















































مراحل کلیدی پیکربندی ابزار DELEM DA-66T
اگر هدف شما تسلط بر تنظیم ابزار DELEM DA-66T است، این راهنما بهطور خاص برای شما طراحی شده است. درک فرآیند پیکربندی برای افزایش عملکرد دستگاه و تضمین نتایج دقیق در عملیات خمکاری ضروری است. در ادامه، ما مراحل اصلی و تنظیمات مربوط به پیکربندی ابزار را تجزیه میکنیم و به شما کمک میکنیم تا کارایی عملیاتی خود را ارتقا دهید. بیایید وارد جزئیات پیکربندی DELEM DA-66T شویم تا اطمینان حاصل کنیم که هر مرحله را بهخوبی درک کردهاید.
۱. مقدمه

برای تنظیم مجدد یا اصلاح پیکربندی ابزار برای یک محصول خاص، ابتدا محصول مورد نظر را در کتابخانه ابزار پیدا کرده و انتخاب کنید، سپس تابع تنظیم ابزار (Tool Setup) را اجرا نمایید. این مرحله اولیه زمینهساز سفارشیسازی ابزار متناسب با نیازهای تولیدی شماست.
2. جریان کار استاندارد
جریان کار استاندارد برای پیکربندی ابزار DELEM DA-66T با درک جامعی از چیدمان رابط ماشین و اصول عملیاتی آن آغاز میشود. یک قدم اولیه حیاتی، بررسی بهروزرسانیهای سیستم است؛ این بهروزرسانیها اغلب قابلیتهای بهبودیافتهای را فعال میکنند که دقت پیکربندی را افزایش میدهند. تسلط بر این جریان کار پایه، اساسی برای انجام پیکربندیهای دقیق و موفق ابزار است.
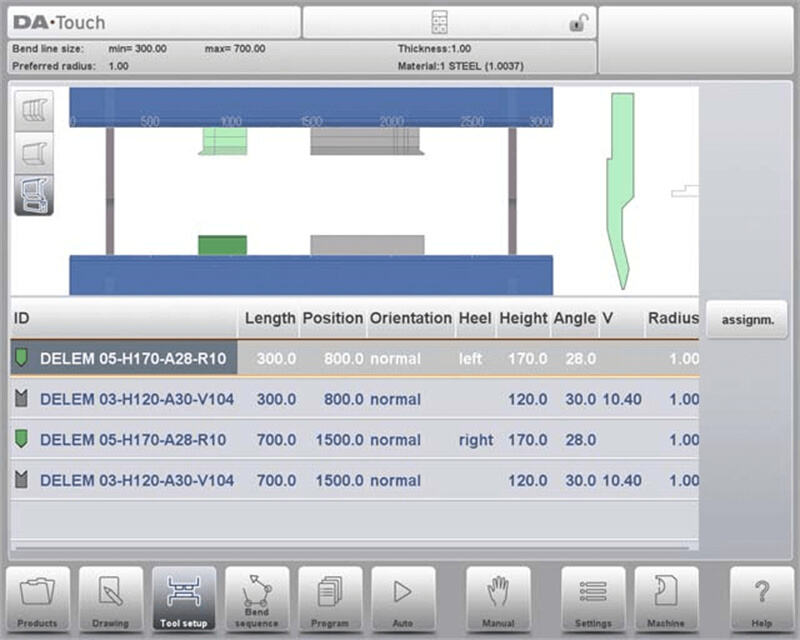
پس از فعال شدن تابع تنظیم ابزار، نیمه بالایی صفحه نمای رو به جلوی چیدمان ماشین را نشان میدهد. این رابط به شما امکان میدهد محل قرارگیری ابزارها را درون ماشین برنامهریزی کنید. از بالا به پایین، نمای جلویی شامل مؤلفههای زیر ماشین است:
• طرف بالایی ماشین (ترسی فشار)
• آداپتور نقاله (در صورت برنامهریزی)
• نقاله
• قالب
• طرف پایینی ماشین (میز)
توجه داشته باشید که امکان برنامهریزی آداپتور نقاله بستگی به پارامتر «فعالسازی آداپتورها» در همان حالت ماشین دارد.
