















































آموزش تنظیم ابزار و افزودن قالب DELEM DA53T
در صنعت دستگاه تاش زنی، تنظیم و مدیریت کارآمد ابزارها برای اطمینان از عملیات خمکاری دقیق و با کیفیت بالا بسیار حیاتی است. سیستم کنترل DELEM DA53T که به دلیل عملکرد پیشرفته و طراحی کاربرپسندش بهطور گسترده استفاده میشود، امکان افزودن آسان ابزارهای جدید را فراهم میکند و پیکربندی ابزارهای دستگاه را بهینه میسازد. این راهنما راهنمای گامبهگامی برای افزودن قالبهای جدید بالا و پایین به سیستم کنترل DELEM DA53T ارائه میدهد و به شما کمک میکند تا تنظیمات ابزار دستگاه تاش زنی خود را بهراحتی انجام دهید و فرآیندی روان و کارآمد داشته باشید.
اهمیت تنظیم ابزارها
تنظیم ابزار برای کار کردن ترمز ضروری است. پیکربندی مناسب ابزار، خمیدن دقیق و ثابت را تضمین می کند، که برای کیفیت محصول و بهره وری تولید بسیار مهم است. تسلط بر نحوه اضافه کردن ابزار جدید به کنترل کننده DELEM DA53T نه تنها فرآیندهای تولید را بهینه می کند بلکه همچنین اجازه می دهد تا پاسخ انعطاف پذیر به نیازهای متنوع مشتری باشد.
این راهنما جزئیات نحوه اضافه کردن مات های بالا و پایین به سیستم DELEM DA53T را ارائه می دهد. لطفا مراحل را با دقت دنبال کنید تا از خطاها جلوگیری کنید و از پیکربندی درست و قابل اعتماد ابزار اطمینان حاصل کنید.
بخش اول: اضافه کردن ضربه های جدید (قالب های بالا)
اولین مرحله در تنظیم ابزار شما اضافه کردن پنچ ها یا قالب های بالایی به کنترل کننده DELEM DA53T است. مراحل زیر را برای تنظیم ضربه ها دنبال کنید.
روی دستگاه کلیک کنید
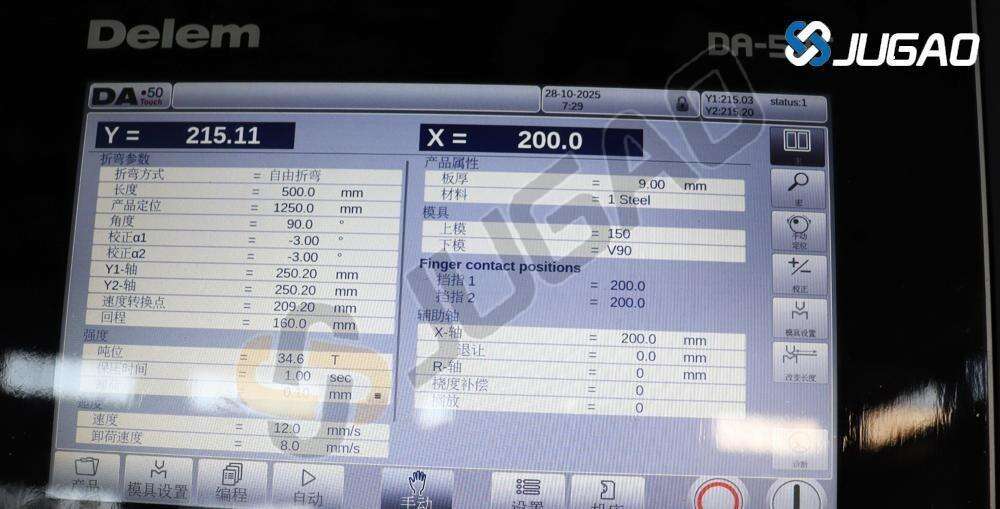
فرآیند را با انتخاب دستگاه خاصی که میخواهید روی آن کار کنید در رابط DELEM DA53T شروع کنید. این مرحله اولیه بسیار مهم است، زیرا اطمینان حاکم است که تنظیمات و پیکربندیهایی که اعمال میکنید، متناسب با قابلیتها و مشخصات دستگاه انتخابشده باشند. با استفاده از کنترلهای لمسی صفحه نمایش که برای عملکردی کاربرپسند طراحی شدهاند، در رابط حرکت کنید. پس از اینکه مدل صحیح دستگاه را شناسایی کردید، انتخاب خود را تأیید کنید تا ادامه دهید. این توجه دقیق به جزئیات نه تنها فرآیند راهاندازی را سادهتر میکند، بلکه کارایی و دقت کلی عملیات خمکاری که انجام خواهید داد را نیز افزایش میدهد.
افزودن نوکهای خم
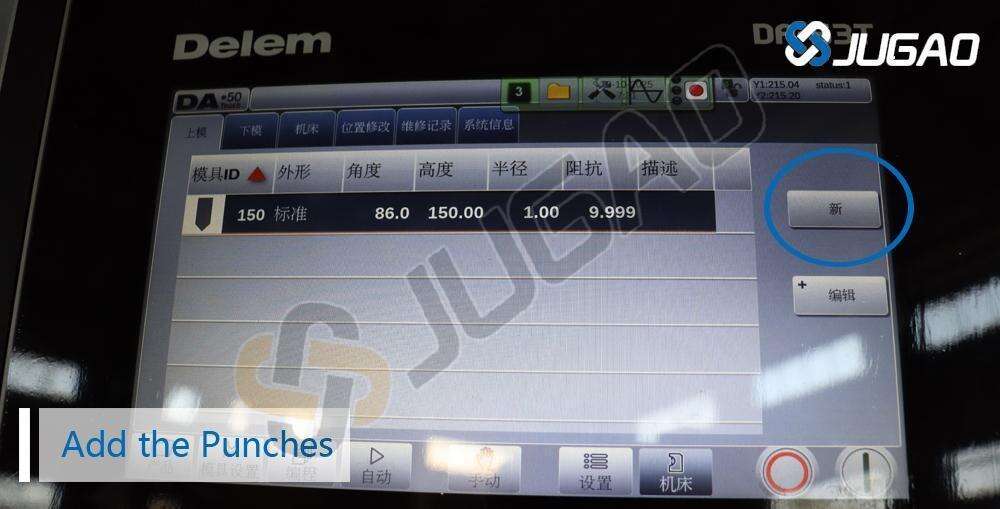
در پنل کنترل، به بخش «پانچها» بروید تا فرآیند افزودن یک پانچ جدید را آغاز کنید. این بخش بهطور خاص برای مدیریت انواع پانچهای موجود برای عملیات خمزنی شما طراحی شده است. پس از ورود به بخش پانچها، گزینه «افزودن پانچ» را انتخاب کنید تا فرآیند آغاز شود. این امر شما را در مراحل لازم برای افزودن یک پانچ جدید به سیستم راهنمایی میکند. پس از آن، دکمه «جدید» را کلیک کنید تا یک مدخل جدید برای پانچ ایجاد شود. این اقدام یک فرم باز میکند که در آن میتوانید اطلاعات ضروری مانند ابعاد، نوع ماده و مشخصات فنی را وارد کنید و اطمینان حاصل کنید که پانچ جدید بهدرستی متناسب با نیازهای شما پیکربندی شده است.
