















































چگونه علت اصلی سایش ریلهای راهنما در دستگاه خمکننده لوله را تعیین کنیم؟
چگونه علت اصلی سایش ریلهای راهنما در دستگاه خمکننده لوله را تعیین کنیم؟

وقتی ریلهای راهنماي ماشین خمکننده لوله ساییده میشوند و شروع به تأثیرگذاری بر دقت ماشین میکنند، باعث ارتعاش میگردند یا مقاومت در برابر حرکت واگن خمکننده را افزایش میدهند، کیفیت پردازش محصول و بهرهوری کلی تولید کاهش مییابد. اگر در جستجوی عوامل ایجاد سایش زودهنگام ریلهای راهنما هستید و امیدوارید علت اصلی آن را پیش از وقوع ضررهای جدی شناسایی کنید، این مقاله راهنمای عملی برای شما فراهم میکند. در محتوای زیر، بهصورت سیستماتیک به معرفی علائم رایج سایش ریلهای راهنما، روشهای تشخیص و رویکردهای عیبیابی میپردازم تا به تیمهای نگهداری و اپراتورها کمک کنم تا علت اصلی آسیب ریلهای راهنما را بهدرستی تعیین کنند. با شناسایی زودهنگام مشکلات، میتوانید از تعویض غیرضروری قطعات جلوگیری کرده، زمان ایستکاری تجهیزات را کاهش داده و پایداری فرآیند خمکاری را تضمین نمایید.
چگونه میتوان تشخیص داد که ریلهای راهنماي ماشین خمکننده لوله در حین کار در حال سایش هستند؟
۱. مشاهده تغییرات در دقت در طول فرآیندهای خمکردن مکرر
یکی از نشانههای اولیه و معمول سایش ریل هدایت در دستگاههای خمکننده لوله، ناسازگانی در نتایج پردازش است. زمانی که اختلاف زاویهای قابل توجهی بین لولههای پردازششده تحت یک برنامه و پارامترهای فرآیندی یکسان وجود داشته باشد، اغلب نشاندهنده این است که سایش سطح ریل هدایت بر پایداری حرکت کارو (قلاب) تأثیر گذاشته است. توصیه میشود از ابزار اندازهگیری دیجیتال زاویه برای مقایسه نتایج چندین عملیات خمکردن استفاده شود. اگر انحراف روندی بهتدریج افزایشیابد، معمولاً نشاندهنده مشکلات سایش مکانیکی است، نه انحرافات سیستم کنترل یا نرمافزار.
۲. توجه به ارتعاشات و صداهای غیرعادی.
ارتعاش نهتنها در حین کار باعث آشفتگی میشود، بلکه پیشنیاز خرابی مکانیکی نیز هست. وقتی سطح ریل هدایت ساییده شده یا روغنکاری نامناسبی داشته باشد، وسیلهٔ حملونقل (کارو) در حین حرکت بهصورت نرمی جابهجا نمیشود و اصطکاک افزایش مییابد؛ که این امر میتواند منجر به ایجاد صدا، ردهای ارتعاشی روی سطح لوله و حتی گرمشدن محلی شود. اگر ارتعاش در شرایط بار سنگین مشخصتر باشد، احتمالاً این موضوع مربوط به عدم تراز بودن مناسب ریل هدایت یا خرابی سیستم روغنکاری است.
۳. بهصورت دستی وسیلهٔ حملونقل را جابهجا کنید و مقاومت در حرکت آن را بررسی کنید.
به حالت دستی تغییر حالت دهید و بهآرامی وسیلهٔ حملونقل را هل دهید تا از نرمی حرکت آن اطمینان حاصل کنید. اگر با گیرکردن، مقاومت نامنظم یا توقفهای محلی مواجه شدید، معمولاً نشاندهندهٔ آسیب دیدن سطح ریل هدایت یا آلودگی آن با ذرات است. در شرایط عادی، وسیلهٔ حملونقل باید تحت تأثیر نیروی خارجی کوچکی بتواند بهصورت نرمی حرکت کند.
چگونه عوامل مکانیکی موجب سایش ریل هدایت در دستگاه خمکاری لوله را تشخیص دهیم؟

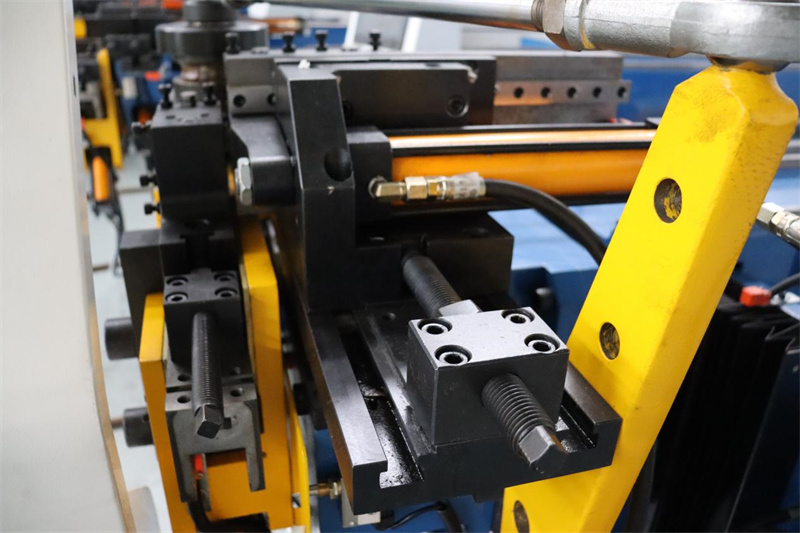
۱. انحراف در ترازبندی بین قاب و ریل هدایتکننده.