3. انتخاب ابزار
انتخاب ابزار بخش حیاتیای از پیکربندی DELEM DA-66T است. هنگام شروع یک پیکربندی جدید ابزار، بازوهای دستگاه خالی هستند — مراحل زیر نحوه ادامه کار و انتخاب را نشان میدهد:
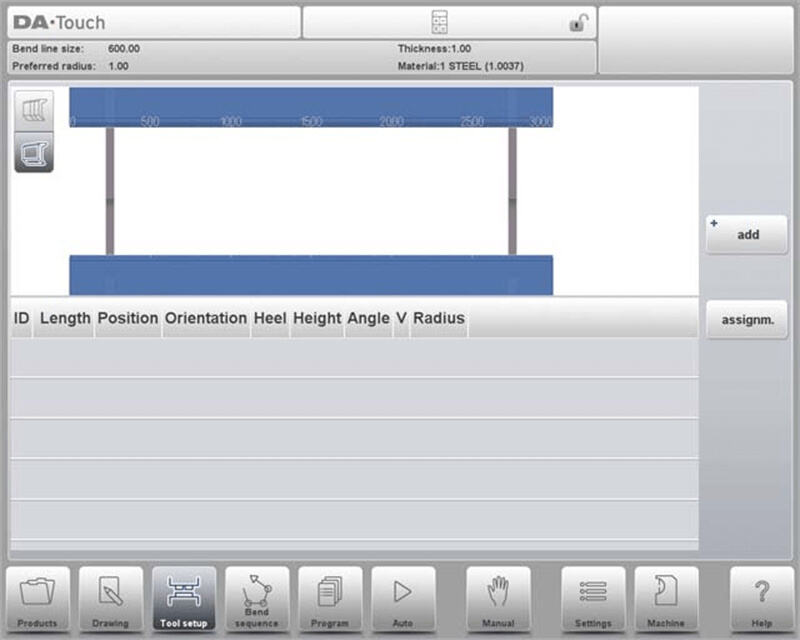
ابتدا روی «افزودن» کلیک کنید تا یک ابزار به پیکربندی اضافه شود. میتوانید یک سنبه، ماتریس یا آداپتور انتخاب کنید (در صورت فعال بودن قابلیت آداپتور). پس از انتخاب یک ابزار (مثلاً یک سنبه)، این ابزار با حداکثر طول در دستگاه قرار داده میشود.
پس از قرار دادن، میتوانید شناسه ابزار را با انتخاب شناسه سنبه روی صفحه و فشار دادن نمای لیست تغییر دهید.
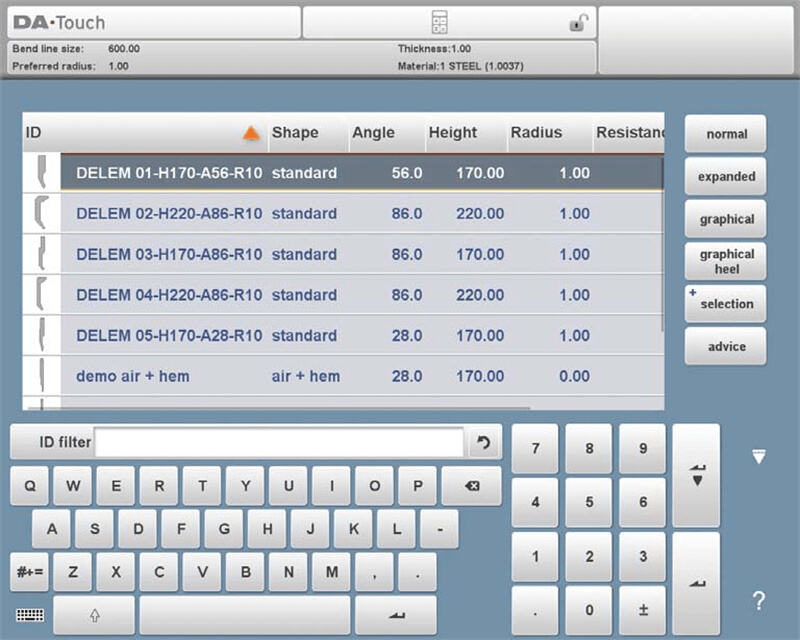
در این صفحه، قابلیت «پیشنهاد» لیستی از ابزارهای موجود را ارائه میدهد که انتخاب بر اساس چهار معیار کلیدی انجام میشود:
• شعاع محصول: ابزار باید شعاعی نزدیک به مقدار هدف ایجاد کند، با تحمل خطا +/- ۵۰٪ نسبت به شعاع ترجیحی.
• نیروی خمکاری: نیروی مورد نیاز برای خمکاری نباید از ظرفیت باربرداری ابزار تجاوز کند.
• زاویه ابزار: زاویه ابزار باید کمتر یا مساوی زاویه مورد نیاز برای محصول باشد.
• روش خمکاری: ابزار باید متناسب با روش خمکاری مورد نظر باشد (به عنوان مثال، از ابزارهای همینگ برای محصولاتی که نیاز به خم همینگ دارند استفاده کنید).
برای مشاهده تمام ابزارهای موجود، روی «نمایش همه» ضربه بزنید. برای انتخاب کارآمد، ابتدا قالبهای چندوجهی (Multi-V) یا واریو-وی (Vario-V) مناسب نیازهای تولید خود را انتخاب کنید و از گزینه پیشانتخاب ویژگی قالب برای تسریع فرآیند استفاده کنید.
3.1 پیشانتخاب ویژگی قالب چندوجهی (Multi-V)
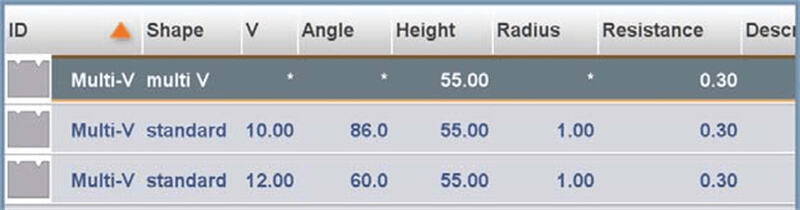
قالبهای چندوجهی (Multi-V) دارای چندین بازشوی V شکل یا U شکل هستند و پیشانتخاب آنها شامل سه مرحله کلیدی میباشد:
• انتخاب بازشوها: شما میتوانید به صورت دستی یک بازشوی خاص برای قالب چندوجهی انتخاب کنید که به شما کنترل دقیقی بر روی محاسبه توالی خمکاری میدهد.
