















































راهنمای عملیات پیکربندی ثوابت برنامه DELEM DA-52S
وقتی به پیکربندی ثابتهای برنامهی DELEM DA-52S میپردازیم، درک تنظیمات اصلی برای تضمین عملکرد بهینهی ماشین خمزن ضروری است. اگر قصد دارید این پارامترها را بهطور مؤثر پیکربندی کنید، در جای درستی قرار دارید. در این راهنما، مراحل پیکربندی این تنظیمات حیاتی را برای شما توضیح میدهم تا بتوانید کارایی و دقت عملیات خمکاری خود را به حداکثر برسانید. آیا یک اپراتور با تجربه هستید یا تازهکاری که میخواهید مهارتهای خود را ارتقا دهید، این مقاله دانش لازم را برای تنظیم اطمینانبخش DELEM DA-52S مطابق با نیازهای خاص شما فراهم میکند. با پیروی از مراحل تشریحشده، میتوانید اطمینان حاصل کنید که وظایف کار با فلز شما با دقت و یکنواختی انجام میشوند.
معرفی
DELEM DA-52S یک سیستم کنترل CNC قدرتمند است که امکانات پیشرفتهای برای بهینهسازی عملیات ماشین خمزن ارائه میدهد. درک صحیح و پیکربندی دقیق ثابتهای برنامهی آن، کلید دستیابی به دقت، کارایی و بهرهوری کلی بالاتر است.
این کلید را فشار دهید تا وارد ثوابت برنامه شوید.
ثوابت برنامه در چندین صفحه تقسیمبندی شدهاند. این ثوابت در بخشهای بعدی مورد بحث قرار گرفتهاند.
عمومی
برای استفاده کامل از ثوابت برنامه DELEM DA-52S، درک دقیق تنظیمات متعددی که بر عملکرد آن تأثیر میگذارند، امری حیاتی است. این ثوابت رفتار کلی ماشین، محدودیتهای عملیاتی و پیکربندیهای رابط کاربری را تعیین میکنند. در ادامه راهنمای سادهشدهای برای ناوبری و تنظیم این پارامترها ارائه شده است:
از کلیدهای جهتدار چپ/راست برای مرور صفحات مختلف حاوی پارامترها استفاده کنید. برای انتخاب پارامترهای جداگانه، از کلیدهای جهتدار بالا/پایین بهره ببرید. برای برخی از پارامترها، مقدار آنها را میتوان با کلید «ثوابت» که با نماد خاصی نشان داده شده است، تنظیم کرد.
ثوابت کلیدی برنامه
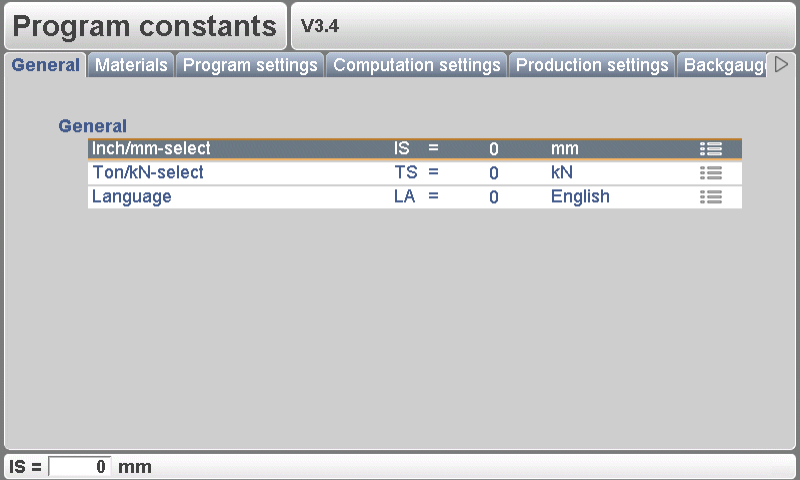
انتخاب اینچ/میلیمتر (IS):
واحد اندازهگیری مورد نظر خود را انتخاب کنید.
