Puttaessa putkien taivutuskoneita pois käytöstä monet ihmiset ajattelevat ensimmäiseksi mekaanista vikaa tai järjestelmän kaatumista. Tosiasiassa kuitenkin ainakin 30 % niistä pysähtymisongelmista, joita olen käsitellyt työpajassa, johtui antureista. Nämä anturit ovat yleensä hiljaisia, mutta kun ne toimivat virheellisesti, kone on kuin sokea: se pysähtyy silloin, kun sen pitäisi pysähtyä, ja pysähtyy silloin, kun sen ei pitäisi pysähtyä.
Miksi anturit aiheuttavat niin usein koneen pysähtymisen?
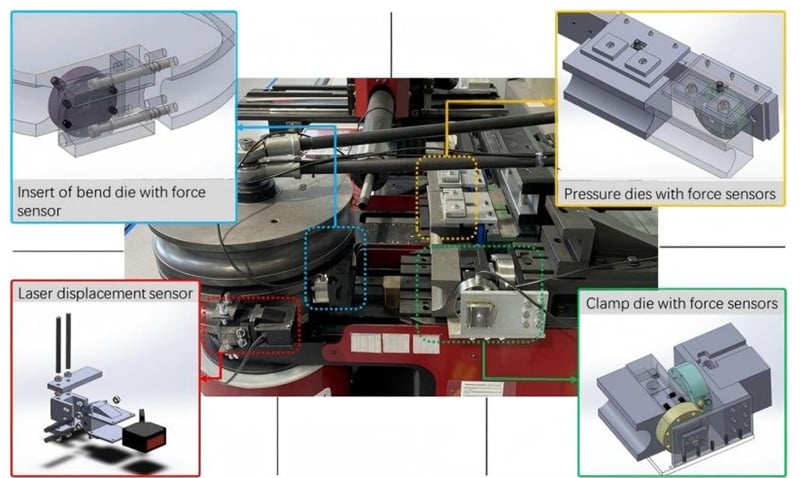
Anturit ovat putken taivutuskoneen silmiä ja hermoja – sijainti, kulma, paine, kiinnitystila ja ohjainputken sijainti perustuvat kaikki niiden reaaliaikaiseen palautteeseen. Jo pienikin signaalipoikkeama voi aiheuttaa hälytyksen, mikä johtaa silmukan sammumiseen ja koko koneen pysähtymiseen, kunnes teette puuttuvan toimenpiteen.
Vaikein puoli on se, että anturiongelmat eivät useinkaan ilmene yhtäkkiä ja täysin. Monet ovat vähituisia – signaali saattaa esimerkiksi hyppiä satunnaisesti tänään, poiketa yhä enemmän huomenna ja aiheuttaa hälytyksen päivän tai kahden päivän kuluttua. Nämä välillä esiintyvät viat ovat vaikeimpia diagnosoitavia, ja niiden korjaaminen voi kestää pidempään kuin itse koneen korjaaminen.
Mitkä anturit ovat alttiimpia ongelmille?
Sijainti- ja kulma-anturit ovat alttiimpia ongelmille. Ne ohjaavat taivutusvarren pyörimistä ja syöttösyvyyttä. Kun signaali poikkeaa, järjestelmän näyttämät arvot eivät enää vastaa todellista sijaintia, mikä saa koneen joko hälyttämään ja pysähtymään tai tuottamaan viallisia tuotteita.
Painekäyttöiset anturit myös yleensä toimivat virheellisesti. Epätarkat puristusvoiman mittaukset aiheuttavat joko sen, että kone ei pysty puristamaan putkea oikein, mikä johtaa putken liukumiseen, tai herättävät hälytyksen epänormaalista paineesta. Epävakaa taivutuspaineen takaisinkytkentäsignaali aiheuttaa vaihtelevia taivutuskulmia.
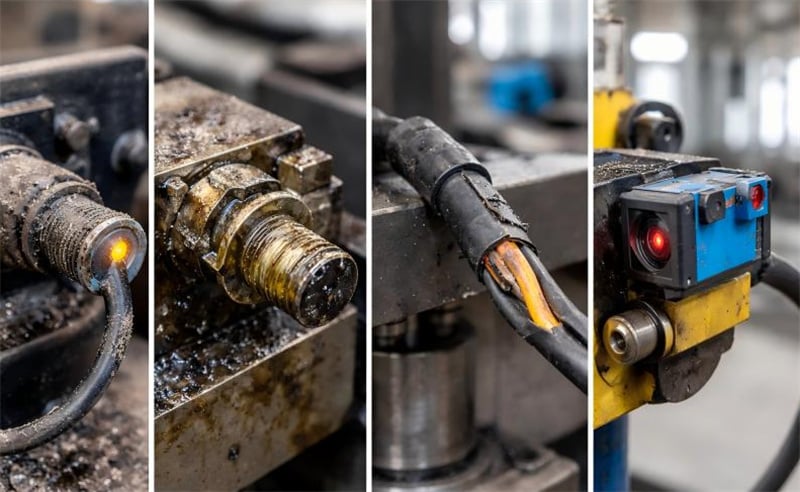
Turvallisuusanturit ja rajakytkimet – kuten valesuodattimet ja oven lukitukset – voivat aiheuttaa koneen virheellisen tulkinnan turvaoven olevan huonosti suljettu tai jonkun tulevan työalueelle, jos niiden pinnat ovat öljyisiä tai ne ovat hieman siirtyneet paikaltaan, ja kone pysähtyy välittömästi. Tällaiset virheelliset pysähtymiset ovat erityisen ärsyttäviä, koska kone itse on täysin kunnossa.
