















































Unha Guía Práctica para o Funcionamento da Dobradora E21
Unha Guía Práctica para o Funcionamento da Dobradora E21
Para operar a dobradora E21, comece introducindo os parámetros de dobrado requiridos no sistema de control. Unha vez que o material estea correctamente colocado e asegurado, pode iniciar o ciclo de dobrado, ceñíndose a todos os protocolos estándar de seguridade. Para obter resultados consistentes e dunha alta calidade, é esencial levar a cabo mantemento rutineiro e inspeccións regulares das ferramentas.
Para unha descrición detallada paso a paso de todo o proceso, avance ao manual operativo completo que aparece abaixo.

Sistema E21: Unha introdución
O E21 é un sistema de control especializado deseñado especificamente para máquinas de dobrado. Ofrece un equilibrio optimo entre rendemento e eficiencia de custo, reducindo significativamente os custos xerais da máquina mentres mantén a precisión dentro dos estándares industriais requiridos.
As características principais do sistema E21 inclúen:
A pantalla LCD de alta definición admite chino e inglés bilingües, e amosa os parámetros de programación nunha soa páxina, facendo que a programación sexa máis rápida e cómoda.
O posicionamento intelixente dos eixes X e Y permite o axuste manual, eliminando a necesidade de dispositivos mecánicos de posicionamento operados á man.
As funcións integradas de temporización de mantemento de presión e retraso na descarga facilitan a operación e reducen os custos.
función de copia de seguridade e recuperación de parámetros cun só clic, que pode restaurar os parámetros en calquera momento segundo se precise, reducindo os custos de mantemento. Admite programación multinivel para mellorar a eficiencia produtiva e a precisión de procesamento.
Todos os botóns do panel son microinterruptores e foron rigorosamente probados para EMC, alta e baixa temperatura, vibración, etc. para garantir a estabilidade e vida útil do produto.
A certificación CE apoia os mercados internacionais.
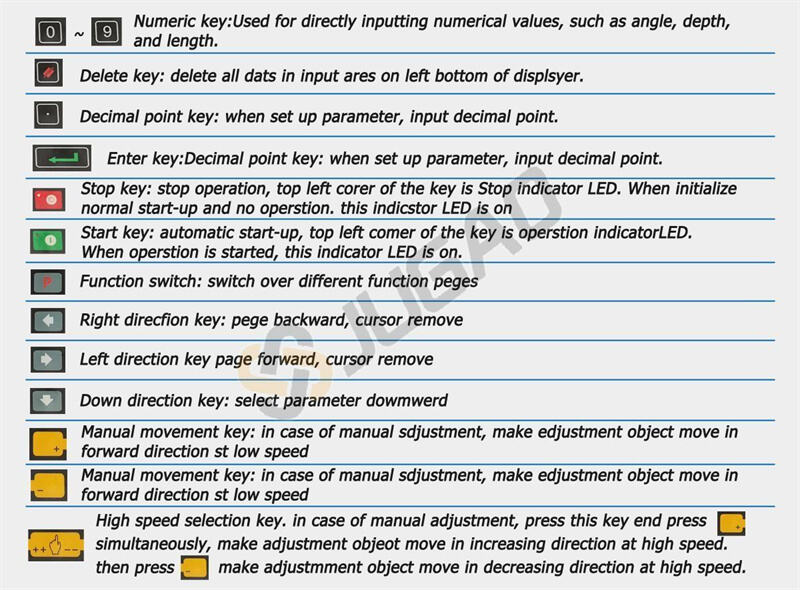
As funcións das teclas do panel descríbense na táboa.
Interface única
O controlador E21 adopta unha pantalla LCD de matriz de puntos 160*160. A área de visualización móstrase abaixo.

Barra de título: mostra información relevante da páxina actual, como o seu nome, etc.
Área de visualización de parámetros: mostra o nome do parámetro, valor do parámetro e información do sistema.
Barra de estado: área de visualización da información de entrada e mensaxes de aviso, etc.
As abreviaturas desta páxina son as que se mostran na táboa.
X: A posición actual do fondo
Y: A posición actual do control deslizante
XP: A posición desexada do contrafondo
YP: A posición desexada do control deslizante
DX: Distancia de retracción do contrafondo
HT: Retardo de suxeición
DLY: Retardo de retracción
PP: Peza predefinida
CP: Peza actual
Programación paso a paso
O E21 ten dous métodos de programación, que son a programación paso a paso e a programación multipaso. Os usuarios poden configurar a programación segundo as súas necesidades reais.
A programación paso a paso emprégase xeralmente para o proxecto dun só paso para rematar o mecanizado da peza. Cando se encende o controlador, entra automaticamente na páxina dun programa paso a paso.
Pasos de operación
Paso 1 Despois de arrincar, o dispositivo entrará automaticamente na páxina de configuración do programa dun só paso.