۱ برای ابعاد برحسب اینچ
۰ برای ابعاد برحسب میلیمتر
انتخاب تن/کیلونیوتون (TS):
تعیین واحد برای نمایش دادههای نیرو.
۱ برای تن
۰ برای کیلونیوتن
زبان (LA):
زبان مورد نظر خود را برای رابط کاربری تنظیم کنید. سیستم DELEM DA-52S از چندین زبان پشتیبانی میکند، از جمله:

این تنظیمات را مطابق با نیازهای عملیاتی خود تنظیم کنید تا فرآیند ماشینکاری بهصورت روان و دقیق انجام شود.
مواد
تنظیمات مواد برای اطمینان از انجام دقیق عملیات خمکاری توسط سیستم DELEM DA-52S از اهمیت بالایی برخوردار است. پیکربندی صحیح شامل وارد کردن نوع صحیح ماده، ضخامت و مقاومت کششی آن میشود تا سیستم بتواند پارامترهای لازم برای خمکاری را بهدرستی محاسبه کند.
مرحله ۱: دسترسی به تنظیمات مواد
برای شروع، به منوی تنظیمات مواد در سیستم DELEM DA-52S خود بروید. در اینجا امکان ویرایش مواد موجود، برنامهریزی مواد جدید یا حذف موادی که دیگر مورد نیاز نیستند را دارید. حداکثر شش ماده میتواند در هر زمان روی صفحه کنترل برنامهریزی شود.
مرحله ۲: تنظیم ویژگیهای ماده
در این پنجره، میتوانید ویژگیهای مواد ضروری برای انجام دقیق عملیات خمکاری را ویرایش و وارد کنید:
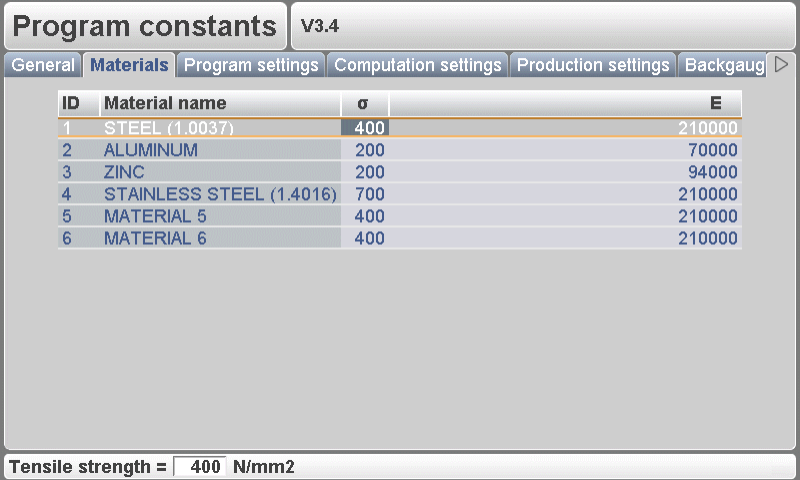
نام ماده: هر ماده باید نام منحصر به فردی (حداکثر ۲۵ کاراکتر) داشته باشد که با حرف شروع شود. این امر امکان شناسایی آسان آن را در حین برنامهنویسی فراهم میکند.
مقاومت کششی: مقاومت کششی ماده را وارد کنید. این مقدار برای اینکه سیستم DELEM DA-52S نیروی مناسب را در طول عملیات خمکاری اعمال کند، حیاتی است.
مدول الاستیسیته (E): مدول الاستیسیته هر ماده نیز باید مشخص شود تا محاسبه دقیق پارامترهای خمکاری تضمین گردد.
مواد ابتدا بر اساس شماره شناسایی (ID) آنها فهرستبندی شدهاند. برای ویرایش یک ماده موجود، خط مربوطه را انتخاب کرده، مقادیر ویژگیها را در صورت نیاز تغییر دهید و هر ورودی را با فشار دادن کلید ENTER تأیید کنید.
برای حذف یک ماده، مکاننما را روی خط مربوط به آن ماده قرار داده و کلید عملکردی «حذف ماده» (S6) را فشار دهید. برای افزودن یک ماده جدید، مکاننما را به یک فضای خالی در لیست منتقل کرده و وارد کردن مقادیر خاص آن ماده را آغاز کنید.
