















































در حالت تنظیمات DELEM DA-66T چه چیزهایی قابل تنظیم هستند؟
فهرست مطالب
• معرفی حالت تنظیمات سیستم کنترل
• گزینههای پارامتر
• مواد برنامهنویسی همراه با ویژگیهای آنها
• عملکردهای پشتیبانگیری/بازیابی
پشتیبانگیری محصول
بازیابی محصول
پشتیبانگیری ابزار
بازیابی ابزار
پشتیبانگیری و بازیابی جداول و تنظیمات
• پیمایش دایرکتوری
• تنظیمات برنامه
• تنظیمات مقدار پیشفرض
• تنظیمات محاسباتی
• تنظیمات تولید
• محاسبه زمان تولید
• تنظیمات زمان
• سؤالات متداول (FAQ)
• نتیجهگیری
هنگام کار با سیستم کنترل DELEM DA-66T، درک عمیق از انواع توابع قابل تنظیم موجود در حالت «تنظیمات» برای بهبود عملکرد و کارایی عملیاتی ماشین خمزن ضروری است. اگر به تنظیمات شخصیسازیشده موجود در این حالت «تنظیمات» علاقهمند هستید، این مقاله بهصورت جزئیبهجزئی موارد اصلی تنظیم را توضیح داده و به شما کمک میکند تا پارامترهای ماشین خمزن را بهدرستی بهینهسازی کرده و حداکثر کارایی تولیدی را بهدست آورید.
معرفی حالت «تنظیمات» سیستم کنترل
لمس دکمهٔ «تنظیمات» در نوار پیمایش، سیستم کنترل را به حالت «تنظیمات» منتقل میکند. تمام توابع موجود در این حالت بهصورت منطقی در زبانههای مختلف دستهبندی شدهاند و تنظیمات خاص هر زبانه در ادامه بهصورت جداگانه توضیح داده خواهد شد.
حالت تنظیمات DELEM DA-66T بهعنوان یک مرکز کنترل جامع عمل میکند و امکان پیکربندی انعطافپذیر پارامترهای مختلف ماشین را برای تطبیق با نیازهای عملیاتی متنوع فراهم میسازد، در حالی که دقت خمکاری همواره در سطح ایدهآل حفظ میشود. این ماژول عملکردی اصلی است که ثبات تولید را تضمین میکند.
گزینههای پارامتر
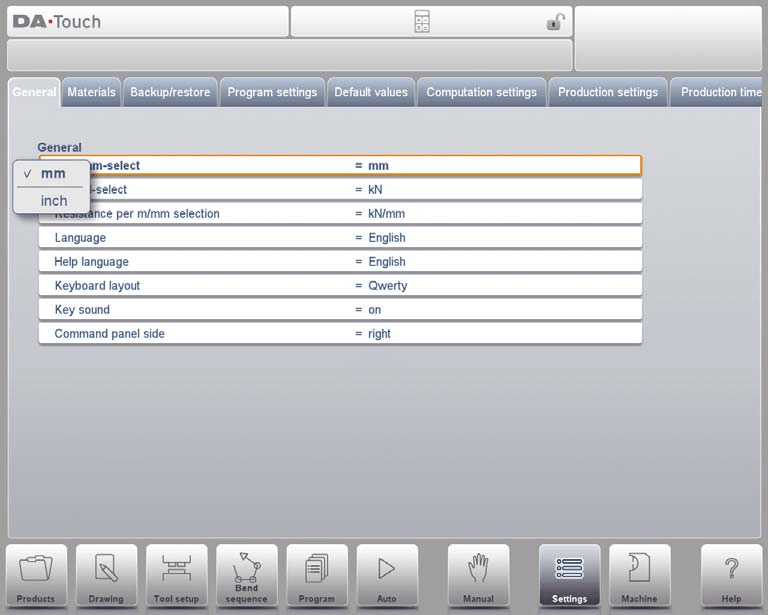
پس از انتخاب زبانه مورد نیاز، روی پارامتری که قصد ویرایش آن را دارید کلیک کنید تا تغییرات لازم اعمال شود. اگر پارامتر از نوع عددی یا حروفواعدادی باشد، سیستم بهطور خودکار صفحهکلیدی را برای وارد کردن مقدار مورد نظر نمایش میدهد. گزینههای قابل تنظیم دقیق عبارتند از:
• انتخاب اینچ/میلیمتر: تغییر آسان بین سیستمهای اندازهگیری برای تطبیق با نیازهای پروژه.
• انتخاب تن/کیلونیوتون: انتخاب واحد اندازهگیری نیروی مناسب با مشخصات عملیاتی بهمنظور اطمینان از دقت دادهها.
• انتخاب مقاومت به ازای هر متر/میلیمتر: سفارشیسازی پارامترهای مقاومت متناسب با ویژگیهای مواد پردازشی و نیازهای فرآیندی.
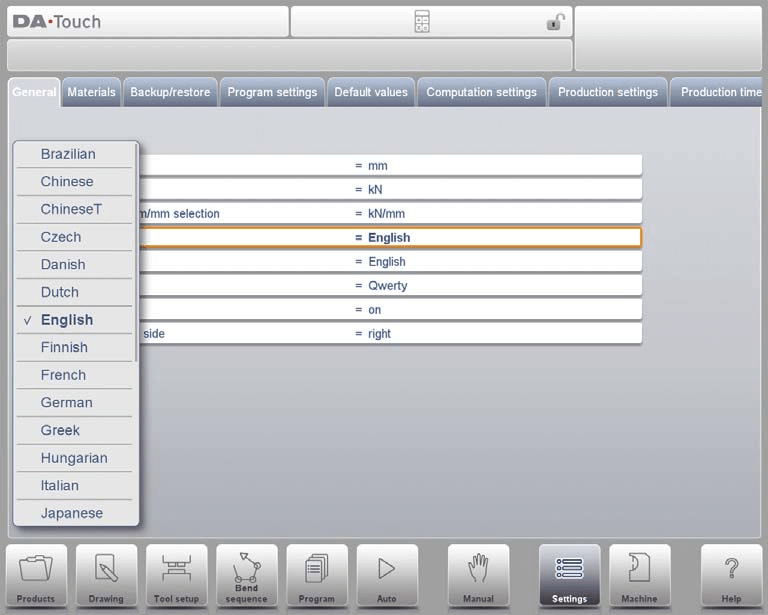
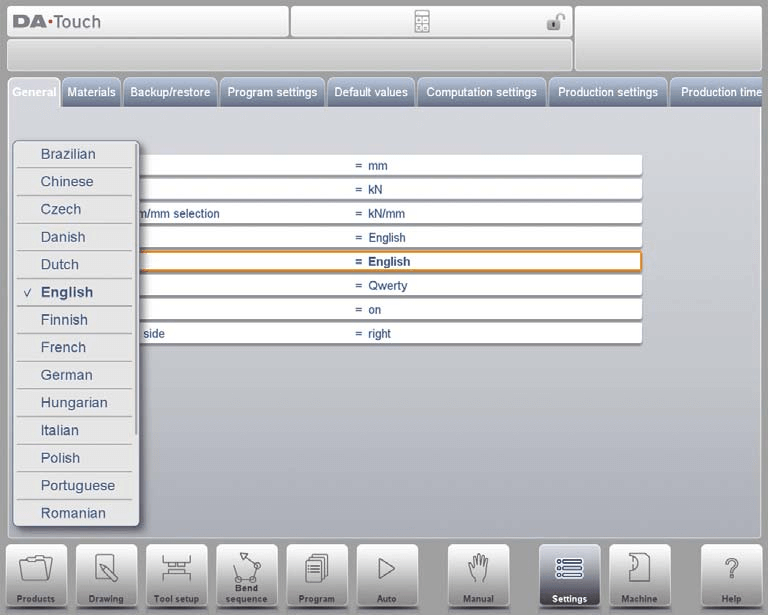
• زبان: زبان مورد نظر برای رابط عملیاتی را انتخاب کنید تا راحتی استفاده از سیستم افزایش یابد.