• استفاده از Multi-V (V = *): در روش جایگزین، قالب Multi-V با تنظیم «V = *» را انتخاب کنید. در این حالت سیستم کنترل، به طور خودکار بازشویی را انتخاب میکند که شعاع محصول را به نزدیکترین مقدار به مشخصات برنامهریزیشده شما برساند.
• تنظیم پویا: در حین محاسبه ترتیب خم، اگر دهانهای دیگر مناسبتر تشخیص داده شود، سیستم به این دهانه جدید برای خمهای باقیمانده و محاسبهنشده تغییر میکند—و بدین ترتیب فرآیند خمکاری بهمنظور دستیابی به نتایج بهتر بهینهسازی میشود.
این روش انعطافپذیری و دقت را در پیکربندی ابزار DELEM DA-66T تضمین میکند.
3.2 انتخاب و تنظیم قالب واریو-V
قالبهای واریو-V دارای دهانههای قابل تنظیم به شکل V یا U هستند و فرآیند انتخاب آنها مشابه سایر قالبها میباشد. در ادامه مروری ساده ارائه شده است:

• فرآیند انتخاب: قالب واریو-V را دقیقاً مانند سایر قالبها انتخاب کنید. در ابتدا، مقدار V (اندازه دهانه) برنامهریزی نشده است.
• ایجاد توالی خم: میتوانید بلافاصله به ایجاد توالی خم بپردازید — سیستم بهصورت خودکار مناسبترین مقدار V را بر اساس موقعیتهای موجود واریو-V انتخاب خواهد کرد.
• مقدار V برنامهریزیشده: اگر شما بهصورت دستی مقدار خاصی برای V برنامهریزی کنید، سیستم از این مقدار برای محاسبه توالی خم استفاده خواهد کرد.
• موقعیتهای گسسته: برای قالبهای واریو-V که دارای موقعیتهای ثابت گسسته هستند، تنها این موقعیتها قابل استفاده میباشند. در صورت برنامهریزی یک مقدار V متفاوت، سیستم نزدیکترین موقعیت موجود را انتخاب خواهد کرد.
• تنظیم دهانههای V: شما میتوانید دهانه V انتخابشده (برای قالبهای چندگانه-V) یا مقدار V (برای قالبهای واریو-V) را تغییر دهید. از تابع «اصلاح، جابجایی قالب» استفاده کنید و روی مقدار مورد نظر بزنید تا تنظیمات لازم انجام شود.
• تنظیمات در حالت برنامه: تنظیمات مشابهی را میتوان با استفاده از تابع موقعیتگذاری قالب در حالت برنامه نیز انجام داد.
ادغام این مراحل در پیکربندی DELEM DA-66T به بهینهسازی عملیات خمکاری کمک میکند.
3.3 موقعیتگذاری و تغییر مکان ابزار
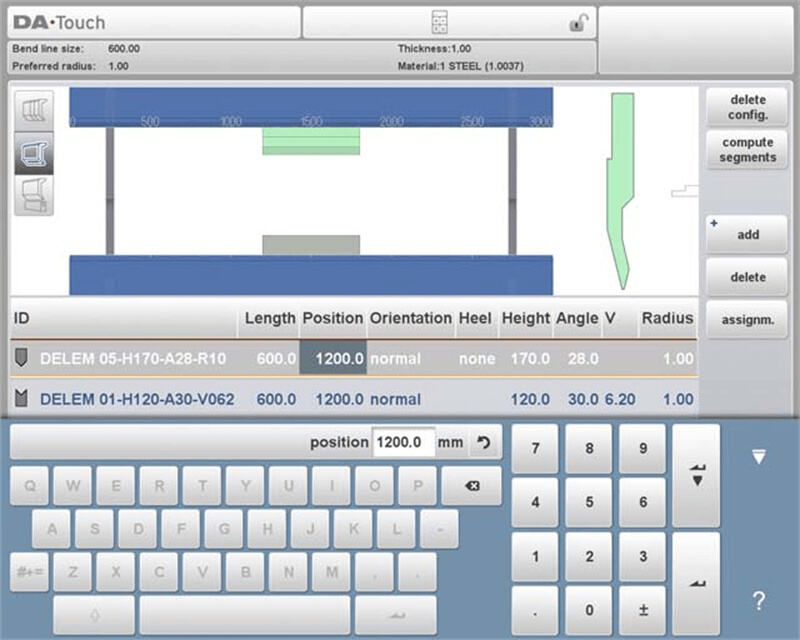
تنظیم موقعیت ابزارها در پیکربندی DELEM DA-66T کاری ساده و شهودی است. مراحل زیر را دنبال کنید تا تنظیمات ابزار را بهطور مؤثر مدیریت کنید:
1. تغییر طول و محل قرارگیری:
◦ مکاننما را به فیلد مورد نظر منتقل کنید، مقدار پارامتر جدید را وارد کنید و کلید ENTER را بفشارید — در این صورت ابزار با تنظیمات جدید بهروزرسانی خواهد شد.