شناسه پانچ جدید را وارد کنید
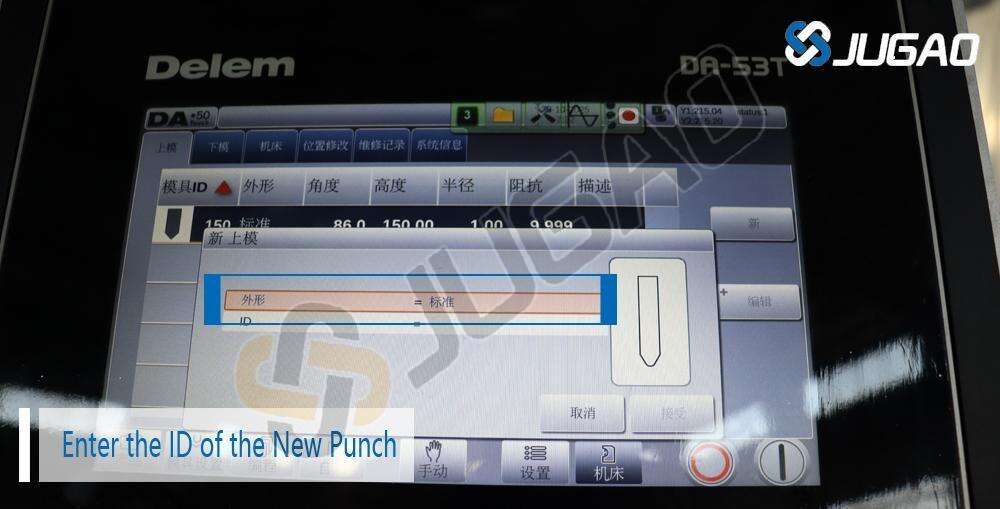
شناسه منحصربهفرد یا نام پانچ جدید را در فیلد مشخصشده وارد کنید. این شناسه ضروری است، زیرا باید دقیقاً متناظر با قالب فیزیکی پانچی باشد که در دستگاه خمزن نصب میکنید. انتخاب یک شناسه مناسب به سازماندهی بهتر کمک میکند و تضمین میکند که اپراتورها بتوانند به راحتی پانچ صحیح را در هنگام راهاندازی و عملیات تشخیص داده و بازیابی کنند. توصیه میشود از یک قرارداد نامگذاری استفاده کنید که ویژگیهای کلیدی پانچ را منعکس کند، مانند اندازه یا عملکرد آن، تا شناسایی سریعتر صورت گیرد. این دقت در جزئیات نه تنها کارایی گردش کار را افزایش میدهد، بلکه خطر ایجاد خطا در فرآیند خمزنی را نیز به حداقل میرساند.
اندازهگیری ارتفاع پانچ
ارتفاع پانچ جدید را با دقت اندازهگیری کنید تا مطمئن شوید به درستی در دستگاه شما جای میگیرد. اندازهگیری دقیق برای دستیابی به عملکرد بهینه و جلوگیری از هرگونه مشکل در کارکرد ضروری است. در این مثال، ارتفاع اندازهگیریشده پانچ ۱۲۰٫۱۰ میلیمتر است. این بعد دقیق اهمیت بالایی دارد، زیرا حتی اختلافات جزئی نیز میتوانند بر تراز و عملکرد پانچ در نورد خمکاری تأثیر بگذارند. پس از اندازهگیری، ارتفاع را دوباره بررسی کنید تا از صحت آن اطمینان حاصل کنید، قبل از ادامه در فرآیند نصب. نصب صحیح پانچ نه تنها کیفیت فرآیند خمکاری را افزایش میدهد، بلکه به ایمنی و کارایی کلی عملکرد دستگاه نیز کمک میکند.

ورودی ارتفاع پانچ
ارتفاع ضربه 120.10 میلی متر را به سیستم DELEM DA53T وارد کنید تا اطمینان حاصل شود که دستگاه مشخصات ضربه جدید را به درستی تشخیص می دهد. این مرحله بسیار مهم است، زیرا به سیستم اجازه می دهد تنظیمات خود را مطابق با آن تنظیم کند، بهینه سازی عملیات خم کردن را برای پذیرش ابعاد خاص ضربه. به میدان مناسب در بخش سوراخ های رابط حرکت کنید و اندازه گیری را با دقت وارد کنید. پس از وارد کردن ارتفاع، بررسی کنید که داده ها درست هستند تا از هرگونه مشکل احتمالی در طول کار جلوگیری شود. توجه به جزئیات به حفظ یکپارچگی فرآیند خم کردن کمک می کند و بهره وری کلی را افزایش می دهد.

زاویه گره ورودی
زاویه شیار نقاله عاملی حیاتی در فرآیند خمکاری است، زیرا به طور مستقیم بر کیفیت و دقت خمهای ایجادشده تأثیر میگذارد. برای این مرحله خاص، زاویه شیار روی ۸۵ درجه تنظیم شده است. وارد کردن دقیق این مقدار به سیستم DELEM DA53T برای اطمینان از عملکرد دستگاه در محدوده پارامترهای مشخصشده ضروری است. برای انجام این کار، به فیلد مربوطه برای زاویه شیار نقاله بروید و مقدار ۸۵ درجه را وارد کنید. ورودی خود را دوباره بررسی کنید تا صحت آن تأیید شود، زیرا حتی خطاهای جزئی نیز میتوانند منجر به عدم ترازی شوند و بر نتیجه کلی عملیات خمکاری تأثیر بگذارند.

