چگونه مراکز قالب بالا و پایین ماشین فشاربر را کالیبر کنیم
کالیبراسیون مرکز قالب بالا و پایین یک فری بریک، گام کلیدی ای برای تضمین دقت خمش و کیفیت محصول است. موارد زیر سری از روش ها و گام های مشخص برای کالیبراسیون مرکز قالب بالا و پایین یک فری بریک می باشد:
بررسی سطح خرج شدن قالب
ابتدا باید بررسی کنید که آیا قالب خرج شده است یا نه. اگر قالب خرج شده باشد، باید به صورت زمانی جایگزین قالب جدید شود، زیرا قالب خرج شده موجب کاهش دقت خمش می شود.

تنظیم طول سROKE اسلاید
بر اساس ضخامت صفحه چیدمانی و اندازه دهانه V شکل دی مینی، فاصله حرکت سلنگ را تنظیم کنید. این کار می تواند از طریق دکمه در جعبه برقی انجام شود تا طول بسط پیستون را کنترل کرده و در نتیجه حرکت سلنگ را تنظیم کند.
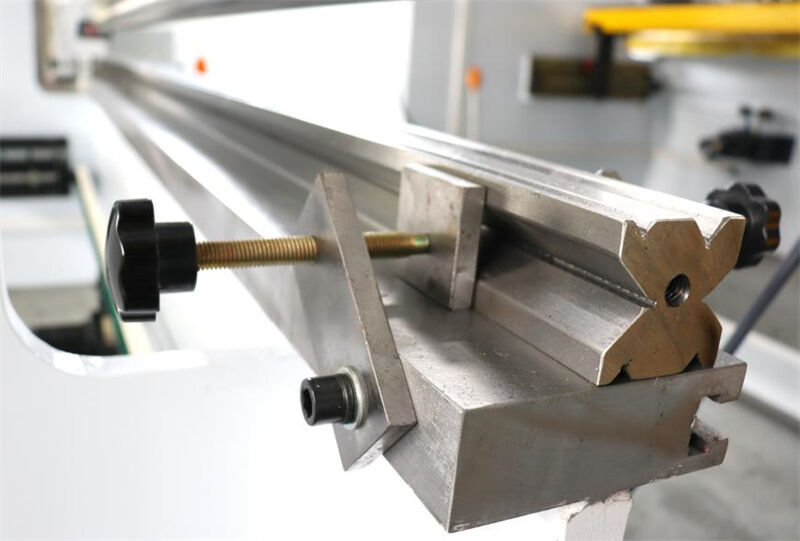
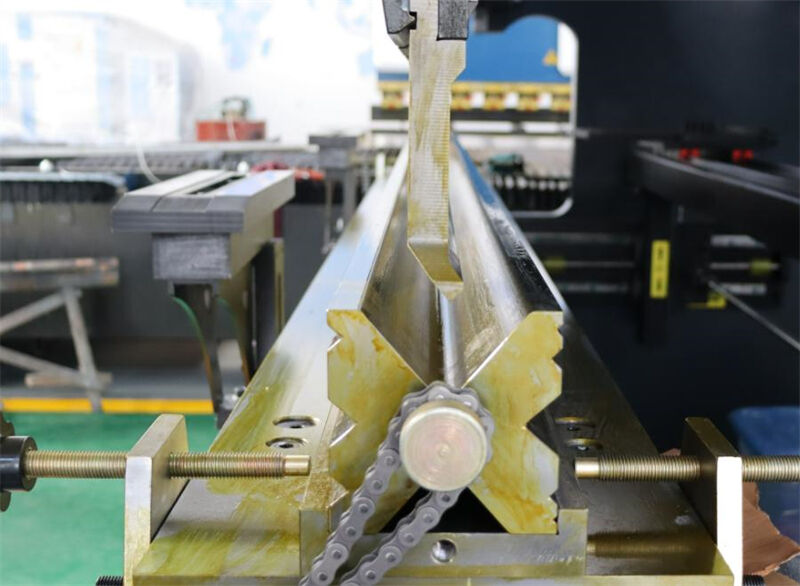
تنظیم فاصله قالب
فاصله بین قالب های بالا و پایین را اندازه گیری کنید و بر اساس ضخامت صفحه چیدمانی فاصله را تنظیم کنید. یک فاصله مناسب برای تضمین دقت خمش بسیار حیاتی است.
تنظیم حد علیا سلیدر
هنگامی که سلیدر بلند می شود، موقعیت سوئیچ سفر را تنظیم کنید تا سلیدر در موقعیت مورد نظر ثابت بماند تا فاصله بیکاری سلیدر کاهش یابد و کارایی تولید افزایش یابد.

زاویه خم شدن را تنظیم کنید
اگر مشخص شود که زاویه خم دو انتهای قطعه کار برابر نیستند، می توانید با تنظیم جزئی پروازه های صفحه میز کار، زاویه قطعه را تنظیم کنید تا زوایا به طور عمده با هم سازگار شوند.