◦ شما همچنین میتوانید با ضربه زدن به یک ابزار آن را انتخاب کرده و سپس آن را به محل مورد نظر بکشید تا موقعیت آن تنظیم شود.
1. تغییر مکان دقیق:
◦ سیستم دارای قابلیت کشیدن بهبودیافته است: در حین کشیدن، انگشت خود را به سمت پایین حرکت دهید تا سرعت تنظیم موقعیت کاهش یابد و امکان قرارگیری دقیقتر فراهم شود.
◦ یک تابع جذب به ترازبندی کمک میکند: هنگامی که ابزارها در محدوده جذب قرار میگیرند، یک خط قرمز ظاهر میشود که نشان میدهد ابزار با لبه بالایی، لبه پایینی یا مرکز دستگاه تراز شده است.
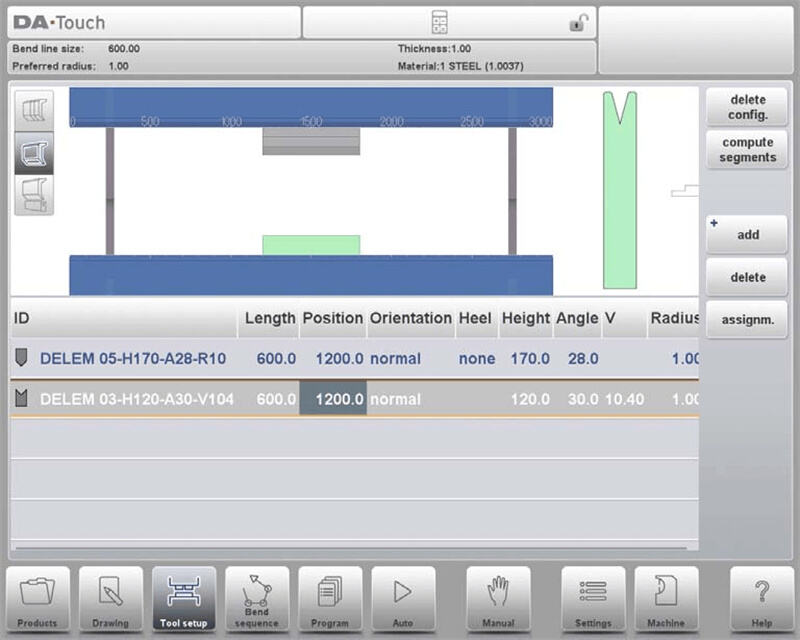
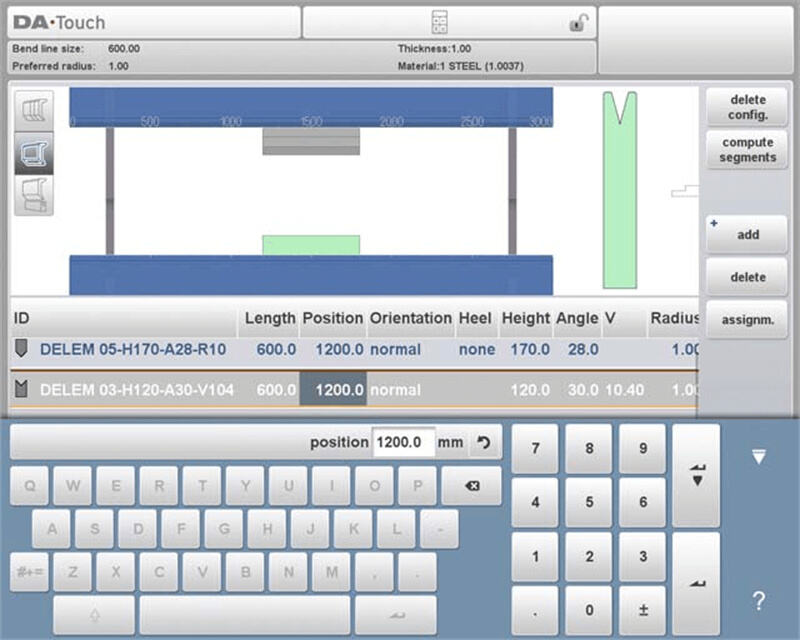
2. تنظیمات ابزار:
◦ پس از نهایی شدن یک پانچ، یک دای با شناسه پیشفرض (متناسب با طول و موقعیت پانچ) به صورت خودکار در زیر پانچ قرار میگیرد.