ترازبندی نامناسب یکی از عوامل رایج سایش غیرطبیعی ریل هدایتکننده است. هنگامی که وسیلهٔ حرکتی (کارو) و ریل هدایتکننده بهطور کامل عمود بر جهت حرکت نباشند، بار روی یک طرف یا یک ناحیهٔ موضعی از ریل هدایتکننده متمرکز شده و منجر به سایش نامساوی میشود؛ این سایش بهصورت فرورفتگیهای یکطرفه، خراشها یا الگوهای سایشی مایل مشاهده میشود.
راهحل: از یک اندیکاتور دیال برای بررسی ترازبندی ریل هدایتکننده و وسیلهٔ حرکتی استفاده کنید، پیچهای نصب ریل هدایتکننده را بهتدریج تنظیم کنید و انحراف را بهطور مداوم زیر نظر بگیرید. توجه داشته باشید که هرگز نباید ترازبندی را تحت بار اعمال کرد، زیرا این کار باعث ایجاد تنش ساختاری و تشدید سایش میشود.
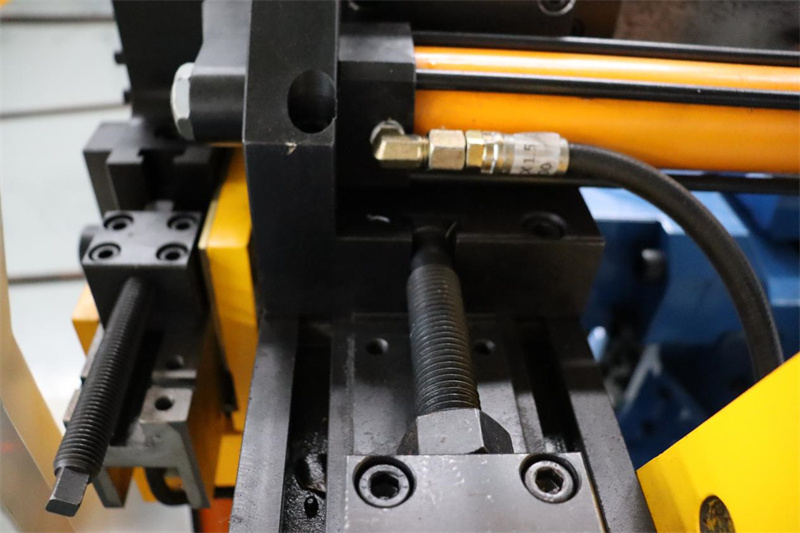
۲. خرابی سیستم روانکاری یا استفادهٔ نادرست از آن
عملکرد طبیعی ریل هدایتکننده وابسته به روانکاری پیوسته و کافی است. انسداد خطوط روانکاری، تأمین نامنظم روغن یا استفاده از روغنهای نامناسب، منجر به تماس مستقیم سطوح فلزی شده و سایش را بهسرعت تسریع میکند.
راهحل: توصیه میشود سیستم روانکاری هفتگی بررسی شود تا از جریان آزاد روغن اطمینان حاصل گردد. از روغن روانکار ویژهای استفاده کنید که برای اجزای حرکت خطی مناسب باشد و از استفاده از گریس معمولی خودداری نمایید. در صورت لزوم، آزمونهای جریان انجام دهید تا یکنواختی تأمین روغن به هر نقطه روانکاری تأیید شود.
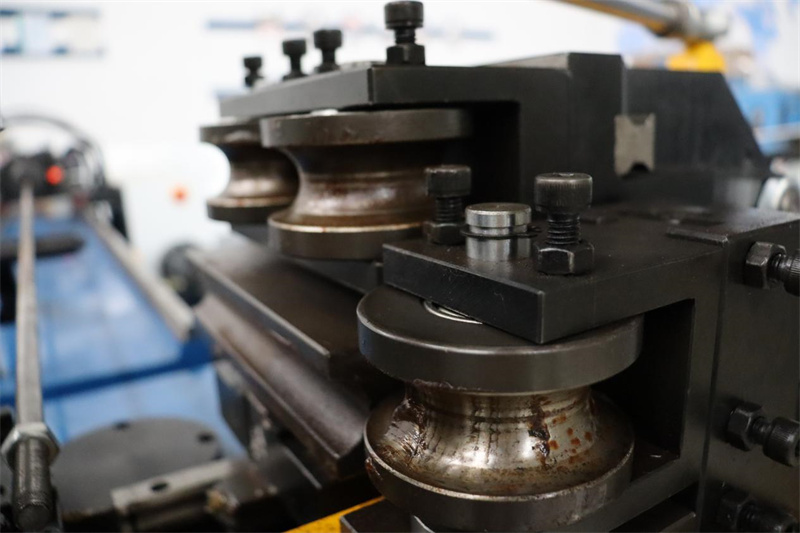
۳. نفوذ ذرات فلزی یا ناخالصیها
در طول خمکردن لوله، اصطکاک بین لوله و قالب ممکن است باعث ایجاد پردههای فلزی یا سایر ذرات شود. اگر این ناخالصیها به سطح ریل راهنما چسبیده و در زمان مناسب پاکسازی نشوند، مانند مواد ساینده عمل کرده و سایش ریل راهنما را تسریع میکنند.