• زبان راهنمایی: زبان نمایش مستندات راهنما را تنظیم کنید تا همکاری تیمهای بینالمللی پشتیبانی شود.
• چیدمان صفحهکلید: چیدمان صفحهکلید را شخصیسازی کنید تا با عادات عملیاتی شما هماهنگ باشد و کارایی ورودی را بهبود بخشد.
• صدای کلیدها: فعال یا غیرفعال کردن صدای کلیدها برای ارائه بازخورد شنوایی در حین انجام عملیات.
• سمت پنل دستورات: تنظیمات نمایش را تنظیم کنید تا دسترسی به پنل کنترل بهینهسازی شود.
مواد برنامهریزیشده با ویژگیهای آنها
در این زبانه، مواد و ویژگیهای مربوط به آنها قابل برنامهریزی هستند. میتوانید مواد موجود را ویرایش کنید، مواد جدیدی اضافه نمایید یا مواد اضافی را حذف کنید. سیستم کنترل میتواند پارامترهای حداکثر ۹۹ ماده را از پیش تنظیم کند.
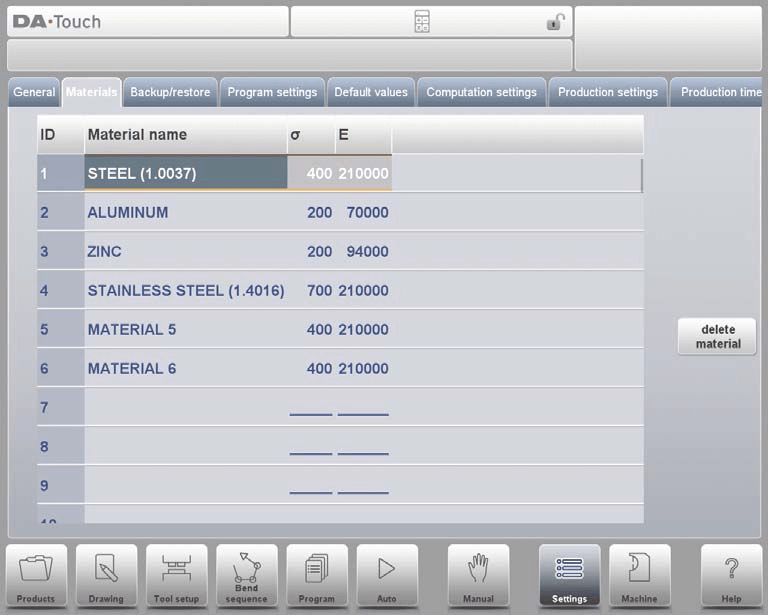
هر ماده شامل سه ویژگی اصلی است که میتوانید آنها را مشاهده و ویرایش کنید:
• نام ماده: نوع ماده را بهوضوح شناسایی کنید تا برچسبی روشن برای جریان پردازش فراهم شود.
• استحکام کششی: مقادیر دقیق استحکام کششی را وارد کنید؛ این پارامترها از جمله عوامل کلیدی برای اطمینان از دقت عملیات خمکردن هستند.
• مدول الاستیسیته (مدول E): مدول الاستیسیته ماده را مشخص کنید تا اطمینان حاصل شود که نحوه پردازش ماده توسط دستگاه با نیازمندیهای خواص فیزیکی آن سازگان دارد.
مواد در ابتدا بر اساس شماره ماده (شناسه) مرتبسازی شدهاند. با کلیک روی سرستون هر ستون، میتوانید لیست را بر اساس هر ویژگی دلخواه بهصورت صعودی یا نزولی مرتبسازی کنید. برای ویرایش یک ماده موجود، کافی است ماده مورد نظر را انتخاب کرده و پارامترهای آن را مستقیماً ویرایش کنید؛ برای حذف یک ماده، سطر مربوطه را انتخاب کرده و از قابلیت «حذف ماده» استفاده کنید؛ و برای افزودن یک ماده جدید، یک سطر خالی را انتخاب کرده و پارامترهای ویژگیهای مربوطه را وارد کنید تا برنامهریزی تکمیل شود.
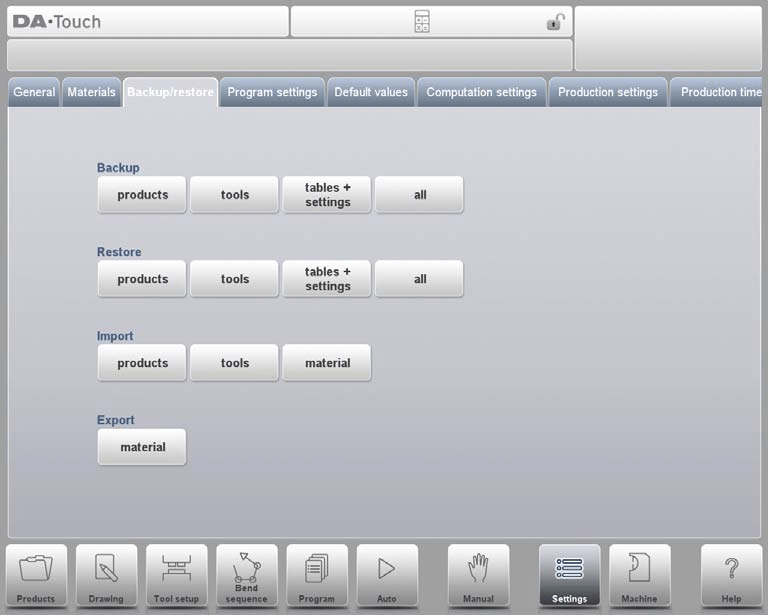
عملکردهای پشتیبانگیری/بازیابی
حالت تنظیمات DELEM DA-66T امکانات جامعی برای پشتیبانگیری و بازیابی فراهم میکند و از پشتیبانگیری و بازیابی دادههای محصول، ابزار، تنظیمات و جداول پشتیبانی میکند. همچنین این حالت سازگار با وارد کردن دادههای محصول و ابزار از مدلهای کنترل قدیمیتر است.