مقدار شعاع را وارد کنید
مچها اغلب دارای شعاعی هستند که برای تعریف پروفایل خم و اطمینان از انحنای مطلوب در ماده ضروری است. این شعاع نقش مهمی در تعیین شکل نهایی خم داشته و بر زیبایی و عملکرد آن تأثیر میگذارد. برای این مچ خاص، شعاع به میزان 0.5 میلیمتر اندازهگیری شده است. این شعاع نسبتاً کوچک امکان خم دقیق را فراهم میکند و در عین حال خطر تغییر شکل ماده را به حداقل میرساند. ثبت دقیق این شعاع در سیستم امری مهم است، زیرا اطمینان حاکم است که دستگاه بتواند فرآیند خم را به درستی انجام دهد و نتایج باکیفیتی تولید کند که الزامات طراحی مشخصشده را برآورده سازد.

عرض مچ را اندازهگیری کنید
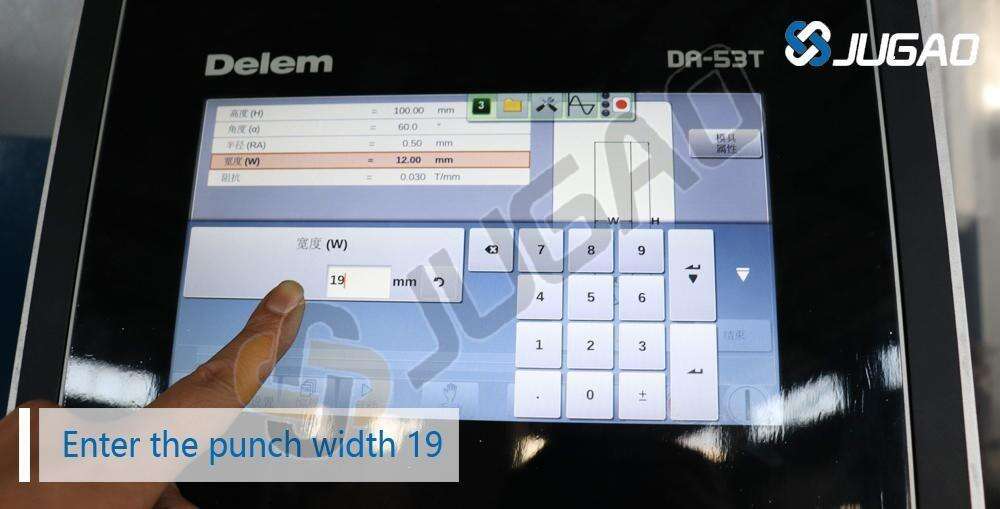
در مرحله بعد، به اندازهگیری عرض نقاله بروید، زیرا این بعد برای سازگاری آن با دستگاه خمکاری و کاربرد خمکاری خاص بسیار حیاتی است. در این مثال، عرض نقاله ۲۶٫۰۷ میلیمتر ثبت شده است. این اندازهگیری مهم است، زیرا مستقیماً بر قابلیت خم شدن مصالح و عملکرد کلی نقاله در حین عملیات تأثیر میگذارد. هنگام اندازهگیری، اطمینان حاصل کنید که عرض بهطور دقیق و یکنواخت با استفاده از ابزارهای مناسب اندازهگیری شود تا از هرگونه اختلاف جلوگیری شود. پس از تأیید عرض، وارد کردن این مقدار به سیستم ضروری است، زیرا این امر کنترل دقیق بر فرآیند خمکاری را فراهم میکند و نتایج بهینه را تضمین میکند.

عرض نقاله را وارد کنید
عرض پانچ را که 26.07 میلیمتر است، در کنترلر DELEM DA53T وارد کنید تا دستگاه این بعد مهم را تشخیص دهد. این مرحله برای حفظ دقت و کارآیی فرآیند خمکاری ضروری است. ابتدا به بخش مناسب رابط کنترلر که برای مشخصات پانچ در نظر گرفته شده است دسترسی پیدا کنید. با دقت مقدار اندازه عرض را وارد کنید و مطمئن شوید که به درستی وارد شده است تا از هرگونه خطای عملیاتی جلوگیری شود. پس از وارد کردن مقدار، دوباره صحت آن را بررسی کنید، زیرا حتی اشتباهات کوچک نیز میتوانند در عملیات خمکاری به مشکلات قابل توجهی منجر شوند. ثبت دقیق عرض پانچ به بهبود عملکرد کلی و قابلیت اطمینان دستگاه شما کمک خواهد کرد.
مقدار مقاومت ورودی
مقدار مقاومت را برای نوک پانچ در سیستم وارد کنید، زیرا این پارامتر برای تضمین عملکرد بهینه در حین فرآیند خمکاری بسیار مهم است. در این مورد، مقاومت به مقدار 3 تنظیم شده است. این تنظیم بر نحوه تعامل نوک پانچ با ماده تأثیر میگذارد و کیفیت خم و همچنین کارایی کلی عملیات را تحت تأثیر قرار میدهد. برای وارد کردن این مقدار، به بخش مشخصشده در کنترلر DELEM DA53T که به پارامترهای پانچ میپردازد، مراجعه کنید. مقدار مقاومت 3 را با دقت وارد کنید و از صحت آن اطمینان حاصل کنید تا از بروز هرگونه مشکل احتمالی در حین تولید جلوگیری شود. ورودی خود را دوباره بررسی کنید تا از صحت آن اطمینان حاصل کنید، زیرا این دقت در جزئیات به حفظ یکپارچگی و قابلیت اطمینان فرآیند خمکاری کمک میکند.