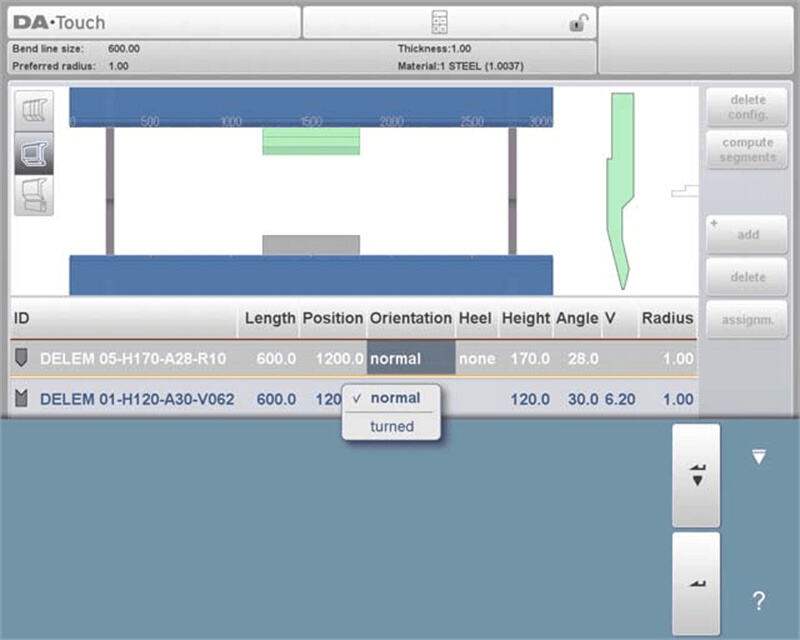
◦ از توابع موجود برای تنظیم چیدمان ابزار استفاده کنید: اضافه یا غیرفعال کردن پانچ/دای، جابجایی ابزارها، تغییر طول آنها، تنظیم جهتگیری یا تغییر نوع پاشنه.
3. توابع مدیریت ابزار:
◦ حذف پیکربندی: پاک کردن پیکربندی فعلی برای شروع یک پیکربندی جدید از ابتدا.
◦ افزودن: معرفی یک ابزار جدید (م Punch، قالب یا آداپتور، در صورت فعال بودن) به پیکربندی.
◦ حذف: حذف ابزار انتخابشده در حال حاضر از تنظیمات.
هنگام انتخاب و تنظیم ابزارها، به دقت به موقعیتگذاری و تغییر مکان آنها توجه کنید—این عامل برای دستیابی به نتایج خمدهی مطلوب و حفظ کیفیت محصول بسیار حیاتی است.
4. تقسیمبندی ابزار
در پیکربندی DELEM DA-66T، سیستم کنترل امکان ایجاد اندازههای سفارشی ابزار را از طریق تقسیمبندی مناسب فراهم میکند. در ادامه مروری بر عملکرد تقسیمبندی و سه حالت نمایش موجود در تنظیمات ابزار ارائه شده است:
• منطق تنظیمات و تقسیمبندی ابزار: سیستم کنترل امکان تقسیمبندی کارآمد ابزار را فراهم میکند که توسط قطعات ازپیش برنامهریزیشده برای هر ابزار فردی تعیین میشود. شما میتوانید این قطعات را در حالت ماشین، در کتابخانههای Punches و Bottom Dies پیکربندی کنید.
• سه حالت نمایش در تنظیمات ابزار: صفحه تنظیمات ابزار از سه حالت نمایش برای تسهیل تقسیمبندی برخوردار است:

نمای تقسیمبندی: اطلاعات دقیقی درباره قطعات ابزار نمایش میدهد و به شما امکان میدهد تا قطعات جداگانه را مدیریت کنید.

نمای تنظیمات ابزار: ابزارهای مورد نیاز برای تولید را نشان میدهد و امکان تنظیم پیکربندی مطلوب ابزار را فراهم میکند.

نمای ایستگاه ابزار: به شما امکان میدهد تا ایستگاههای ابزار را مشاهده، انتخاب و مدیریت کنید.
شما میتوانید با استفاده از دکمههای موجود در سمت چپ پنل جلوی دستگاه بین این نماها جابجا شوید که این امر توانایی شما در پیکربندی مؤثر ابزارها را افزایش میدهد. برای دستورالعملهای دقیق در مورد برنامهریزی قطعات در کتابخانه ابزار، به بخش پایانی این راهنما مراجعه کنید.
5. تقسیمبندی ابزارهای تکی
پس از تنظیم ابزارهای مورد نیاز برای محصول خود، حالت دنباله خم میتواند کارآمدترین توالی خم را محاسبه کند. در ادامه مروری سادهشده بر تقسیمبندی ابزارهای تکی آورده شده است:
• گزینه تقسیمبندی: در صورت لزوم، میتوانید ابزارها را تقسیمبندی کنید — این کار به انتخاب قطعات صحیح برای دستیابی به طول مورد نیاز ابزار کمک میکند.
• محاسبه خودکار: تابع تقسیمبندی ابزار بهصورت خودکار تقسیمبندی مورد نیاز را محاسبه میکند. این تابع با استفاده از پارامترهایی مانند «حداکثر فاصله بین ابزارها» و در صورت تمایل «تحمل طول ابزار»، راهحل بهینه را پیدا میکند.
برای کنترل دقیق، روی تقسیمبندی ابزارهای جداگانه تمرکز کنید:
• از نمای ابزار برای بررسی ابزارهای موجود و پیکربندیهای آنها استفاده کنید.
• از تخصیصها برای دستهبندی ابزارها بر اساس کاربرد و ضرورت استفاده کنید.
• در نمای تقسیمبندی، اطمینان حاصل کنید که هر قطعه بهدرستی در کتابخانه ابزار ثبت شده است. حفظ یک کتابخانه منظم، بازیابی ابزار را سادهتر کرده و کارایی ماشین را بهبود میبخشد.