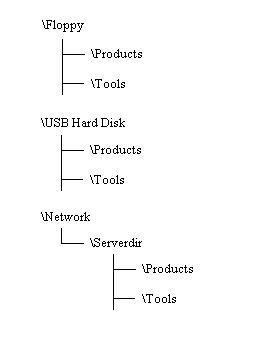
فرآیندهای پشتیبانگیری و بازیابی ابزارها و محصولات یکسان بوده و برای تمام رسانههای پشتیبانگیری (مانند ذخیرهسازی شبکهای، درایوهای فلش USB و غیره) قابل اعمال هستند. دایرکتوری پشتیبانگیری از یک دستگاه ذخیرهسازی (مانند درایو فلش USB یا شبکه) و یک پوشهٔ خاص تشکیل شده است. شما میتوانید بهصورت انعطافپذیری بر اساس دستگاههای متصل، گزینههای مناسب را انتخاب کنید. در صورت لزوم، میتوانید پوشهٔ مقصد را ایجاد یا مشخص کنید و مسیرهای ذخیرهسازی پشتیبان برای محصولات و ابزارها را بهصورت جداگانه تنظیم نمایید.
پشتیبانگیری محصول
برای شروع فرآیند پشتیبانگیری از برنامهٔ محصولات، گزینهٔ «محصولات» را از منوی اصلی «پشتیبانگیری» انتخاب کنید.

پس از تنظیم دایرکتوری اولیهٔ پشتیبانگیری، وارد رابط پشتیبانگیری از محصولات خواهید شد. عملکردهای اصلی آن به شرح زیر است:
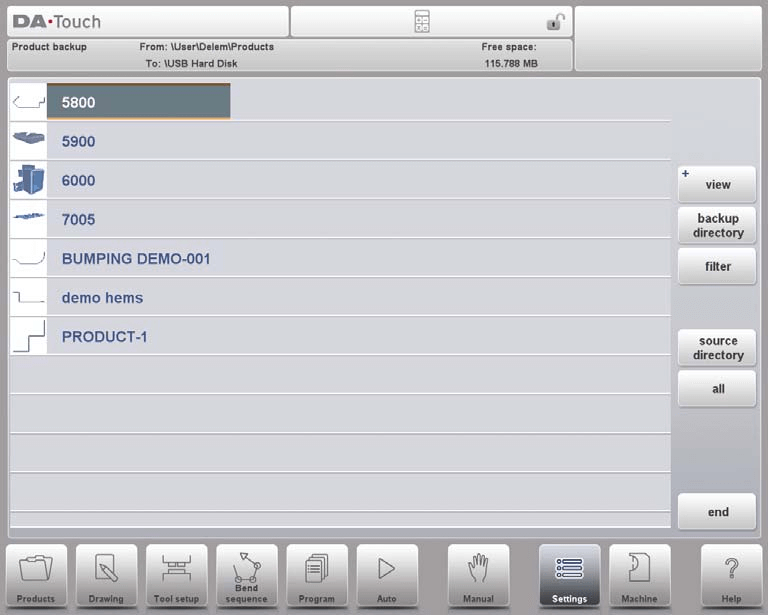
• نمایش مکان فعلی: مسیر فایل منبع فعلی و مسیر مقصد پشتیبانگیری در بالای رابط بهوضوح نمایش داده میشوند.
• پشتیبانگیری از تکمحصول: روی گزینهی محصول هدف کلیک کنید تا سیستم نشانگر پشتیبانگیری را برای تأیید عملیات نمایش دهد؛ اگر فایلی با همین نام در مسیر پشتیبانگیری وجود داشته باشد، پیامی ظاهر میشود که از شما میپرسد آیا مایل به جایگزینی آن هستید.
• پشتیبانگیری دستهجمعی از تمام محصولات: با انتخاب گزینهی «همه» میتوانید با یک کلیک، پشتیبانگیری دستهجمعی از تمام محصولات را انجام دهید.
• تغییر دایرکتوری: مسیر فایل منبع که محصول در آن قرار دارد را از طریق «دایرکتوری منبع» تنظیم کنید و محل ذخیرهسازی فایل پشتیبان را از طریق «دایرکتوری پشتیبان» انتخاب نمایید تا بهراحتی بتوانید به پوشهی هدف منتقل شوید.
بازیابی محصول
گزینهی «محصولات» را از منوی اصلی «بازیابی» انتخاب کنید.

پس از تنظیم اولیهی دایرکتوری بازیابی، وارد رابط بازیابی محصول خواهید شد. فرآیند انجام عملیات بهشرح زیر است:
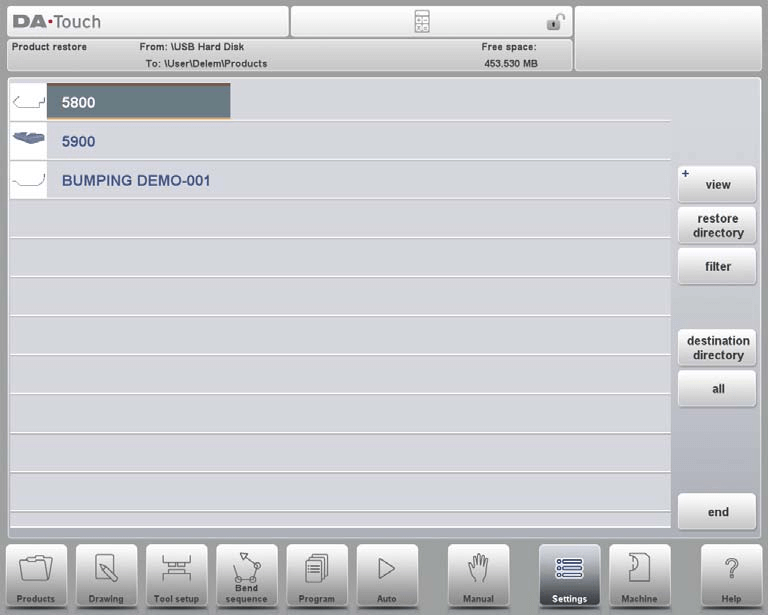
• مشاهده و انتخاب محصول: مطابق با منطق عملکرد حالت محصول، میتوانید بهراحتی محصولات موجود در پوشه انتخابشده را مرور کرده و فایلهای مورد نیاز برای بازیابی را انتخاب کنید. مسیر منبع فعلی و مسیر مقصد بازیابی در بالای رابط نمایش داده میشوند.