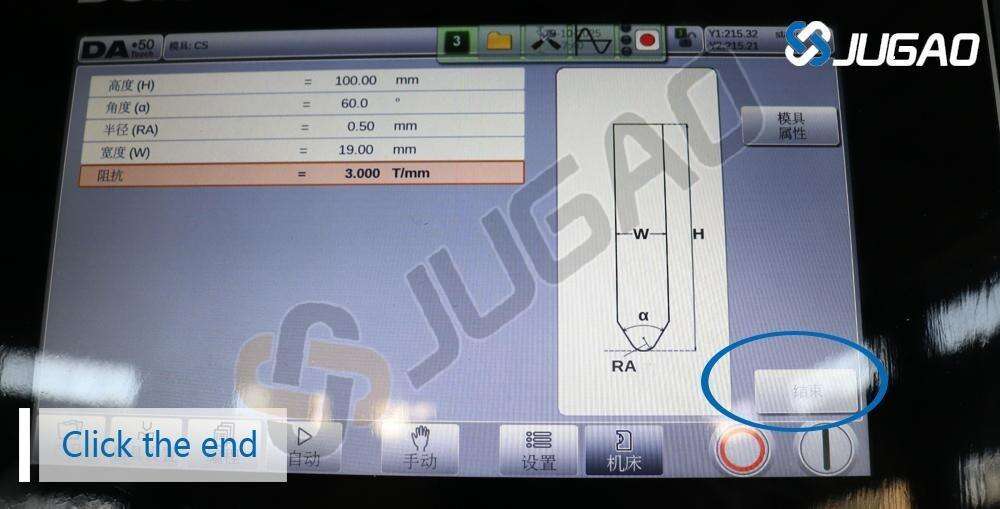
ذخیره و پایان
پس از وارد کردن دقیق تمام پارامترهای پانچ به کنترلر DELEM DA53T، ضروری است که با کلیک بر روی دکمه «پایان» تنظیمات را نهایی کنید. این اقدام تمام پیکربندیهای وارد شده توسط شما را ذخیره میکند و اطمینان حاصل میشود که دستگاه تنظیمات مشخصشده را برای عملیات آینده حفظ خواهد کرد. قبل از کلیک بر روی دکمه «پایان»، لحظهای صرف بازبینی مجدد تمام پارامترها کنید و از صحت و کامل بودن هر مقدار اطمینان حاصل نمایید. این مرحله بسیار مهم است، زیرا هرگونه غفلت ممکن است منجر به ناکارآمدی یا خطاهای عملیاتی در فرآیند خم شدن گردد. با ذخیره تنظیمات پانچ، جریان کار شما روانتر شده و اثربخشی کلی عملیات تولید ارتقا مییابد.
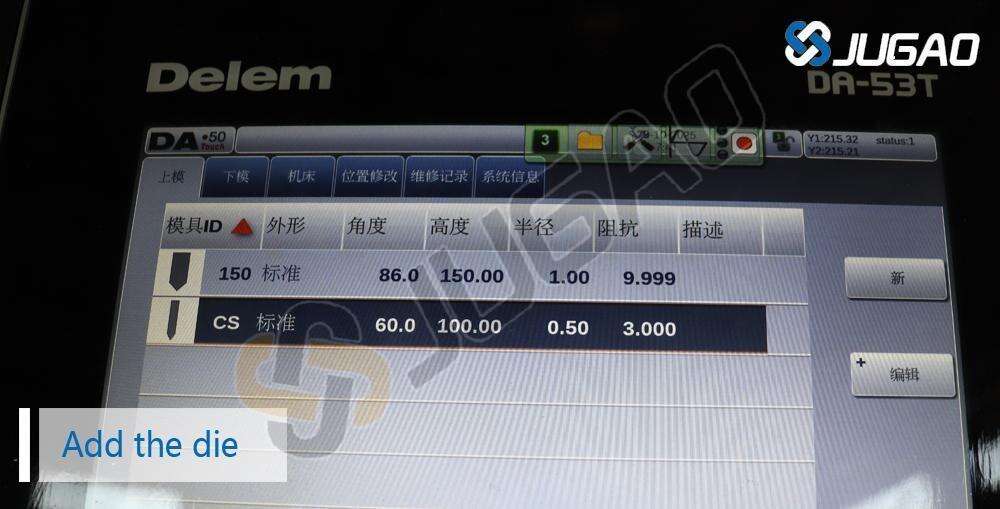
بخش 2: افزودن قالبهای جدید (قالبهای پایین)
پس از پیکربندی موفقیتآمیز سنبهها، مرحله بعدی افزودن ماتریسها (معروف به قالبهای پایینی) برای تکمیل تنظیمات ابزار است. این مرحله برای اطمینان از انجام روان و کارآمد فرآیند خمکاری بسیار حیاتی است. ابتدا ماتریسهای مناسبی را انتخاب کنید که با مشخصات سنبههایی که تازه نصب کردهاید، مطابقت داشته باشند. ماتریسها را با دقت در محل مشخصشده دستگاه قرار دهید و هممحوری صحیح را برای عملکرد بهینه تضمین کنید. به ابعاد و سازگاری ماتریسها توجه ویژهای داشته باشید، زیرا این عوامل بهطور مستقیم بر کیفیت خمهای تولیدشده تأثیر میگذارند. این مراحل را با دقت دنبال کنید تا یکپارچهسازی بیدرز ماتریسها در کل تنظیمات ابزار تضمین شود و راه را برای انجام عملیات خمکاری دقیق و مؤثر فراهم آورد.