تنظیمات برنامه
تنظیمات برنامه در ثوابت برنامهی DELEM DA-52S، رفتار دستگاه خمزن را در حین برنامهنویسی و تولید تعریف میکند و به اپراتورها کمک میکند تا دقت، یکنواختی و کارایی را بهبود بخشند.
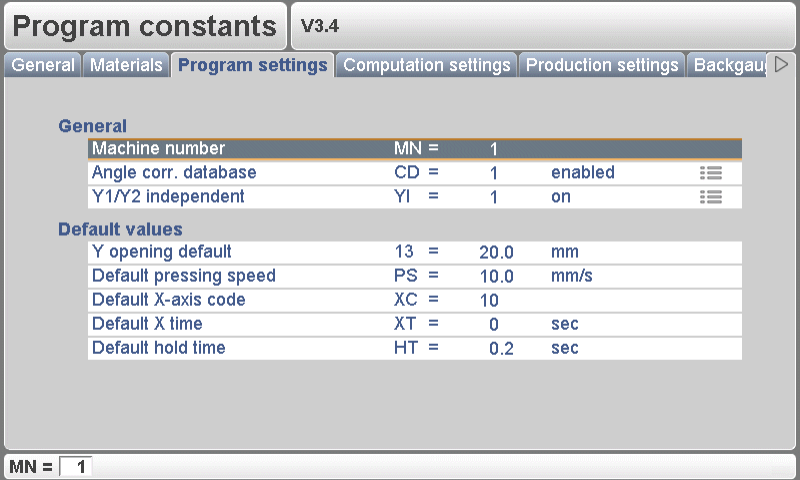
شمارهی ماشین (MN)
اختصاص دادن یک شمارهی منحصربهفرد به هر ماشین، زمانی که چندین دستگاه خمزن در یک واحد تولیدی مشترک فعالیت میکنند، ضروری است. این شماره در هر برنامهی خمزنی و نام فایل ابزار ذخیره میشود تا اطمینان حاصل شود که ابزار و برنامه به ماشین صحیح اختصاص یافتهاند.
وظایف اصلی:
هر ماشین را بهصورت منحصربهفرد شناسایی میکند
هنگام بارگذاری برنامهها از USB، شمارهی ماشین بررسی میشود
در صورت عدم تطابق شمارهها، تأییدیهی انسانی لازم است
تغییر شمارهی ماشین، نام تمام فایلهای ابزار را بهروزرسانی میکند و نیازمند ایجاد نسخهی پشتیبان جدید از ابزارهاست
پایگاهدادهی اصلاح زاویه (CD)
این گزینه امکان استفاده از یک پایگاهدادهی اشتراکی برای اصلاح زوایا را فعال یا غیرفعال میکند. هنگام فعال بودن، اصلاحات واردشده در حین تولید، برای استفادههای آینده ذخیره میشوند و بهطور خودکار برای خمهای مشابه پیشنهاد داده میشوند.
کنترلکننده این ویژگیهای خم را مقایسه میکند:
متریال
ضخامت
باز شدن قالب
شعاع خم
شعاع نوک پانچ
زاویه
پیشنهادات اصلاحی یا درونیابیها زمانی رخ میدهند که:
زاویه فعال در محدوده ۱۰ درجه از دو خم شناختهشده قرار داشته باشد
اصلاحات این خمها حداکثر ۵ درجه با هم تفاوت داشته باشند
مقادیر پیشفرض برنامه
برای تسهیل ایجاد برنامههای جدید خمکاری، چند پارامتر پیشفرض را میتوان از پیش تنظیم کرد:
پیشفرض باز شدن محور Y – مقدار اولیه باز شدن محور Y
کد پیشفرض محور X (XC) – کد پیشفرض تغییر گام (مقدار کارخانه: ۲)
زمان پیشفرض محور X (XT) – زمان انتظار قبل از تغییر گام
زمان نگهداری پیشفرض (HT) – زمان توقف در موقعیت خمکردن
با این ثابتهای برنامهی بهینهشدهی DELEM DA-52S، اپراتورها میتوانند کیفیت ثابت خمکاری را حفظ کرده و همزمان تلاشهای تکراری برای تنظیمات اولیه را کاهش دهند.