• تأیید بازیابی: روی محصول مورد نظر برای بازیابی کلیک کنید. اگر فایلی با همین نام در مسیر مقصد وجود داشته باشد، سیستم پیامی نمایش میدهد تا تأیید کنید آیا قصد جایگزینی آن را دارید یا خیر.
• تنظیم پوشه: مسیر منبع فایلهای قابل بازیابی را از طریق «پوشه بازیابی» واقع در بخش تنظیمات تغییر دهید و مکان ذخیرهسازی پس از بازیابی فایل را از طریق «پوشه مقصد» مشخص کنید.
بهطور خلاصه، حالت تنظیمات DELEM DA-66T ابزارهایی کارآمد و کاربرپسند برای مدیریت و بازیابی دادههای محصول فراهم میکند و امنیت دادههای تولیدی را تضمین مینماید.
پشتیبانگیری ابزار
گزینهٔ «ابزارها» را از منوی اصلی «پشتیبانگیری» انتخاب کنید.
پس از تنظیم پوشهٔ اولیهٔ پشتیبانگیری، وارد رابط پشتیبانگیری ابزار میشوید. این قابلیت امکان پشتیبانگیری از ابزارهای موجود در سیستم کنترل (از جمله پانچها، قالبها یا پارامترهای شکل ماشین) را فراهم میکند و فرآیند انجام آن با فرآیند پشتیبانگیری محصول یکسان است.

بازیابی ابزار
فرآیند اجرای بازیابی ابزار دقیقاً مشابه فرآیند بازیابی محصول است و از همان منطق تنظیم پوشه، انتخاب فایل و تأیید پیروی میکند تا بازیابی سریع دادههای ابزار تضمین شود.
پشتیبانگیری و بازیابی جداول و تنظیمات
از طریق زبانهٔ «پشتیبانگیری/بازیابی» میتوانید تنظیمات خاص کاربر و دادههای جداول را مدیریت کنید؛ منطق انجام عملیات در اینجا نیز مشابه منطق پشتیبانگیری/بازیابی محصولات و ابزارهاست. در این میان، قابلیت «همه» بهصورت خودکار مجموعهٔ کاملی از عملیات پشتیبانگیری یا بازیابی را برای محصولات، ابزارها، جداول و تنظیمات و بهترتیب انجام میدهد و این امر فرآیند مدیریت دادههای گروهی را سادهتر میکند.
ناوبری دایرکتوری
هنگام استفاده از قابلیت «دایرکتوری پشتیبانگیری»، سیستم فهرستی از دایرکتوریهای پشتیبانگیری موجود را نمایش میدهد. در رابط ناوبری دایرکتوری، عملیات زیر قابل انجام است:
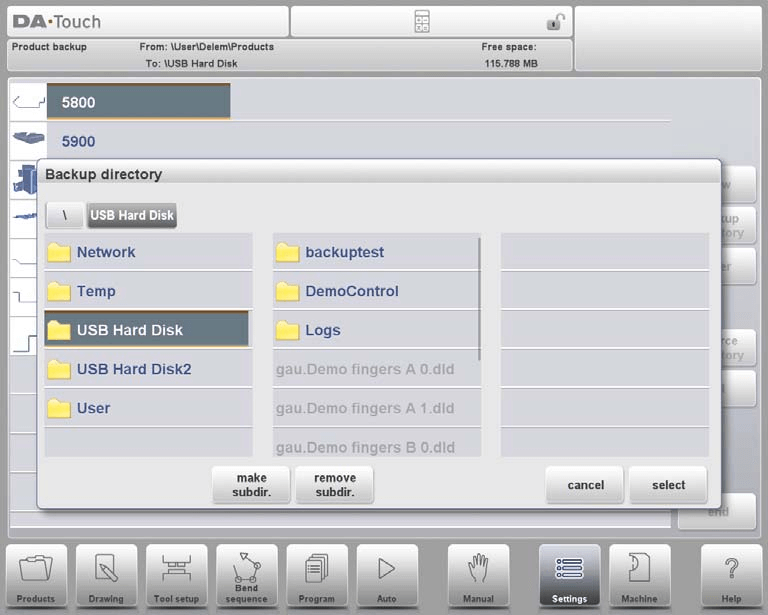
• ناوبری سلسلهمراتبی: با کلیک روی آیکون نقطه، زیرشاخهها باز میشوند و با انتخاب گزینهٔ «والد» به دایرکتوری سطح بالاتر بازمیگردید؛ برای تأیید دایرکتوری فعلی، روی «انتخاب» کلیک کنید.
• تغییر دستگاه: با کلیک مداوم روی «والد» تا رسیدن به دایرکتوری ریشه، میتوانید دستگاههای ذخیرهسازی دیگر و زیرشاخههای مربوطه را انتخاب کنید؛ برای دستگاههای متصل به شبکه، ابتدا باید «شبکه» را انتخاب کنید، سپس حجم شبکهٔ مورد نظر را انتخاب نمایید؛ منطق عملیات در این حالت مشابه منطق عملیات برای سایر دستگاههاست.
• مدیریت دایرکتوری: با استفاده از گزینهٔ «ایجاد زیرشاخه» میتوانید پوشهٔ جدیدی ایجاد کنید و با گزینهٔ «حذف زیرشاخه» پوشههای اضافی را حذف نمایید؛ برای ورود به یک زیرشاخه، روی نام آن کلیک کنید و در نهایت دایرکتوری هدف را با انتخاب «انتخاب» تأیید نمایید.
تنظیمات برنامه
تنظیم منطقی پارامترهای مختلف در «تنظیمات برنامه» میتواند دقت خمکردن را بهطور قابلتوجهی افزایش دهد. گزینههای قابل تنظیم خاص عبارتند از:
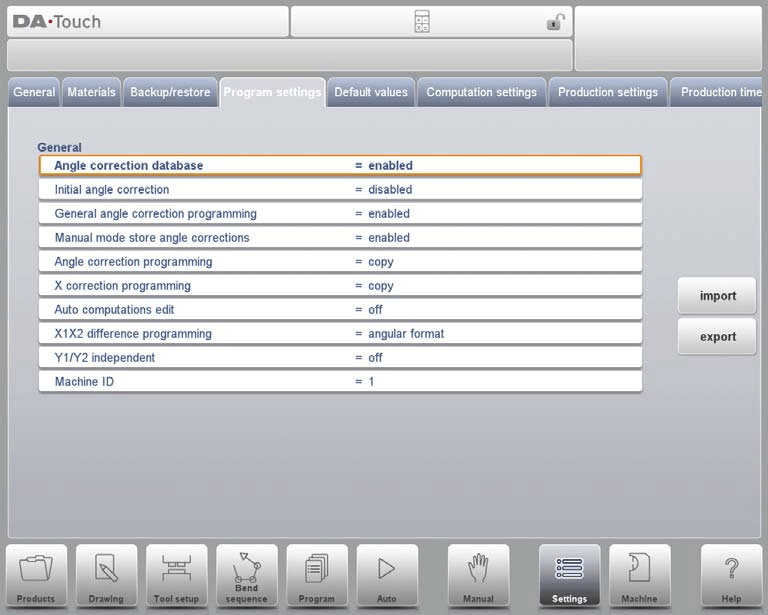
• پایگاهداده اصلاح زاویه: پس از فعالسازی، میتوان پایگاهدادهای اختصاصی برای اصلاح زاویه ایجاد کرد تا دقت خمکردن بهصورت مداوم بهینهسازی شود.