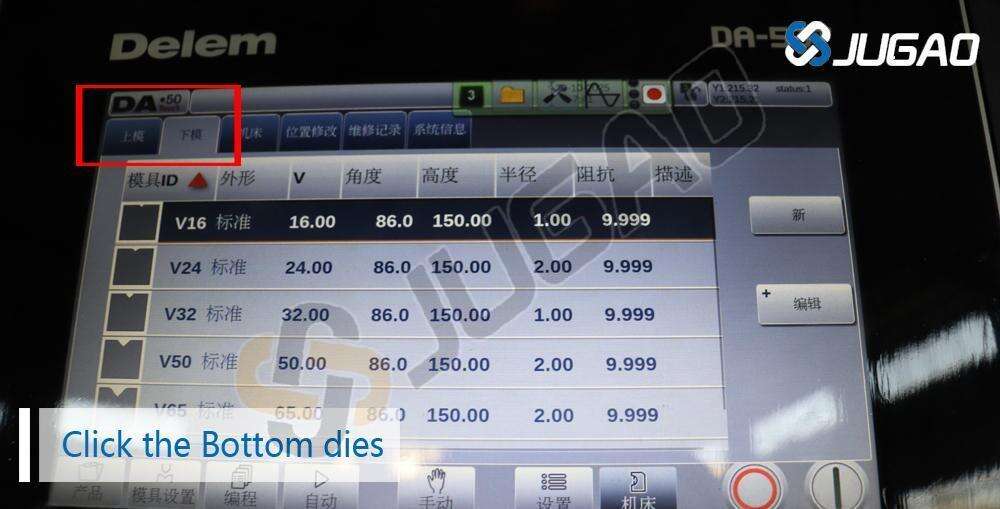
قسمت ماتریسهای پایینی را کلیک کنید
به بخش «قالبهای پایینی» رابط DELEM DA53T بروید تا فرآیند افزودن قالب جدید را آغاز کنید. این بخش بهطور خاص برای تنظیم مدلهای پایینی در نظر گرفته شده است که نقش مهمی در فرآیند خمکاری ایفا میکنند. پس از ورود به این بخش، گزینهها و تنظیمات مختلفی مربوط به قالبها را مشاهده خواهید کرد. با انتخاب گزینه افزودن یک قالب جدید شروع کنید؛ این امر باعث میشود تا اطلاعات ضروری مانند ابعاد، نوع ماده و هر ویژگی خاص دیگری مربوط به قالب را وارد کنید. مطمئن شوید که این اطلاعات را دقیق وارد کنید تا سازگاری با سنبههای تنظیمشده حفظ شود. رعایت دقیق این مراحل به شما کمک میکند تا تنظیم ابزارها را سریعتر انجام دهید و کارایی کلی عملیات خمکاری را افزایش دهید.
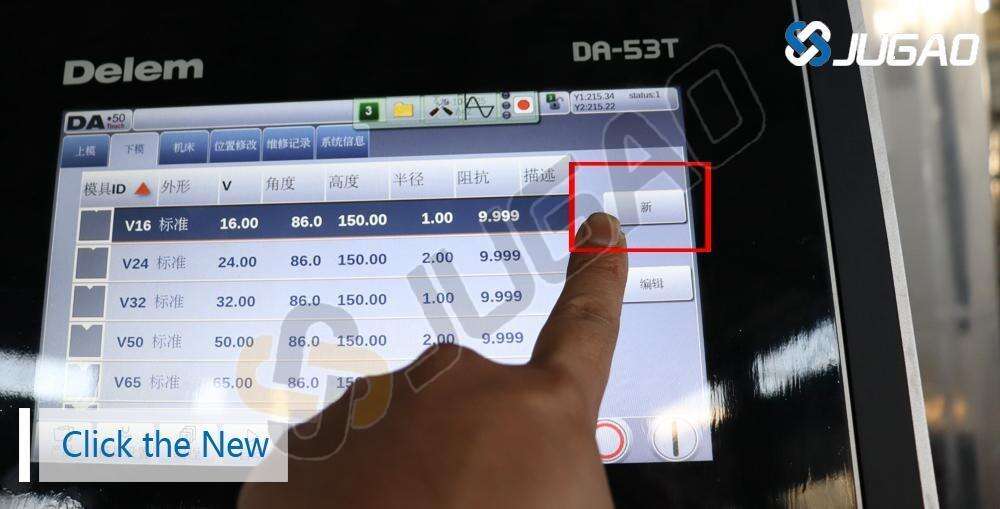
جدید را کلیک کنید
درست مانند ماتریسها، برای ایجاد یک ورودی جدید قالب در رابط DELEM DA53T دکمه «جدید» را کلیک کنید. این عمل به شما امکان میدهد تا تمام مشخصات لازم برای قالب جدید را وارد کنید و اطمینان حاصل کنید که این قالب کاملاً با سیستم ابزار شما هماهنگ است. پس از کلیک روی دکمه «جدید»، یک فرم ظاهر میشود که از شما میخواهد جزئیات ضروری مانند ابعاد قالب، خواص مواد و هر ویژگی منحصربهفرد مرتبط با عملکرد آن را وارد کنید. در طول این فرآیند مهم است که دقیق و کامل عمل کنید تا اطمینان حاصل کنید که قالب در حین عملیات بهطور بهینه کار میکند. با ایجاد دقیق یک ورودی جدید قالب، زمینهساز تولید خمهای با کیفیت و حفظ کارایی کلی فرآیند تولید خود خواهید بود.
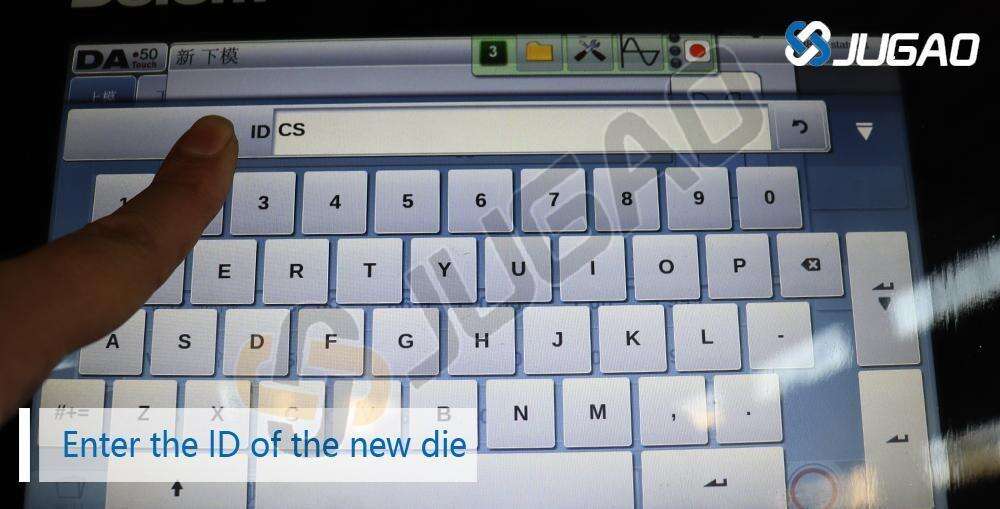
شناسهٔ قالب جدید را وارد کنید
ID منحصر به فرد یا نام برای قالب جدید را وارد کنید، اطمینان حاصل کنید که دقیقا با قالب فیزیکی که استفاده می کنید مطابقت دارد. این شناسایی برای حفظ سازمان و اطمینان از اینکه اپراتورها می توانند به راحتی مچ درست را در طول تولید تشخیص داده و انتخاب کنند، بسیار مهم است. یک ID یا نام به خوبی انتخاب شده باید مشخصات یا استفاده مورد نظر از دی را منعکس کند، که در آینده مراجعه سریع را تسهیل می کند. زمان بگذارید تا اطلاعات وارد شده را برای دقت دوباره بررسی کنید، زیرا هرگونه اختلاف می تواند منجر به سردرگمی و خطاهای احتمالی در فرآیند خم شدن شود. با اطمینان از تطابق دقیق بین ورودی دیجیتال و قالب فیزیکی، شما به کارایی و قابلیت اطمینان کلی عملیات خود کمک می کنید.