تنظیمات محاسباتی
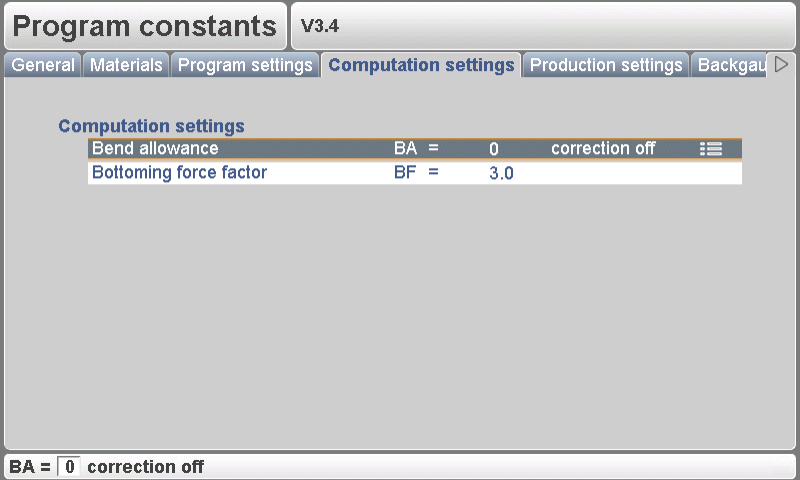
دقت در عملیات خمکاری پیچیده به تنظیمات محاسباتی کارآمد سیستم DELEM DA-52S شما بستگی دارد. تنظیم دقیق الگوریتمها و بهروز نگهداشتن نرمافزار از اهمیت بالایی برخوردار است.
مرحلهٔ ۱: تنظیم دقیق الگوریتمهای محاسباتی
سرعت و دقت را به حداکثر برسانید با تنظیم دقیق الگوریتمهای محاسباتی خود. روی تنظیم «اجازهٔ خمکردن» (BA) تمرکز کنید:
l ۰ = غیرفعالسازی اصلاح
l ۱ = فعالسازی اصلاح
این تنظیم مشخص میکند که آیا اصلاحات مربوط به اجازهٔ خمکردن در مرحلهٔ برنامهنویسی اعمال شوند یا خیر. اصلاحات اعمالشده در مرحلهٔ برنامهنویسی محاسبه و ذخیره میشوند و میتوان آنها را در حالت تولید تنظیم مجدد کرد.
مرحلهٔ ۲: ارتقای الگوریتمهای نرمافزار
بهطور منظم نرمافزار خود را بهروزرسانی کنید تا عملکرد و دقت الگوریتمها بهبود یابد. به عامل نیروی پایینآمدن (BF) توجه کنید که برای تنظیم فشار در خمکاری هوایی جهت دستیابی به فشار مورد نظر برای عملیات کوینینگ استفاده میشود.
اجرا کردن این تنظیمات تضمین میکند که دستگاه DELEM DA-52S شما با حداکثر کارایی و دقت عمل میکند. برای کسب اطلاعات بیشتر، مستندات ما را بررسی کنید یا با تیم پشتیبانی ما تماس بگیرید.
تنظیمات تولید
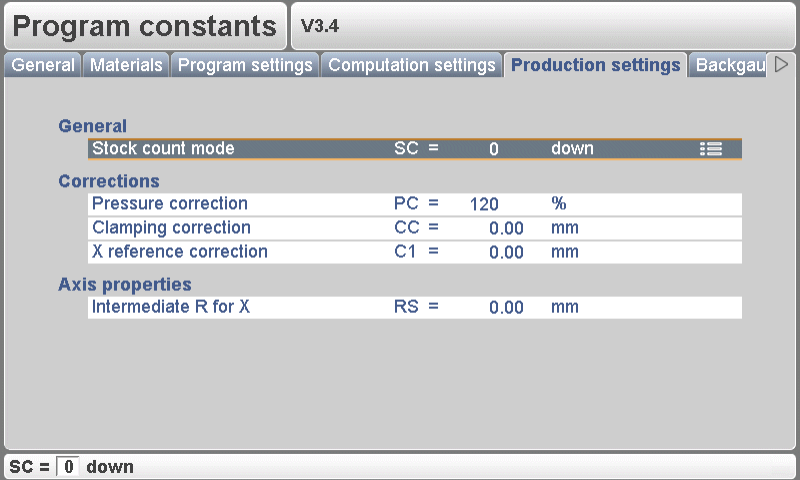
تنظیمات تولید در دستگاه DELEM DA-52S برای مدیریت کارآمد ساخت قطعات کار با استفاده از دستگاه خمزن فشاری از اهمیت بالایی برخوردارند. پیکربندی صحیح، عملکرد و کیفیت را بهینه میسازد.