• اصلاح اولیه زاویه: پارامترهای اصلاح اولیه زاویه را مطابق نیازهای پروژه تنظیم کنید.
غیرفعال: امکان برنامهریزی اصلاح اولیه زاویه وجود ندارد.
فعال: اصلاح اولیه زاویه در تمام مرورهای اصلاح قابل برنامهریزی است.
• برنامهریزی اصلاح عمومی زاویه: پارامترهای اصلاح جهانی زاویه را سفارشیسازی کنید تا ثبات عملیاتی تضمین شود.
غیرفعال: هیچ عملکرد اصلاح عمومی زاویهای وجود ندارد.
فعال: فقط G-corr. α1 (تنظیم پیشفرض).
α1 و α2: امکان اصلاح دوپارامتری G-corr. α1 و G-corr. α2 را فراهم میکند.
• ذخیره اصلاحات زاویه در حالت دستی: دادههای اصلاح زاویه را در حین عملیات دستی ذخیره کنید تا در عملیات بعدی قابل استفاده باشند.
• برنامهریزی اصلاح زاویه: برنامهریزی پارامترهای دقیقشدهٔ اصلاح زاویه برای نیازهای طراحی پیچیده.
• برنامهریزی اصلاح محور X: تنظیم دقیق پارامترهای اصلاح محور X بهمنظور تضمین دقت خمکاری.
کپی: همگامسازی خودکار با CX2 هنگام ویرایش CX1 (تنظیم پیشفرض).
دلتا: حفظ تفاوت بین CX1 و CX2 هنگام ویرایش CX1.
مستقل: پارامترهای CX1 و CX2 را میتوان بهصورت مستقل ویرایش کرد.
• ویرایش محاسبات خودکار: خودکارسازی فرآیند محاسبه بهمنظور کاهش خطاهای عملیات دستی، که ممکن است بر مقادیر سایر پارامترهای مرتبط نیز تأثیر بگذارد.
• برنامهریزی تفاوت X1/X2: تعریف تفاوت مورد نیاز در برنامهریزی بین X1 و X2. اگر دستگاه دارای دو محور X مستقل (X1 و X2) باشد و گزینهٔ OP-W-X@ نصب شده باشد، مقادیر X1 و X2 را میتوان بر اساس رابطهٔ زاویهای آنها برنامهریزی کرد.
• Y1/Y2 مستقل: پیکربندی پارامترهای عملیات مستقل محور Y بهمنظور افزایش انعطافپذیری عملیاتی
خاموش: حالت برنامهریزی محور Y تکی (تنظیم پیشفرض).
روشن: پارامترهای Y1 و Y2 را میتوان بهصورت مستقل برنامهریزی کرد.
• شناسه دستگاه: مقدار پیشفرض آن ۱ است که میتوان آن را بر اساس پیکربندی واقعی تجهیزات تنظیم کرد.
تنظیمات مقدار پیشفرض
تنظیمات مقدار پیشفرض اطمینان حاصل میکند که دستگاه پس از روشنشدن بتواند بهسرعت وارد وضعیت عملیاتی شود و نیاز به تنظیمات دستی مکرر را کاهش دهد. پارامترهای قابل پیکربندی خاص عبارتند از:
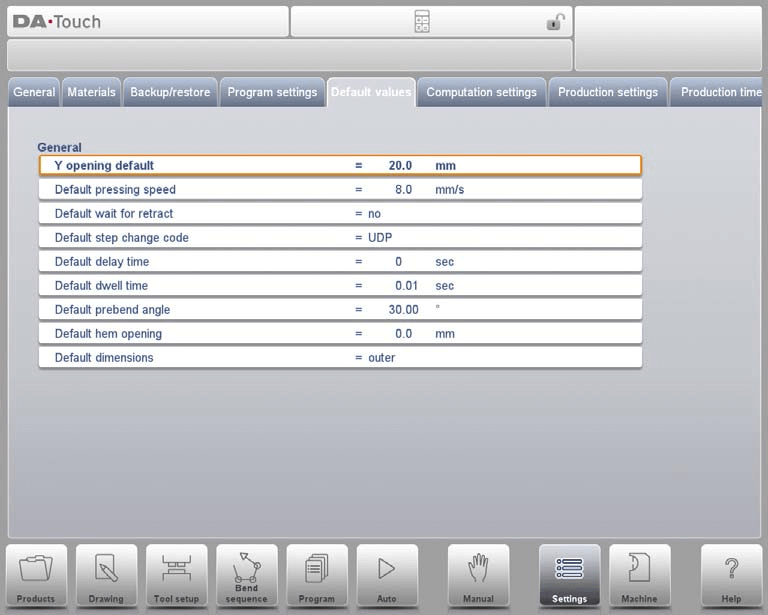
۱. بازشدگی پیشفرض محور Y: اندازه بازشدگی محور Y را در زمان اولیهسازی برنامه تنظیم میکند.
۲. سرعت فشردن پیشفرض: سرعت اولیه فشردن را برای برنامههای جدید پیشتنظیم میکند.
۳. انتظار برای بازگشت پیشفرض: وضعیت اولیه پارامتر «انتظار برای بازگشت» را پیکربندی میکند که بر منطق عملیاتی برنامه خمکاری تأثیر میگذارد. تنظیم پیشفرض «بله» است.
۴. کد تغییر مرحله پیشفرض: کد اولیه برای تغییر مراحل در برنامه خمکاری را تنظیم میکند که بهطور پیشفرض از «UDP» استفاده میشود.
۵. زمان تأخیر پیشفرض: تنظیم زمان انتظار محور X در طول تغییرات گامبهگام. مقدار پیشفرض برابر با صفر است و میتوان آن را بر اساس نیازهای پردازش مواد افزایش داد.
۶. زمان اقامت پیشفرض: پیشتنظیم زمان اولیه اقامت در طول فرآیند خمکردن.
۷. زاویه پیشخمکردن پیشفرض: تعریف زاویه اولیه پیشخمکردن برای محصولات گرافیکی.
۸. بازشدگی لبهپوششی پیشفرض: تنظیم فاصله اولیه بازشدگی برای موقعیتیابی تیر در عملیات لبهپوششی. مقدار پیشفرض ۰٫۰۰ میلیمتر است (یعنی فاصلهای بین لبهها وجود ندارد).