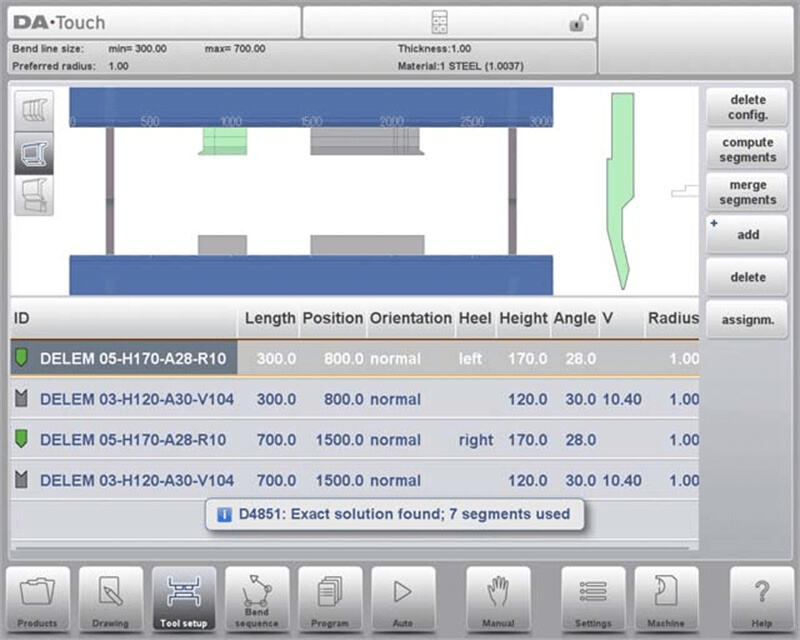
5.1 نمای ابزار
در پیکربندی DELEM DA-66T، میتوانید با کلیک بر روی تابع تقسیمبندی در رابط کاربری نمای ابزار، شروع به تقسیمبندی ابزار کنید. سیستم تقسیمبندی را بر اساس طولهای قطعهای ازپیش برنامهریزیشده و دسترسی فعلی به قطعهها محاسبه میکند و تمام ایستگاههایی که از همان ابزار استفاده میکنند را در نظر میگیرد.
نتایج با نشانگرهای وضعیت نمایش داده میشوند تا پیشرفت بهینهسازی را نشان دهند:
• یک نشانگر سبز نشاندهنده تطابق دقیق بین قطعات مورد نیاز و قطعات موجود است.
• یک نشانگر زرد به معنای طول قطعه معتبر اما تقریبی (در محدوده تحمل مجاز) است.
• یک نشانگر قرمز به این معناست که هیچ تقسیمبندی معتبری امکانپذیر نیست.
شما میتوانید فرآیند تقسیمبندی را با کلیک روی «لغو» یا «توقف» متوقف کنید. از دکمه «ادغام قطعات» برای بازگرداندن یک ابزار تقسیمشده به حالت غیرتقسیمشده استفاده کنید. همچنین، تغییر در ویژگیهای یک ابزار بهصورت خودکار قطعات آن را ادغام میکند.
اختصاصات
برای مشاهده اختصاصات مورد استفاده در محاسبات تقسیمبندی، دکمه «اختصاصات» را لمس کنید. اختصاصات موجود شامل موارد زیر هستند:
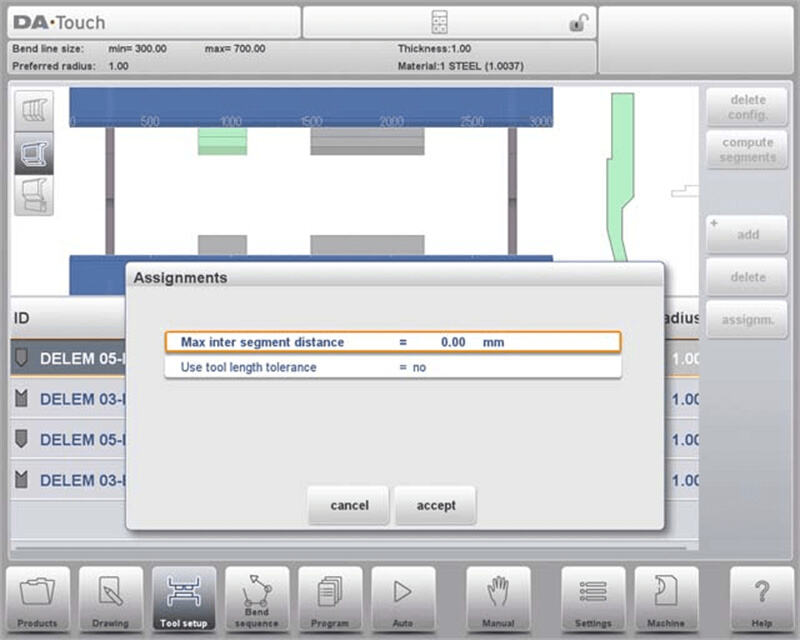
• حداکثر فاصله بین قطعات: بیشترین فاصله مجاز بین قطعات مجاور.
• استفاده از تحمل طول ابزار: این تحمل را فعال میکند تا انحرافات جزئی در تقسیمبندی جبران شود.
5.2 نمای تقسیمبندی
در نمای تقسیمبندی پیکربندی DELEM DA-66T، فقط قطعات ابزار انتخابشده نمایش داده میشوند.