ابعاد را اندازه گیری کنید
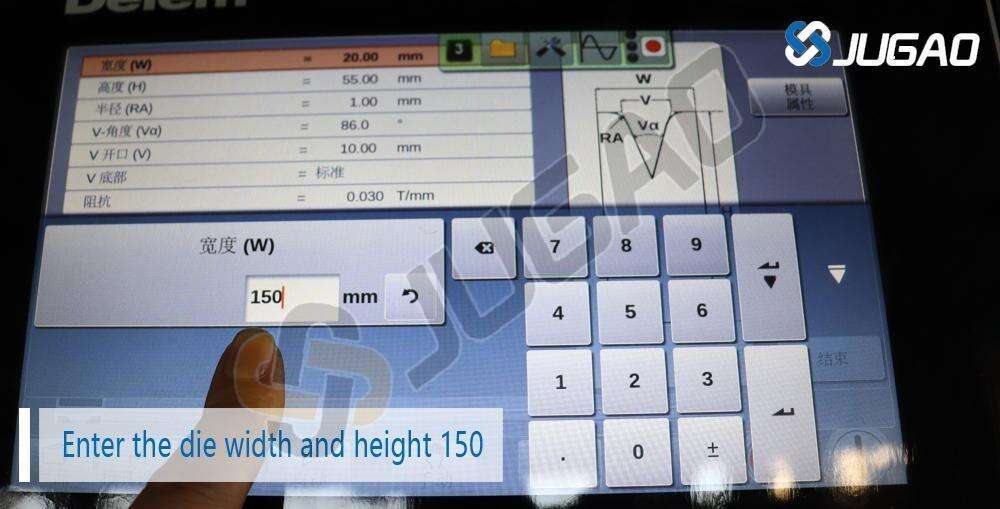
عرض و ارتفاع قالب جدید را با دقت اندازه گیری کنید، زیرا این ابعاد برای اطمینان از تراز و عملکرد مناسب در طول فرآیند خم کردن بسیار مهم هستند. برای این مثال، هم عرض و هم ارتفاع به عنوان 150 میلی متر ثبت می شود. با استفاده از یک کالیپر یا یک ابزار اندازه گیری مشابه، این اندازه گیری ها را با دقت انجام دهید تا دقت آن تضمین شود. مهم است که تغییرات جزئی را توجه کنید، زیرا حتی اختلافات کوچک می تواند بر عملکرد دی و کیفیت خم های تولید شده تأثیر بگذارد. هنگامی که تایید کردید که هر دو ابعاد واقعا 150 میلی متر هستند، این اطلاعات را در رابط DELEM DA53T وارد کنید، اطمینان حاصل کنید که برای نتایج مطلوب با مشخصات ضربه معادل مطابقت دارد.

ابعاد ورودی
عرض و ارتفاع قالب را به سیستم وارد کنید و هر دو اندازهگیری را به صورت 150 میلیمتر مشخص نمایید. این مرحله برای پیکربندی دقیق قالب در رابط DELEM DA53T ضروری است. هنگام وارد کردن این ابعاد، مطمئن شوید که از نظر وجود خطاهای تایپی دوباره بررسی کردهاید تا دقت حفظ شود. وارد کردن دقیق عرض و ارتفاع بسیار مهم است، زیرا این مقادیر به طور مستقیم بر نحوه تعامل قالب با فرمها در حین فرآیند خمکاری تأثیر میگذارند. پس از وارد کردن مقادیر، ورودیهای خود را مرور کنید تا از صحت آنها اطمینان حاصل کنید. این دقت لازم به انجام عملیات بدون مشکل کمک کرده و به اثربخشی کلی جریان تولید شما منجر خواهد شد.
مقدار شعاع را وارد کنید
درست مانند مشتیها، شعاع قالب نیز باید در سیستم وارد شود تا عملکرد دقیق آن در حین فرآیند خمکاری تضمین شود. برای این قالب خاص، شعاع اندازهگیریشده 0.5 میلیمتر است. ثبت دقیق این اندازه بسیار مهم است، زیرا شعاع بر منحنی خمهای ایجادشده تأثیر میگذارد و میتواند بر کیفیت کلی محصول نهایی تأثیر بگذارد. هنگامی که شعاع را در رابط DELEM DA53T وارد میکنید، لحظهای صرف تأیید صحت مقدار کنید و مطمئن شوید که این مقدار با قالب فیزیکی مورد استفاده شما مطابقت دارد. توجه به این جزئیات به پیشگیری از هرگونه اختلاف که میتواند بر کارایی تولید تأثیر بگذارد کمک میکند و اطمینان حاصل میشود که قالب در حین عملیات به درستی کار میکند.