۹. ابعاد پیشفرض: پیشتنظیم مرجع ابعاد (ابعاد خارجی یا ابعاد داخلی) در نقشه محصول گرافیکی، که بهطور مستقیم بر منطق محاسبه پارامتر «ابعاد (D1)» تأثیر میگذارد.
با تنظیم پارامترهای پیشفرض فوق، پیکربندی راهاندازی ماشین را میتوان مطابق با نیازهای تولیدی خاص سفارشیسازی کرد تا کارایی عملیاتی افزایش یابد.
تنظیمات محاسباتی
در حالت تنظیمات DELEM DA-66T، پارامترهای زیر قابل تنظیم هستند تا منطق محاسبه مربوط به اجازه خمشدن (Bend Allowance) اصلاح شود و دقت خمکاری بیشتر تضمین گردد:
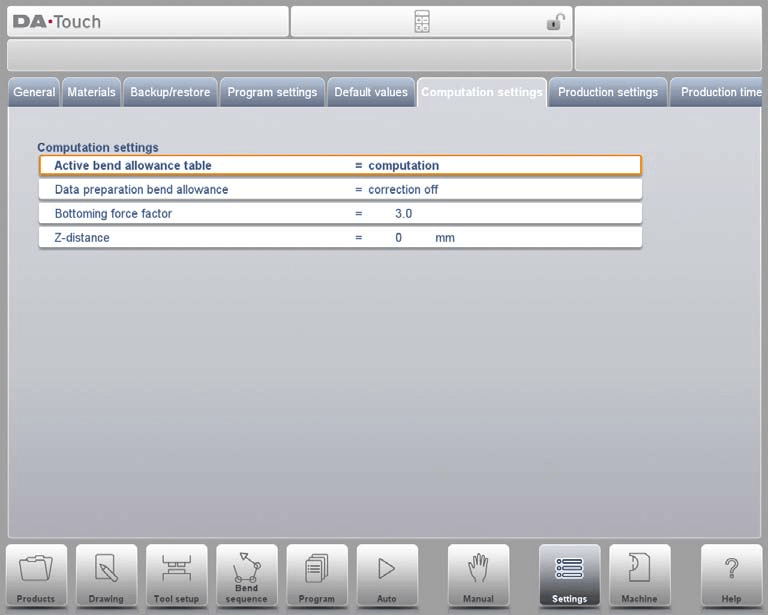
جدول فعال اجازه خمشدن (Bend Allowance)
• حالت محاسبه: از فرمول استاندارد سیستم کنترل برای محاسبه خودکار اجازه خمشدن استفاده میشود.
• حالت جدول: اگر جدول اجازه خمشدنی وارد شده باشد، اصلاحات بر اساس مقادیر از پیش تعیینشده امکانپذیر است.
اصلاح اجازه خمشدن (Bend-Allowance Correction)
• غیرفعالسازی اصلاح: در برنامهنویسی عددی هیچ اجازه خمشدنی اضافه نمیشود.
• فعالسازی اصلاح: اجازه خمشدن در محاسبات انجامشده در حین برنامهنویسی محصول (در حالت Program Mode) لحاظ خواهد شد. سیستم بهصورت خودکار پارامترهای اصلاح محور را محاسبه و ذخیره میکند که این پارامترها را میتوان در حالت تولید (Production Mode) یا حالت خودکار (Auto Mode) مشاهده و تنظیم کرد.
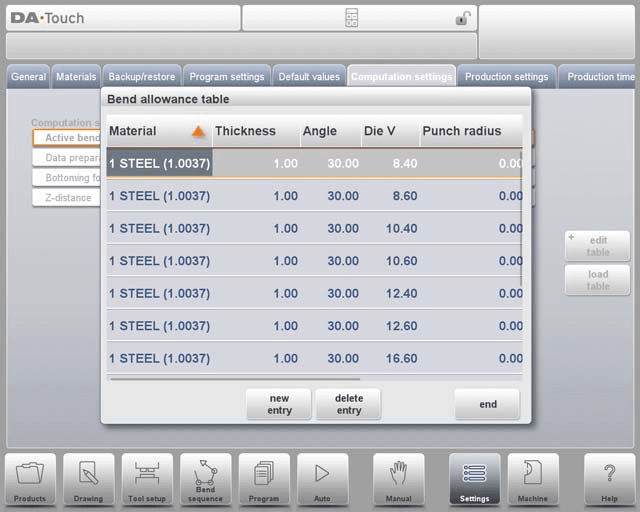
در رابط تنظیمات محاسبه، پارامترهای مختلف را میتوان بهصورت جدولی تنظیم کرد: فیلد مقصد را انتخاب کنید، مقدار جدید را وارد نمایید و کلید Enter را فشار دهید تا ویرایش انجام شود. توجه داشته باشید که این جدول تنها پس از بارگذاری آن در سیستم کنترل قابل ویرایش است و در حال حاضر امکان ایجاد جداول جدید از طریق این منو وجود ندارد.
برای بارگذاری یک جدول موجود ضریب خمزنی، میتوانید از طریق عملکرد «بارگذاری جدول» به مسیر فایل مقصد بروید. برای توضیحات دقیقتر دربارهٔ جدول ضریب خمزنی، به راهنمای رسمی شرکت DELEM مراجعه کنید.
پارامترهای اصلی قابل تنظیم
۱. ضریب نیروی تراکم (Bottoming Force Factor): ضریبی که نیروی مورد نیاز برای خمزنی هوایی (Air Bending) را برای دستیابی به نیروی هدف تراکم تنظیم میکند.
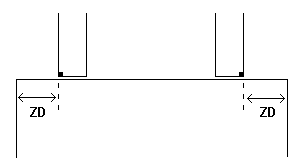
۲. فاصلهٔ Z: فاصلهٔ بین لبهٔ انگشتی (Finger) و گوشهٔ ورق را تعیین میکند. در صورت وجود محور Z خودکار، سیستم بهطور خودکار موقعیت انگشتی را بر اساس مکان انتهای ورق محاسبه میکند.