راهحل: توصیه میشود پوششهای محافظ روی ریلهای راهنما نصب شوند و برنامهریزی منظمی برای پاکسازی تدوین گردد. برای پاکسازی از پارچه خشک استفاده کنید و از آب خودداری نمایید تا از ایجاد زنگزدگی جلوگیری شود. هنگام پردازش مواد فرومغناطیسی، میتوانید از دستگاه جمعآوری مغناطیسی برای کاهش پخش ذرات فلزی استفاده کنید.
۴. توزیع نامتعادل بار
اگر اپراتورها در حین نصب لولهها آنها را در وضعیت افقی نگه ندارند یا از لولههای بلند بهطور مؤثر پشتیبانی نکنند، ریلهای راهنما علاوه بر بار خطی طراحیشده، نیروهای پیچشی اضافی را نیز تحمل خواهند کرد که منجر به سایش نامنظم میشود.
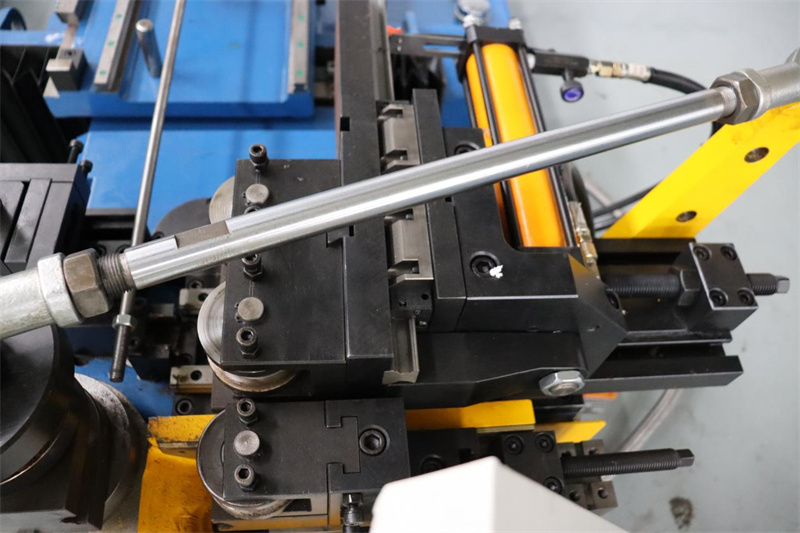
راهحل: تقویت آموزش اپراتورها جهت اطمینان از قرارگیری پایدار لولهها قبل از خمکردن. برای لولههای بلند، میتوان دستگاههای پشتیبانی کمکی نصب کرد. برای تجهیزاتی که مدت طولانی تحت بارهای سنگین کار میکنند، توصیه میشود ظرفیت باربری ریلهای راهنما مجدداً ارزیابی شده و در صورت لزوم مشخصات فنی آنها ارتقا یابد.
چگونه سایش ریلهای راهنما را از طریق نگهداری دورهای به تأخیر انداخت؟
پیشنهادات برنامه بازرسی
هفتگی: بازرسی بصری وضعیت ریل راهنما و پاکسازی آلودگیهای سطحی.
ماهانه: بررسی عملکرد سیستم روانکاری.
سهماهه: انجام آزمون جامع ترازبندی و دقت.
سالانه: دعوت از متخصصان جهت انجام ارزیابی سیستم.
مرجع فراوانی روانکاری
استفاده با بار سبک: هر دو هفته یکبار
بار متوسط: یک بار در هفته
تولید بار سنگین مداوم: هر ۳ تا ۴ روز یکبار
آموزش اپراتور ضروری است
در بسیاری از موارد، سایش ریلهای راهنما ناشی از عادات نادرست بهرهبرداری یا عدم ارتباط کافی بین شیفتهاست. توصیه میشود رویههای بهرهبرداری واضحی تدوین شود، فرآیند بارگذاری لوله استاندارد گردد و وضعیت تجهیزات در زمان تحویل شیفت ثبت گردد. همچنین اپراتوران جدید باید تحت آموزش نظاممند قرار گیرند تا روشهای صحیح بهرهبرداری را بهطور کامل مسلط شوند.

با انجام بازرسی علمی، تشخیص دقیق و نگهداری دورهای استاندارد، میتوان عمر مفید ریلهای راهنما ماشین خمکننده لوله را بهطور مؤثر افزایش داد و دقت پردازش و پایداری عملیاتی تجهیزات را تضمین نمود.