Paso 2 Prema para seleccionar o parámetro que necesita ser configurado, prema a tecla numérica para introducir o valor do programa, prema para completar a entrada.
Paso 3 Prema e o sistema executarase segundo este programa.
Programación en múltiples pasos
O programa multipaso úsase para procesar unha soa peza con diferentes pasos de procesamento, permitindo a execución consecutiva de múltiples pasos e mellorando a eficiencia do procesamento.
Pasos de operación
Paso 1 Encenda, o dispositivo amosa automaticamente a páxina de parámetros dun só paso.
Paso 2 Prema para cambiar á páxina de xestión de programas, cambie á páxina de xestión de programas.
Paso 3 Prema para seleccionar o número de serie do programa, ou introduza directamente o número de programa, por exemplo, introduza “1”.
Paso 4 Prema para entrar na páxina de configuración do programa multipaso.
Paso 5 Prema para seleccionar o parámetro de programación multipaso que require configuración, introduza o valor de configuración, prema e a configuración terá efecto.
Paso 6 Unha vez rematada a configuración, prema para entrar na páxina de configuración de parámetros do paso.
Paso 7 Prema para seleccionar o parámetro do paso que debe configurarse, introduza o valor do programa, prema e a configuración terá efecto.
Paso 8 Prema para cambiar entre pasos. Se o paso actual é o primeiro, prema para entrar na última páxina da configuración do parámetro do paso; se o paso actual é o último, prema para entrar na primeira páxina da configuración do parámetro do paso.
Paso 9 Prema, o sistema funcionará segundo este programa.
Configuración de Parámetros
Os usuarios poden configurar todos os parámetros necesarios para o funcionamento normal do sistema, incluídos os parámetros do sistema, do eixe X e do eixe Y.
Paso 1 Na páxina de xestión de programas, prema para entrar na páxina de constantes de programación. Nesta páxina, poden establecerse as constantes de programación.
Paso 2 O rango de configuración da constante de programación móstrase na Tabela
Paso 3 Introduza o contrasinal «1212», prema para entrar na páxina de ensino.
Paso 4 Configure o parámetro, o rango de configuración do parámetro móstrase na Tabela.
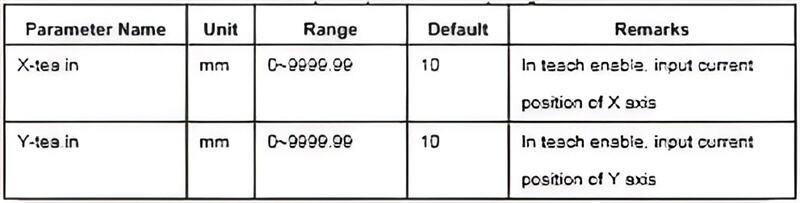
Paso 5 Prema, volva á páxina de constantes de programación.
Alarma
O dispositivo pode detectar anormalidades internas ou externas automaticamente e enviar unha alerta. A mensaxe de alerta está dispoñible na lista de alertas.
Paso 1 Na páxina de xestión de programación, prema para entrar na páxina de constantes de programación.
Paso 2 Na páxina de constantes de programación, prema para entrar na páxina de "Historial de alertas" para ver todo o historial de alertas. Os últimos 6 avisos, número de alerta e causas poden verse nesta páxina.
Avarías comúns e solución de problemas
1. O controlador non se encende / Sen pantalla
Síntomas da avaría:
A pantalla está en branco.
Non hai luces indicadoras activadas.
Causas posibles e solución de problemas:
C1: Problema coa fonte de alimentación principal.
Comprobe: Asegúrese de que o interruptor principal de desconexión da máquina está ACTIVADO.
Comprobe: Verifique que o cable principal de corrente está conectado e que a tensión é a correcta.
C2: Porta da Máquina/Protector de Seguridade Aberta.
Comprobe: Asegúrese de que todas as portas do armario eléctrico e os protectores de seguridade están pechados correctamente. Moitas máquinas teñen bloqueos de seguridade que impiden o arranque.
C3: Fusible Fundido.
Comprobe: Inspeccione os fusibles principais no armario eléctrico da máquina.
C4: Unidade de Alimentación Defectuosa.
Comprobe: A fonte de alimentación interna de corrente continua (por exemplo, 24 V CC) para o controlador podería ter fallado. Isto require un electricista cualificado.
2. Os Eixes (Y1, Y2, X, R) Non se Movén ou Amosan "Erro de Seguimento" / "Avaría do Eixe"
Síntomas da avaría:
O eixe non responde aos comandos manuais.
O controlador mostra unha mensaxe de erro sobre o eixe de accionamento ou erro de seguimento.
Un lado (Y1 ou Y2) está máis baixo/alto ca o outro (fóra de sincronización).
Causas posibles e solución de problemas:
C1: Falla do accionamento servo / Amplificador.
Comprobación: Busque un código de erro na propia unidade do accionamento servo (normalmente situada no armario eléctrico). Consulte o manual do fabricante do accionamento.
Acción: Reinxekte a falla apagando e encendendo a máquina. Se persiste, anote o código de erro para asistencia técnica.