تنظیمات تولید
در حالت تنظیمات DELEM DA-66T، اپراتورها میتوانند بهصورت انعطافپذیر پارامترهای زیر را برای بهینهسازی فرآیند خمکاری و تعادل بین کارایی و ایمنی تنظیم کنند:
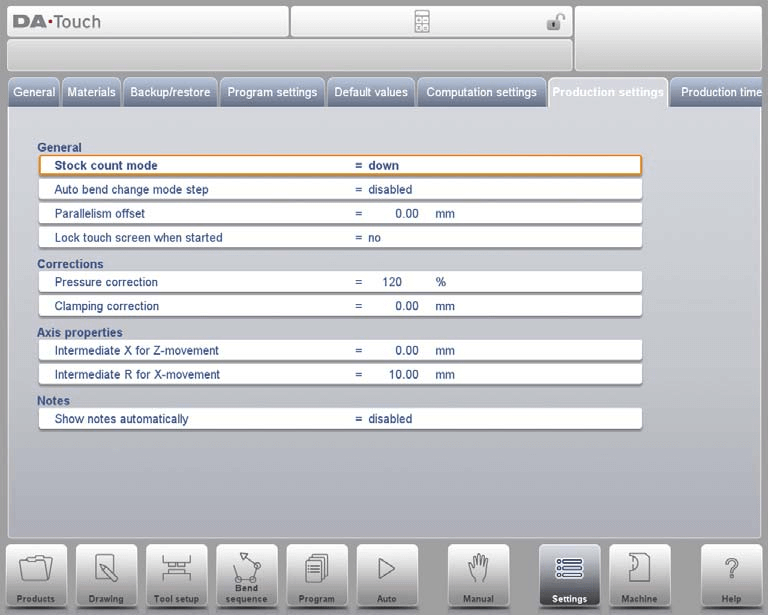
۱. حالت شمارش مواد اولیه: تنظیم جهت شمارش توسط شمارنده مواد اولیه (افزایشی یا کاهشی). شمارش کاهشی برای تکمیل سهمیههای تولیدی از پیش تعیینشده مناسب است، در حالی که شمارش افزایشی امکان نظارت بلادرنگ بر پیشرفت تولید را فراهم میکند.
۲. گام تغییر خمکاری خودکار: پس از فعالسازی حالت گام (Step Mode)، با فشار دادن دکمه شروع، سیستم بهطور خودکار مجموعه بعدی پارامترهای خمکاری را بارگذاری کرده و امکان انجام عملیات مداوم را فراهم میکند.
۳. جابجایی موازیبودن: تنظیم مقدار موازیبودن حرکت محور Y. این مقدار در ناحیهای که پایینتر از نقطه قلابگیری قرار دارد، اعمال میشود و به پارامتر Y2 اضافه میگردد تا اطمینان حاصل شود که خمکاری بهصورت موازی انجام میشود.
۴. قفلکردن صفحه لمسی در هنگام اجرای سیستم: پس از فعالسازی این گزینه، صفحه لمسی در هنگام فعالبودن کنترلر قفل میشود تا از تغییر غیرعمدی پارامترها جلوگیری شود.
۵. اصلاح فشار: تنظیم درصد فشار محاسبهشده شیر فشار برای اطمینان از اعمال دقیق فشار.
۶. اصلاح قلابگیری: کالیبرهکردن موقعیت قلابگیری تیر برای اطمینان از ثابتنگاهداشتن ورق. مقدار مثبت نشاندهنده عمقبخشی بیشتر به موقعیت قلابگیری و مقدار منفی نشاندهنده بالا آوردن موقعیت قلابگیری است.
۷. سرعت بازگشت پیشفرض پایه قطعه: تنظیم سرعت بازگشت پایه قطعه پس از خمکردن (بر حسب درصدی از حداکثر سرعت)، که تنها زمانی فعال است که دستگاه مجهز به قابلیت پایه قطعه باشد.
۸. زاویه اضافی پایه قطعه: افزودن زاویهای اضافی به واحد پایه قطعه در حین رهاشدن فشار، که برای سیستمهای مجهز به قابلیت پایه قطعه قابل اعمال است.
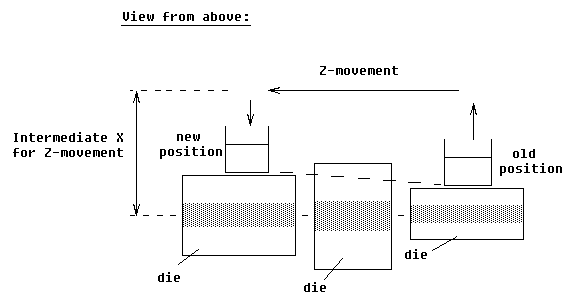
۹. موقعیت میانی X برای حرکت محور Z: تعریف موقعیت ایمن محور X در حین حرکت محور Z جهت جلوگیری از برخورد با قالبهایی با ابعاد مختلف.
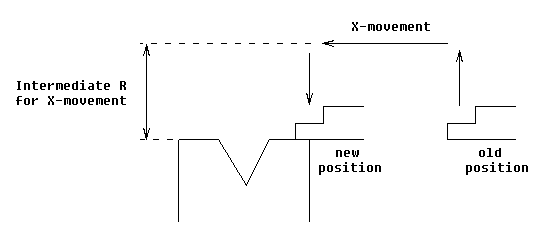
۱۰. R میانی برای حرکت محور X: تنظیم موقعیت میانی محور R در حین حرکت محور X بهمنظور اطمینان از انجام حرکت در ناحیه ایمن قالب و جلوگیری از برخورد.
۱۱. نمایش خودکار یادداشتها: در حالت خودکار (Auto Mode)، هنگامی که مرحله جدیدی از خمکردن انتخاب میشود، سیستم بهصورت خودکار یادداشتهای مربوط به آن مرحله را نمایش میدهد تا شناخت اپراتور بهبود یافته و ثبات عملیاتی تضمین شود.
با اعمال تنظیمات فوق، دستگاه DELEM DA-66T میتواند بهتر با نیازهای تولیدی خاص سازگار شده و بهبود دوگانهای در کارایی و ایمنی را فراهم کند.
محاسبه زمان تولید
در حالت تنظیمات (Settings Mode) دستگاه DELEM DA-66T، پارامترهای زیر قابل پیکربندی هستند تا محاسبه زمان تولید برای توالی خمکردن بهینهسازی شود و برآورد زمانی بهطور دقیق با فرآیند عملیاتی واقعی مطابقت داشته باشد:
منطق محاسبه زمان تولید
محاسبه زمان تولید عمدتاً به سرعت موقعیتیابی محورها و زمان کار با محصول بستگی دارد. در این میان، سرعت موقعیتیابی محورها توسط تنظیمات دستگاه تعیین میشود و زمان کار با محصول مستقیماً با ابعاد محصول (بهویژه طول و عرض آن) مرتبط است — محصولات کوچک بازدهی بالاتری در کار با آنها دارند، در حالی که عملیات قلابزدن (فلیپ) محصولات نواری بزرگ زمان بیشتری نیاز دارد.