مرحله ۱: تنظیم متغیرهای تولید
متغیرهای تولیدی مانند اندازه دسته و سرعت را بهدقت تنظیم کنید تا کارایی بهینه حاصل شود. از حالت شمارش موجودی (SC) برای شمارش محصولات بهصورت صعودی یا نزولی در طول فرآیند تولید استفاده کنید. در حالت شمارش نزولی، دستگاه پس از رسیدن به صفر و پس از تحقق سقف تعیینشده قبلی متوقف میشود؛ در حالی که در حالت شمارش صعودی، گزارشهای پیشرفت جاری ارائه میشوند. اصلاح فشار (PC) را تنظیم کنید تا فشار شیر کنترل شود و ثبات عملکرد تضمین گردد.
از اصلاح قلاببندی (CC) برای تنظیم موقعیت قلاببندی پرتو استفاده کنید تا با جابجایی نقطه قلاببندی، نگهداری محکمی ایجاد شود؛ مقادیر مثبت، عمق قلاببندی را افزایش داده و مقادیر منفی آن را کاهش میدهند. اصلاح مرجع X (C1) ناهماهنگی بین موقعیت محور X در سیستم مکانیکی و موقعیت نمایشدادهشده روی صفحه نمایش را برای اطمینان از دقت رفع میکند.
مرحلهٔ ۲: نظارت بر کیفیت خروجی
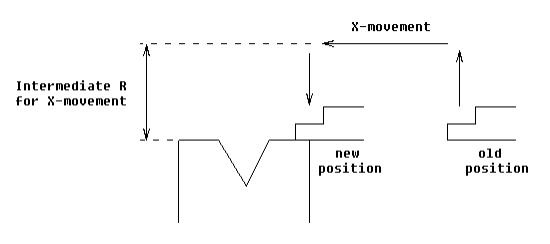
بهطور منظم کیفیت تولید را بررسی کرده و در صورت لزوم اصلاحات لازم را انجام دهید. R میانی برای حرکت محور X (RS) با تنظیم محور R هنگام حرکت محور X درون منطقهٔ ایمن، از برخورد جلوگیری کرده و عملیاتی روان را تضمین میکند.
با پیکربندی مؤثر این ثابتهای برنامهی DELEM DA-52S، میتوانید عملکرد دستگاه و کیفیت محصول را به حداکثر رسانید.
ابعاد گیرهٔ عقبی
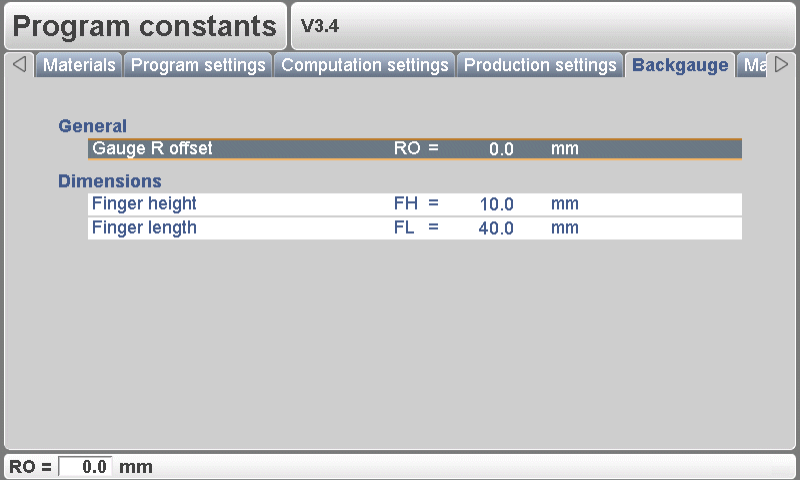
پیکربندی صحیح گیرهٔ عقبی برای حفظ دقت و تکرارپذیری خمها ضروری است.