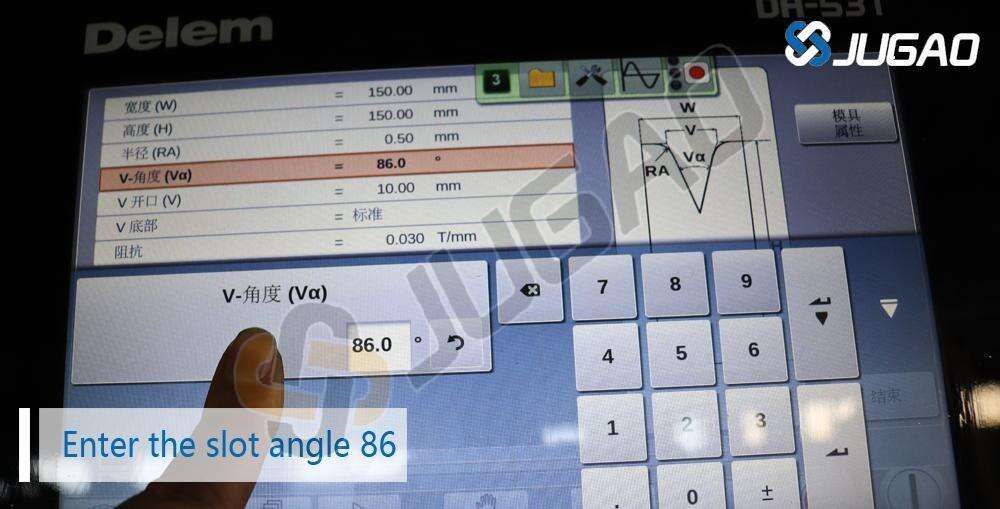
زاویه گره ورودی
زاویه شیار قالب پارامتر مهم دیگری است که باید بهدقت در سیستم ثبت شود. این زاویه نقش مهمی در تعیین نحوه تعامل قالب با ماده در حین فرآیند خمکاری ایفا میکند. برای این قالب خاص، باید زاویه شیار را 86 درجه وارد کنید. هنگام وارد کردن این اطلاعات به رابط DELEM DA53T، ضروری است که اطمینان حاصل کنید زاویه دقیق است، زیرا حتی انحرافات جزئی نیز میتواند منجر به خمهای نادرست و تأثیر بر کیفیت کلی محصول نهایی شود. پس از وارد کردن زاویه شیار 86 درجه، لحظهای صرف بازبینی ورودی خود کنید تا از دقت آن اطمینان حاصل کنید و به این ترتیب عملکرد و کارایی ثابتی در عملیات تولید خود حفظ کنید.
عرض شیار را اندازهگیری کنید
عرض شیار قالب را با دقت اندازهگیری کنید، زیرا این بعد برای دستیابی به نتایج خم مطلوب حیاتی است. در این مثال، عرض شیار ۹ میلیمتر ثبت شده است. با استفاده از کولیس یا ابزار اندازهگیری مشابه، اطمینان حاصل کنید که اندازهگیری دقیقی انجام دادهاید تا از هرگونه اختلاف احتمالی که میتواند بر تولید تأثیر بگذارد جلوگیری شود. عرض شیار به طور مستقیم بر نحوه قرارگیری مواد در قالب تأثیر میگذارد و میتواند بر کیفیت و دقت خمها تأثیر بگذارد. پس از آنکه اطمینان حاصل کردید عرض شیار واقعاً ۹ میلیمتر است، این مقدار را در رابط DELEM DA53T وارد کنید و اطمینان حاصل کنید که این مقدار به درستی با سایر پارامترها هماهنگ شده است تا عملکرد بهینهای در حین کار داشته باشید.

ورود عرض شیار
عرض شیار را به سیستم DELEM DA53T وارد کنید و آن را دقیقاً روی 90 میلیمتر تنظیم نمایید. این اندازهگیری برای اطمینان از تعامل صحیح بین قالب و ماده مورد خمکاری بسیار حیاتی است. هنگام وارد کردن این مقدار، مراقب باشید تا دوباره از صحت آن اطمینان حاصل کنید، زیرا حتی خطاهای کوچک نیز میتوانند منجر به مشکلات قابل توجهی در فرآیند خم شوند. پس از تأیید اینکه عرض شیار به درستی به میزان 90 میلیمتر وارد شده است، سایر پارامترها را بررسی کنید تا اطمینان یابید با این اندازه سازگار هستند. توجه دقیق و موشکافانه به این جزئیات برای حفظ کارایی تولید و دستیابی به نتایج با کیفیت بالا در عملیات شما ضروری است.

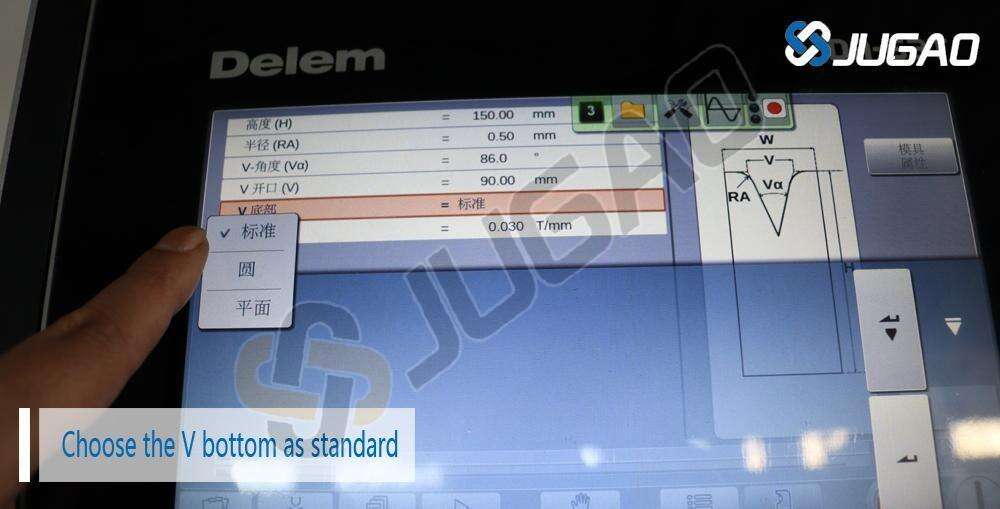
V Bottom را به عنوان استاندارد انتخاب کنید
گزینه V پایین را برای ماتریس انتخاب کنید، زیرا این پیکربندی به عنوان استاندارد بیشتر دستگاههای خمزن در نظر گرفته میشود. طراحی ماتری V به دلیل انعطافپذیری و اثربخشی آن در ایجاد خمهای دقیق روی انواع مواد ترجیح داده میشود. این نوع ماتریس توزیع یکنواخت نیرو را تسهیل میکند و اطمینان حاصل میشود که ماده به درستی و به صورت مداوم شکل داده شود. هنگام انتخاب این گزینه در رابط DELEM DA53T، سازگاری آن با نیازهای خمزن خاص خود را در نظر بگیرید. با انتخاب پیکربندی V پایین، قابلیت اطمینان عملیات خمکاری شما افزایش مییابد و به بهبود کارایی و افزایش کیفیت خروجیها در فرآیندهای تولید شما کمک میشود.