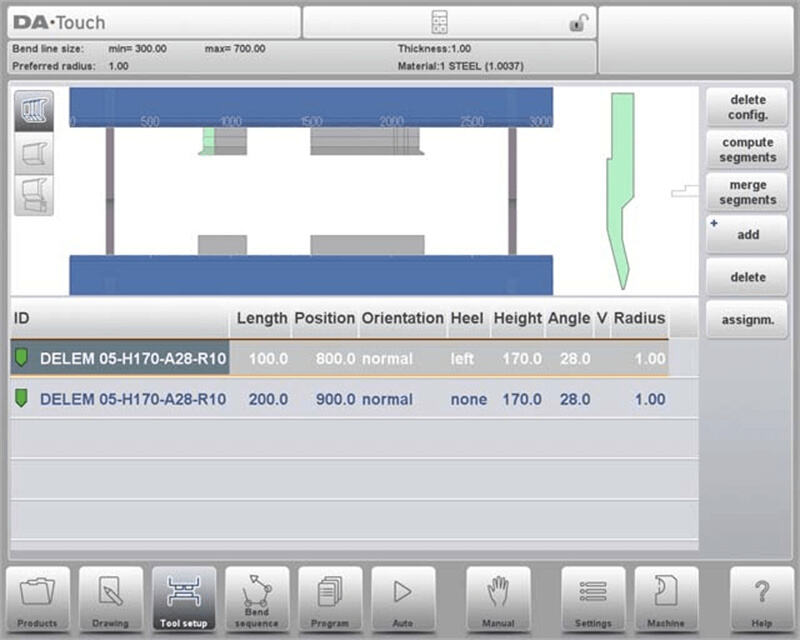
شما میتوانید این قطعات را جابجا کرده و تغییر دهید، اما توجه داشته باشید که این تغییرات شامل قطعات موجود در انبار نمیشود. همچنین، تغییر طول یا نوع ابزار باعث بازنشانی تقسیمبندی شده و لزوم ایجاد مجدد قطعات میگردد.
5.3 قطعات در کتابخانه ابزار
برای فعالسازی استفاده از قطعات در پیکربندی DELEM DA-66T، باید تنظیمات کتابخانه را در حالت ماشین تکمیل کنید — به بخش مشق یا قالبهای پایینی مراجعه کنید.
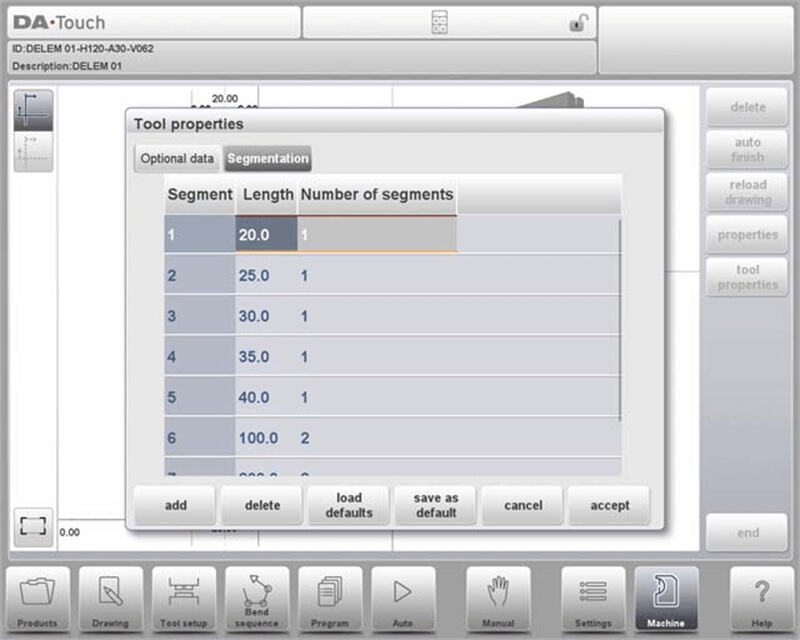
برای هر ابزار، میتوانید طول قطعه، شکل اختیاری پاشنه و قطعات موجود را در برگهٔ «تقسیمبندی» برنامهریزی کنید.
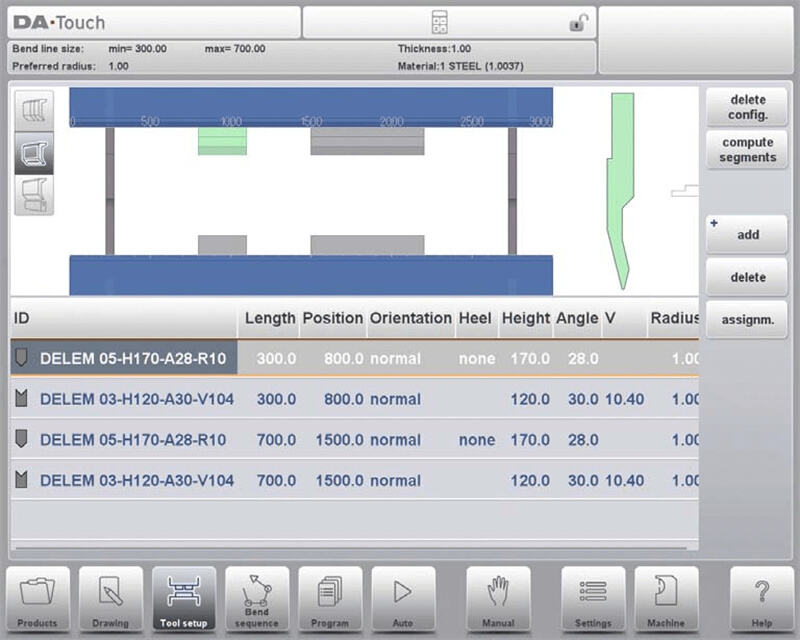
6. انتخاب و جابجایی ایستگاه
در پیکربندی DELEM DA-66T، نمای ایستگاه سومین دیدگاه برای تنظیم ابزار است. در ادامه یک راهنمای سادهشده برای استفاده از آن آورده شده است:
• برجستهسازی ایستگاه: هنگامی که در نمای ایستگاه هستید، پس از انتخاب یک ایستگاه، کل ایستگاه ابزار برجسته میشود — این امر شناسایی آسان ایستگاههایی که با آنها کار میکنید را فراهم میکند.