مرحلهٔ ۱: اندازهگیری ابعاد گیرهٔ عقبی
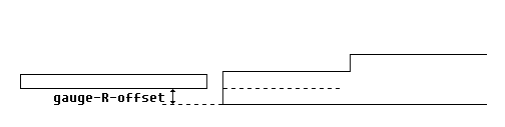
جابجایی محور R (RO): تنظیم جابجایی محور R برای مواردی که محور X خارج از منطقه ایمنی قالب قرار دارد. این تنظیم، موقعیتهای پایینتر را برای پشتگیج در موقعیت شماره ۰ تعیین میکند تا انحناها با دقت بالاتری انجام شوند.
ارتفاع انگشت (FH): تنظیم ارتفاع پیشفرض سطح انگشت بهمنظور اصلاح محور R در شرایط قرارگیری قطعه روی انگشتها (lay-on)، که دقت انحنا را افزایش میدهد.
طول انگشت (FL): اصلاح موقعیت محور X با استفاده از طول سطح اول انگشت، بهمنظور حفظ موقعیت صحیح در طول عملیات.
مرحله ۲: کالیبراسیون مکانیزم پشتگیج
انجام کالیبراسیونهای دورهای برای اطمینان از آنکه پشتگیج بهدرستی موقعیتهای برنامهریزیشده را حفظ میکند و بدین ترتیب ثبات عملیات انحنا را ارتقا میبخشد.
با پیکربندی دقیق و کالیبراسیون این تنظیمات، میتوانید قابلیت اطمینان و عملکرد سیستم DELEM DA-52S خود را بهطور چشمگیری بهبود بخشید.
نگهداری
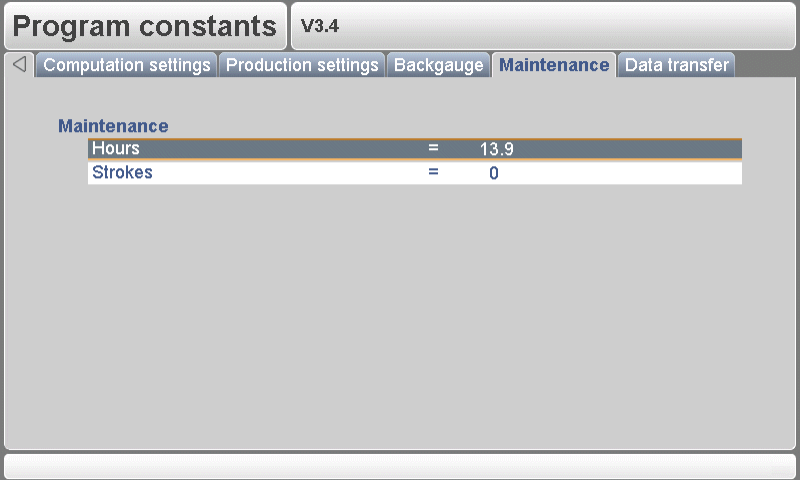
نگهداری سیستم DELEM DA-52S، عمر مفید و عملکرد بهینه آن را تضمین میکند.
مرحله ۱: بازرسیهای دورهای
ساعات کاری ماشین: ثبت ساعات فعالیت ماشین برای برنامهریزی بهموقع نگهداری.
تعداد ضربهها: تعداد ضربههای اعمالشده توسط تیر فشار را پایش کنید تا مشکلات احتمالی در مراحل اولیه شناسایی شوند.
مرحله ۲: پروتکلهای روانسازی
مطمئن شوید تمام قطعات متحرک بهطور منظم روانسازی میشوند تا اصطکاک و سایش کاهش یابد؛ این کار باید با رعایت دستورالعملهای سازنده در مورد انواع روغنهای روانکننده و زمانبندیهای تعویض انجام شود.