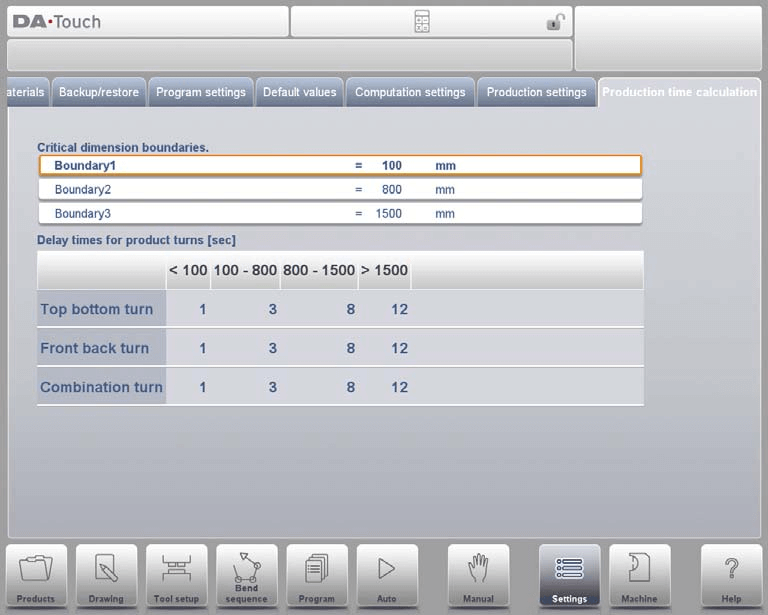
پیکربندی زمان چرخش
زمان قلابزدن (فلیپ) محصولات با ابعاد مختلف را میتوان از طریق یک جدول (واحد: ثانیه) تنظیم کرد. این جدول طول محصولات را به چهار بازه تقسیم میکند و هر بازه زمانهای پیشتنظیمشدهای برای انواع مختلف قلابزدن (قلابزدن بالا-پایین، قلابزدن جلو-عقب و قلابزدن ترکیبی) دارد. همزمان، میتوان سه مقدار مرزی طول (مرز ۱، مرز ۲، مرز ۳) را بهصورت سفارشی تعیین کرد تا زمانهای قلابزدن بهطور دقیقتری با ابعاد مختلف محصولات سازگار شوند.
با تنظیم این پارامترها، محاسبه زمان تولید میتواند با شرایط عملیاتی واقعیتر هماهنگ شود و اساسی قابل اعتماد برای تدوین برنامههای تولید فراهم کند.
تنظیمات زمان
پیکربندی دقیق زمان سیستم میتواند ت traceability کامل تمامی سوابق عملیات ماشین را تضمین کند و آنها را با جدول زمانی پروژه همگام نگه دارد. گزینههای قابل پیکربندی خاص عبارتند از:
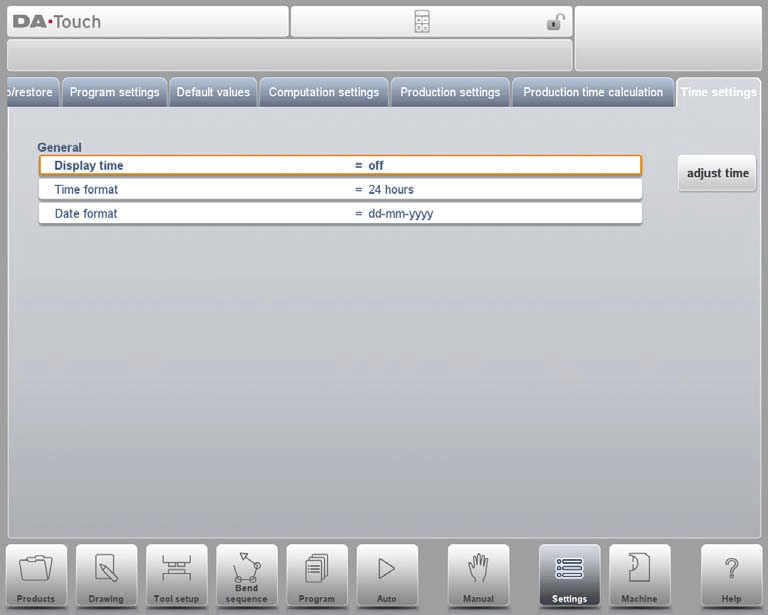
• نمایش زمان: انتخاب فرم نمایش زمان در نوار عنوان (نمایش تاریخ و زمان، نمایش فقط زمان، عدم نمایش زمان).
• فرمت زمان: انتخاب فرمت نمایش زمان (فرمت ۲۴ ساعته یا فرمت ۱۲ ساعته).
• فرمت تاریخ: انتخاب فرمت نمایش تاریخ (روز-ماه-سال، ماه-روز-سال یا سال-ماه-روز).
• تنظیم زمان: اصلاح دستی تاریخ و زمان سیستم. این عمل، تاریخ و زمان سیستم عامل ویندوز را نیز بهصورت همگام بهروزرسانی میکند.
سوالات متداول (FAQ)
آیا تنظیم پارامترها در حالت تنظیمات DELEM DA-66T میتواند بر ایمنی ماشین تأثیر بگذارد؟
بله. تمام تنظیمات پارامترها باید بهطور دقیق با استانداردهای ایمنی و دستورالعملهای سازنده مطابقت داشته باشند تا از وقوع حادثههای ایمنی ناشی از تنظیمات نادرست پارامترها جلوگیری شود و اطمینان حاصل گردد که دستگاه همواره در وضعیت ایمن کاری قرار دارد.
بهترین روش برای کالیبرهکردن دقیق ماشین خمزن چیست؟
برای دستیابی به کالیبراسیون دقیق ماشین خمزن، ابتدا باید اطمینان حاصل کنید که دستگاه بهصورت افقی قرار گرفته است؛ سپس از یک گیج دیجیتال برای اندازهگیری زاویه قالب خمزن استفاده کرده و آن را مطابق با استانداردهای کالیبراسیون ارائهشده توسط سازنده تنظیم نمایید.
نگهداری ماشین خمزن چند وقت یکبار باید انجام شود؟
نگهداری دورهای هر ۵۰۰ ساعت کارکرد دستگاه توصیه میشود که شامل بازرسی وضعیت اجزای اصلی، پاکسازی سطح دستگاه و روانکاری قطعات متحرک میگردد.
نتیجهگیری
به طور خلاصه، تسلط کامل بر عملیات و تنظیم پارامترهای حالت تنظیمات DELEM DA-66T هستهٔ بهینهسازی کارایی عملیاتی دستگاه خمزن (پرسبرک) محسوب میشود. با پیکربندی منطقی تنظیمات کلیدی از جمله پارامترهای محورها، پارامترهای ابزار و پروتکلهای ایمنی، نهتنها دقت خمکاری و کارایی تولید تضمین میشود، بلکه عمر مفید تجهیزات نیز بهطور مؤثر افزایش مییابد.
برای استفادهٔ کامل از پتانسیل عملکردی DELEM DA-66T، توصیه میشود تنظیمات مربوطه را بهطور دورهای و با توجه به نیازهای تولیدی خاص بررسی و بهروزرسانی نمایید. در صورت بروز هرگونه سؤال یا نیاز به کمک بیشتر در حین عملیات، لطفاً بدون هیچگونه تردیدی با تیم فنی ما تماس بگیرید. علاوهبراین، میتوانید به سایر اسناد فنی ما مراجعه کنید تا مهارتهای عملی بیشتری برای بهینهسازی تجهیزات کسب نمایید.