• ابزارهای تغییر مکان: شما میتوانید ایستگاههای ابزار را به دو روش جابجا کنید: یا با برنامهریزی یک موقعیت جدید یا با کشیدن ایستگاه به مکانی جدید در رابط ماشین.
• تعریف خودکار ایستگاه ابزار: زمانی که یک پانچ با یک قالب همپوشانی داشته باشد، بهصورت خودکار یک ایستگاه ابزار تعریف میشود. این موضوع حتی در صورت وجود جابجایی کمی در موقعیت (به شرطی که همپوشانی حفظ شود) یا زمانی که دو پانچ با یک قالب واحد جفت شوند نیز اعمال میشود — که این ویژگی بهویژه برای خمهای محدودساز مفید است.
• حفظ موقعیت نسبی: هنگام جابجایی ایستگاهها، موقعیت نسبی آنها بدون تغییر باقی میماند و از این طریق یکپارچگی تنظیمات شما حفظ میشود.
• عدم تأثیر بر جزئیات ابزار: مهم است بدانید که نمای ایستگاه فقط چیدمان فضایی ایستگاههای ابزار را مدیریت میکند و هیچ ویژگی ابزاری (مانند طول، زاویه یا ظرفیت بار) را تغییر نمیدهد.
درک این ویژگیهای نمای ایستگاه به شما امکان میدهد تا بهطور مؤثر ابزارها را مدیریت و جابجا کنید و عملکرد ماشین را بهینه سازید.
7. سوالات متداول (FAQ)
سوال 1: آیا میتوانم موقعیت ایستگاههای ابزار را تغییر دهم بدون اینکه روی تنظیمات آنها در DELEM DA-66T تأثیر بگذارد؟
پاسخ 1: بله. در نمای Station View، میتوانید موقعیت ایستگاههای ابزار را تغییر دهید در حالی که موقعیتهای نسبی آنها حفظ شود. این امر تضمین میکند که تنظیمات شما سازگار و دقیق باقی بماند.
سوال 2: چگونه فرآیند پیکربندی ابزار DELEM DA-66T را شروع کنم؟
پاسخ 2: ابتدا به رابط ماشین دسترسی پیدا کنید و به منوی تنظیمات ابزار بروید. ابتدا با گزینههای موجود آشنا شوید و مطمئن شوید تمام بهروزرسانیهای اولیه سیستم نصب شدهاند — این امر عملکرد بهینه ماشین را تضمین میکند.
سوال 3: آیا تغییر موقعیت ایستگاههای ابزار، جزئیات ابزار را در DELEM DA-66T تحت تأثیر قرار میدهد؟
پاسخ 3: خیر. تغییر موقعیت ایستگاههای ابزار فقط چیدمان فضایی آنها را تنظیم میکند؛ هیچ تغییری در جزئیات ابزار (مانند ابعاد، ظرفیت بار یا زاویه) ایجاد نمیکند. نمای Station View صرفاً برای مدیریت قرارگیری است، نه مشخصات ابزار.
8. نتیجهگیری
به طور خلاصه، تسلط بر پیکربندی ابزار DELEM DA-66T مستلزم تسلط بر مراحل کلیدی است: دسترسی به رابط تنظیم ابزار و حرکت در آن، انتخاب ابزارهایی که با نیازهای تولید شما سازگار هستند، و مدیریت موقعیتیابی ابزار و همترازی ایستگاه. پیکربندی صحیح نه تنها عملکرد ماشین را افزایش میدهد، بلکه دقت و کارایی در عملیات خم را نیز تضمین میکند.
برای به حداکثر رساندن کارایی DELEM DA-66T خود، مطمئن شوید به طور منظم بهروزرسانیهای سیستم را بررسی کرده و کتابخانهای منظم از ابزارها داشته باشید. توجه مداوم به این جزئیات به شما کمک میکند تا بیشترین بهرهوری ممکن را از دستگاه تاشوی خود کسب کنید.
اگر به پشتیبانی بیشتری نیاز دارید یا سوالی دربارهٔ پیکربندی ابزار DELEM DA-66T دارید، لطفاً با تیم ما تماس بگیرید. همچنین توصیه میکنیم منابع و مدارک اضافی ما را مرور کنید تا بینش بیشتری در بهینهسازی عملکرد دستگاه خود کسب کنید.