Kuinka huoltaa antureita tehokkaasti
Päivittäinen puhdistus on perustavaa laatua, mutta sitä ei saa tehdä satunnaisesti. Anturien pinnat ja liittimet on puhdistettava kovuudeltaan pehmeillä materiaaleilla. Älä käytä metalliharjaa tai karkeita kangaspaloja, sillä ne voivat naarmuttaa pintoja. Minä käytän yleensä alkoholilla kostutettua kudumatonta liinaa, jolla pyyhin huolellisesti pois öljyä ja pölyä. Tarkista myös johtojen kuluminen, löysät liittimet ja epäkohdassa olevat kiinnitysliuskat.
Asemointi- ja kulma-antureiden kiinnitysruuvit on tarkistettava säännöllisesti. Olen nähnyt useita kertoja paikan päällä, että jo pienikin ruuvin löysentyminen aiheutti anturin kulman poikkeaman alle puoli millimetriä, mikä johti täysin luotettomien takaisinkytkentäsignaalien syntyyn. Ruuvien kiristäminen ratkaisee yleensä ongelman, mutta löysentyminen on ensin havaittava.
Myös signaalin vakauden testaus on erittäin tärkeää. Monissa CNC-järjestelmissä on diagnostiikkaliitännät, jotka näyttävät anturien takaisinkytkentäarvot reaaliajassa. Tarkista nämä arvot aina, kun vaihdat muotteja. Jos jokin anturin lukema poikkeaa merkittävästi normaalista, mahdollisesti ongelma on olemassa.
Kalibrointia ei pitäisi odottaa, kunnes ongelmia ilmenee. Suosittelen kalibrointijakson määrittämistä koneen käyttöintensiteetin perusteella. Koneet, joita käytetään jatkuvasti suurissa erissä, vaativat lyhyempiä kalibrointivälejä kuin koneet, joita käytetään vain harvoin. Monet tehtaat kalibroivat koneensa vasta ongelmien ilmetessä, mutta tähän mennessä on jo liian myöhäistä.
Viikoittainen ja kuukausittainen rytmi
Käytä noin kymmenen minuuttia viikossa anturien tarkistamiseen. Kiinnitä erityistä huomiota ulkopinnalle muodostuneeseen öljykerrokseen, kaapelien kitkautumiseen liikkuvien osien kanssa sekä siihen, ovatko kiinnitysruuvit löysentyneet. Tämä aikapanostus on vähäinen, mutta se voi estää monia odottamattomia pysähdyksiä.
Tee tarkempi tarkastus ja kalibrointi joka kolmas–kuudes kuukausi tai riippuen koneen käyttöajasta. Tämä tulisi tehdä mahdollisuuksien mukaan samanaikaisesti muun koneen huollon kanssa, jolloin kaikki voidaan hoitaa yhtä aikaa.
Useita etuja antava anturien huolto:
Vähemmän vääriä hälytyksiä on selvästi näkyvin etu. Vakaa signaali antavat anturit harvoin aiheuttavat merkityksettömiä hälytyksiä, mikä varmistaa sujuvamman koneen toiminnan ja vähentää tarvetta operaattoreiden jatkuvasti nollata antureita.
Vianmääritys on nopeampaa. Jos vika ilmenee ja tiedät, että anturia on tarkastettu säännöllisesti ja sen signaali on vakaa, vianmääritys voidaan keskittää suoraan mekaanisiin tai järjestelmäkohtaisiin seikkoihin ilman, että anturin tilaa täytyy toistuvasti tarkistaa.
Taivutuslaatu on myös tasaisempaa. Anturin takaisinkytkentä vaikuttaa suoraan ohjauksen tarkkuuteen; vakaa signaali johtaa luonnollisesti tasaisempaan putkien taivutukseen. Vähemmän materiaalin hukkaantumista ja uudelleentyöstöä lisää tuotantotehokkuutta.
Lopulta anturien huolto vaatii vähän sijoitusta, mutta tuottaa merkittäviä tuloksia.
Käytä muutama minuutti joka päivä ennen käynnistystä tarkista anturin tila, suorita säännöllinen puhdistus ja tarkastus viikoittain ja korjaa mahdolliset ongelmat viipymättä. Anturiviat kertyvät usein vähitellen; varhainen havaitseminen ja korjaaminen minimoi kustannukset. Toiminnan lykkääminen siihen saakka, kun anturi antaa hälytyksen ja pysähtyy, voi johtaa hukkaan menneeseen aikaan ja katumukseen.

















































