 e algúns contramoldes inferiores especiais de profundidade de inserción. É adecuado para dobrar e inserir calquera ángulo entre 30-180 graos.