C2: Problema co cable do codificador / realimentación.
Comprobación: Inspeccione os cables do codificador conectados á parte traseira dos motores servo en busca de danos ou conexións soltas.
C3: Obstrución mecánica.
Comprobación: Comprobe manualmente se o carro (eixe Y) ou o tope traseiro (eixe X) poden moverse libremente. Pode haber un atasco físico.
C4: Freno do motor activado.
Comprobe: O freno do motor servo (especialmente no eixe Y) pode non estar liberándose. Pode escoitar un son de zumbido procedente do motor pero sen movemento.
3. Erro "Eixe Sen Referencia" ou "Estabeleza a Referencia"
Síntomas da avaría:
A máquina non pode iniciar un ciclo.
O controlador solicita un procedemento de referencia.
Causas posibles e solución de problemas:
C1: A Máquina Apagouse.
Acción: Este é un procedemento estándar. Debe realizar a operación de "Referencia" ou "Retorno a Cero" despois de encender a máquina. Vá á pantalla manual e execute o ciclo de referencia para todos os eixes.
C2: Falla do Interruptor de Referencia / Sensor de Proximidade.
Comprobe: O sensor que detecta a posición orixe pode estar suxo, mal aliñado ou defectuoso. Isto require frecuentemente un técnico.
4. Alarma de "Sobrecarga" ou "Alta Presión"
Síntomas da avaría:
A alarma ocorre durante o ciclo de dobrado, a miúdo preto do fondo.
Causas posibles e solución de problemas:
C1: Configuración incorrecta de tonelaxe (presión).
Comprobación: A presión de dobrado programada é excesiva para o material ou a capacidade da máquina. Revise e reduza a configuración de presión no programa.
C2: Selección incorrecta do punzón.
Comprobación: Empregar un punzón en V demasiado pequeno para o groso do material require unha forza excesiva. Verifique que a abertura do punzón en V sexa a adecuada para o material (normalmente, abertura en V = 8 x Groso do material).
C3: Dobrado fóra da capacidade da máquina.
Comprobación: Pode estar intentando dobrar un material demasiado grosou ou longo para a capacidade nominal da máquina.
5. Ángulo de dobrado inconstante
Síntomas da avaría:
O ángulo de dobrado varía de peza a peza, incluso co mesmo programa.
Causas posibles e solución de problemas:
C1: Variacións no material.
Comprobación: Variacións na espesura, dureza ou dirección do grao do material poden causar variacións no ángulo. Comprobe os certificados do material.
C2: Ferramentas gastadas ou incorrectas.
Comprobe: Inspeccione o punzón e a matriz para ver se teñen desgaste ou danos. Asegúrese de que se están a usar as ferramentas correctas para o ángulo especificado.
C3: Falta de compensación de coroamento.
Acción: Se está doblando chapa longa, a bancada da máquina pode flexionarse. Use a función de "Coroamento" (manual ou automática) para compensar esta flexión. Volver a calibrar se é necesario.
C4: Sistema hidráulico inestable.
Comprobe: Un nivel baixo de aceite hidráulico, aceite suxo ou unha válvula defectuosa poden causar inestabilidade de presión. Comprobe o nivel e a temperatura do aceite.
6. O contrapunzón (X, R, Z) non alcanza a posición ou é inexacto
Síntomas da avaría:
O contrapunzón detense nunha posición incorrecta ou vibra ao deterse.
Causas posibles e solución de problemas:
C1: Obstrución mecánica ou desalineación.
Comprobe: Busque limals, suxeira ou rebarbas nas guías e parafusos do contrapunzón. Limpie e lubrique as superficies de guiado.
C2: Acoplamento Soltado ou Correa de Transmisión.
Comprobar: O acoplamento entre o motor servo e o husillo esférico, ou a correa de transmisión (se corresponde), podería estar solto.
C3: Xogo Mecánico.
Acción: Co tempo, o desgaste mecánico pode provocar xogo. O controlador adoita ter un axuste de "Compensación do Xogo" que pode ser regulado por un técnico.
Diagrama Xenérico de Resolución de Averías
1. Anotar a Mensaxe de Erro Exacta na pantalla E21.
2. Consultar o Manual do Fabricante da Máquina. Contén os códigos de erro e procedementos máis específicos.
3. Realizar un Reinicio Simple: Apagar completamente a máquina, agardar 10 segundos e volver encendela.
4. Comprobar Posibles Problemas Evidentes: Cables soltos, interruptores automáticos accionados, nivel baixo de aceite hidráulico, ruídos anormais.
5. Illar o Problema: Determinar se é un problema de control (controlador, programación), eléctrico (motor, variador, sensor) ou mecánico (eixe trabado, ferramentas desgastadas).
6. Contactar coa asistencia técnica: Se o problema non se resolve con comprobacións básicas, proporciónelles a mensaxe de erro exacta e os pasos que xa levou a cabo.
Lembre: Só persoal cualificado debe realizar reparacións eléctricas internas.