انتقال داده
انتقال دادهها بهصورت کارآمد و امن برای مدیریت ثابتهای برنامهی DELEM DA-52S حیاتی است و امکان بهروزرسانیهای بدوندرز و اشتراکگذاری بین ماشینآلات و رایانهها را فراهم میکند.
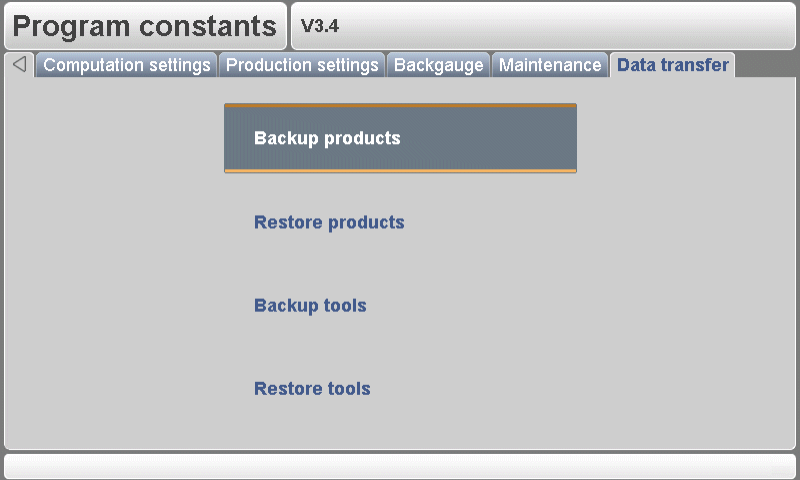
از این منو، تمام دادههای برنامه موجود در کنترل میتواند روی یک دستگاه USB خارجی ذخیره یا از چنین دستگاهی بازیابی شود.
پشتیبانگیری از محصولات: تمام محصولات موجود در کنترل را به دیسک USB کپی کنید. محصولات موجود در دیسک USB که نامی یکسان دارند، جایگزین میشوند.
بازیابی محصولات: تمام محصولات موجود در دیسک USB را به کنترل کپی کنید. محصولات موجود در کنترل که نامی یکسان دارند، جایگزین میشوند.
ابزارهای پشتیبانگیری: تمام ابزارها را از کنترل به دیسک USB کپی کنید. ابزارهای موجود در دیسک USB که نام یکسانی دارند، جایگزین میشوند. علاوه بر ابزارها، ثوابت برنامه نیز ذخیره میشوند.
بازیابی ابزارها: تمام ابزارهای موجود در دیسک USB را به کنترل کپی کنید. ابزارهای موجود در کنترل که نام یکسانی دارند، جایگزین میشوند.
نتیجهگیری
در خلاصه، پیکربندی ثوابت برنامهی DELEM DA-52S شامل مجموعهای از مراحل ضروری است که دقت و کارایی عملیات شما در ماشینهای خمزن فشاری را تضمین میکند. با تعریف دقیق ویژگیهای مواد، تنظیمات برنامه، پارامترهای محاسباتی و پیکربندیهای تولیدی، میتوانید عملکرد و دقت ماشین خود را بهطور قابل توجهی ارتقا دهید. نگهداری منظم و مدیریت امن دادهها نیز به قابلیت اطمینان بلندمدت و پایداری عملیاتی سیستم کمک میکنند.
تنظیم مناسب و نگهداری مداوم برای حفظ عملکرد دستگاه خمزن فشاری مجهز به سیستم DELEM DA-52S شما امری حیاتی است. با پیروی از این راهنماییها و انجام دورهای خدمات تعمیر و نگهداری بر روی دستگاه خود، میتوانید زمان ایستکاری را به حداقل برسانید و کارایی کلی تولید را بهبود بخشید.
برای دریافت پشتیبانی جامعتر یا هر پرسش دیگری، از شما دعوت میشود با کارشناسان ما در شرکت HARSLE تماس بگیرید. همچنین میتوانید بخش مستندات ما را برای دسترسی به راهنماییها و منابع جامعتر اضافی مرتبط با عملیات خمزنهای فشاری مرور کنید.