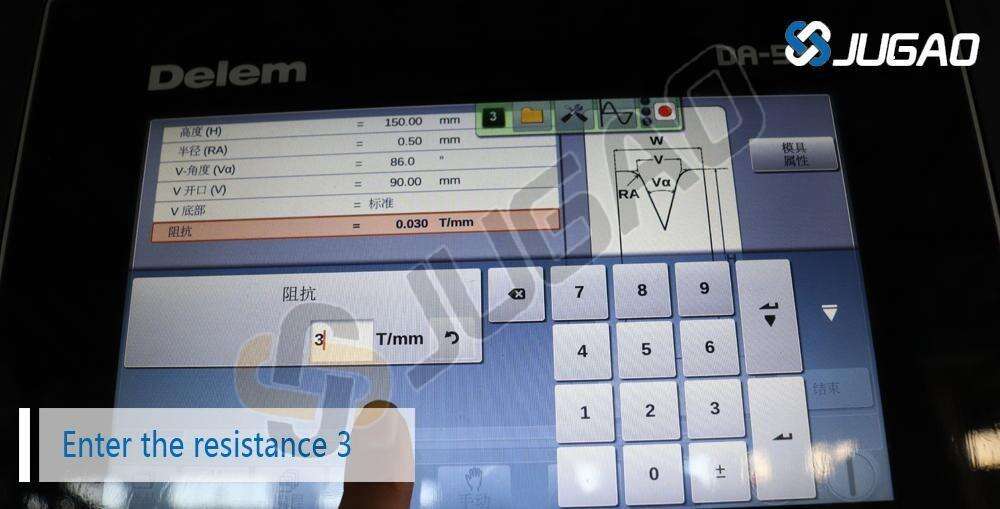
مقدار مقاومت ورودی
مقدار مقاومت قالب را وارد کنید و اطمینان حاصل کنید که به عدد 3 تنظیم شده است. این پارامتر برای تعیین نحوه عملکرد قالب تحت فشار در حین فرآیند خمکاری ضروری است. مقدار مقاومت قالب به طور مستقیم بر واکنش مواد به نیروی اعمالشده تأثیر میگذارد و دقت و کیفیت خمهای ایجادشده را تحت تأثیر قرار میدهد. هنگام وارد کردن این مقدار به سیستم DELEM DA53T، دقت خود را دوباره بررسی کنید تا از بروز هرگونه خطای احتمالی که ممکن است عملیات خمکاری را تحت تأثیر قرار دهد، جلوگیری شود. تنظیم مقاومت قالب به عدد 3، تعامل بهینه بین قالب و ماده را تضمین میکند و خمکاری مؤثر و موفقیت کلی فرآیند تولید شما را فراهم میآورد. توجه شما به این جزئیات به حفظ استانداردهای بالا در کارایی تولید و کیفیت محصول کمک خواهد کرد.
ذخیره و پایان
پس از وارد کردن دقیق تمام پارامترهای قالب، زمان آن فرا رسیده است که با کلیک روی دکمهٔ «پایان»، راهاندازی اولیه را نهایی کنید و تنظیمات قالب را ذخیره نمایید. این مرحله بسیار حیاتی است، زیرا اطمینان حاکم میشود که تمام تنظیمات خاص — از جمله عرض شیار، زاویهٔ شیار و مقاومت قالب — بهطور امن در سیستم DELEM DA53T ذخیره شدهاند. با ذخیرهٔ تنظیمات قالب، شما یک مرجع قابل اعتماد برای عملیات آینده ایجاد میکنید و احتمال بروز خطاهایی در خمهای بعدی را به حداقل میرسانید. قبل از کلیک روی دکمهٔ «پایان»، لحظهای صرف بازبینی مجدد هر یک از پارامترها کنید تا از صحت آنها اطمینان حاصل نمایید. تکمیل این فرآیند نه تنها جریان کار شما را سریعتر میکند، بلکه کارایی کلی و کیفیت وظایف تولیدی شما را نیز بهبود میبخشد.

نهایی کردن تنظیمات ابزار شما
اکنون که چکشها و قالبها در کنترلر DELEM DA53T تنظیم شدهاند، نصب ابزار شما کامل است. ضروری است که تمام مقادیر وارد شده را دوباره بررسی کنید تا از بروز خطا در حین فرآیند خمکاری جلوگیری شود. تنظیم دقیق ابزار نقش مهمی در دستیابی به خمهای با کیفیت بالا روی دستگاه خمکاری شما ایفا میکند.
پس از اتمام تنظیمات، میتوانید یک خم آزمایشی انجام دهید تا عملکرد صحیح قالبهای جدید اضافه شده را تأیید کنید و اطمینان حاصل کنید که همه چیز به درستی کار میکند.
نتیجهگیری
افزودن قالبهای جدید به کنترلر DELEM DA53T فرآیندی ساده است که به دقت در جزئیات متکی است. با پیروی از این راهنمای گام به گام، میتوانید بهصورت کارآمد و دقیق چکشها و قالبهای جدید را پیکربندی کنید و نصب روان ابزار را برای دستگاه خمکاری خود فراهم کنید. چه در حال آمادهسازی ابزار برای یک پروژه جدید باشید و چه ماشین را برای یک کار خاص تطبیق دهید، دانستن نحوه تنظیم مؤثر قالبها کلیدی برای بهینهسازی عملکرد دستگاه و تضمین خمهای با کیفیت است.
ادغام یک سیستم ابزار دقیق مناسب در فرآیند کاری شما، کارایی عملیات خمزن لیزری را افزایش میدهد و به تیم شما کمک میکند تا قطعات با دقت بالا را بهصورت مداوم تولید کنند. هر زمان که نیاز به اضافه کردن قالبهای جدید داشتید، از این راهنما استفاده کنید و در مسیر تسلط بر تنظیم ابزار خمزن لیزری با کنترلر DELEM DA53T قرار خواهید گرفت.

