دانش پایه در مورد قالبهای خم شدن
۱. مهر بالایی خم شونده
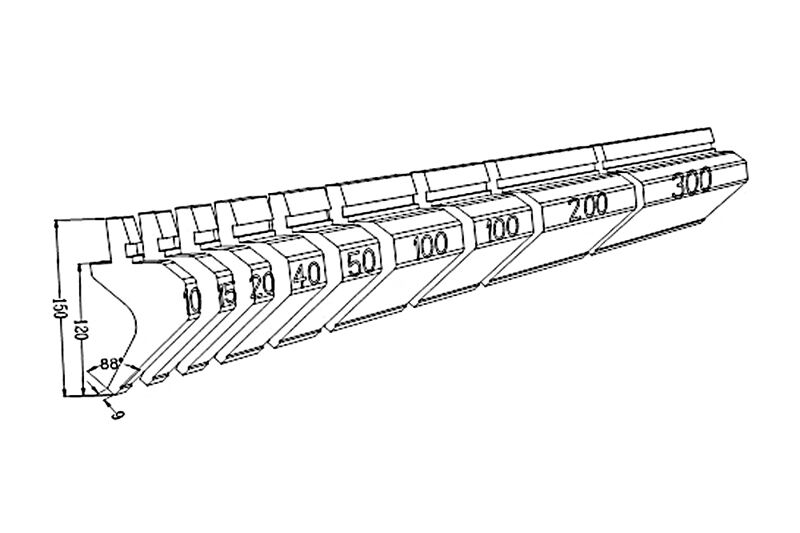
مهر بالایی همچنین به نام کاردان folding شناخته می شود. این مهر به دو نوع تقسیم می شود: یکپارچه و جدا شونده. طول مهر بالایی یکپارچه ۴۱۵ میلی متر و ۸۳۵ میلی متر است. طول نوع جدا شونده ۱۰، ۱۵، ۲۰، ۴۰، ۵۰، ۱۰۰ (گوش چپ)، ۱۰۰ (گوش راست)، ۲۰۰، ۳۰۰ (میلی متر) است؛ مهر جدا شونده می تواند به طول های مختلف خم شونده ترکیب شود.
مهر بالایی به چهار نوع تقسیم می شود: کاردان مستقیم، کاردان منحنی، کاردان قوسی و کاردان ویژه.
(1) انواع و ویژگیهای پردازشی کاردانهای مستقیم
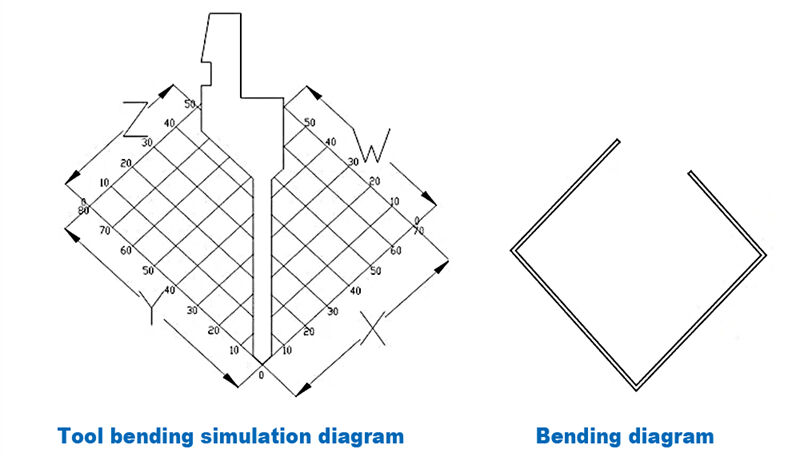
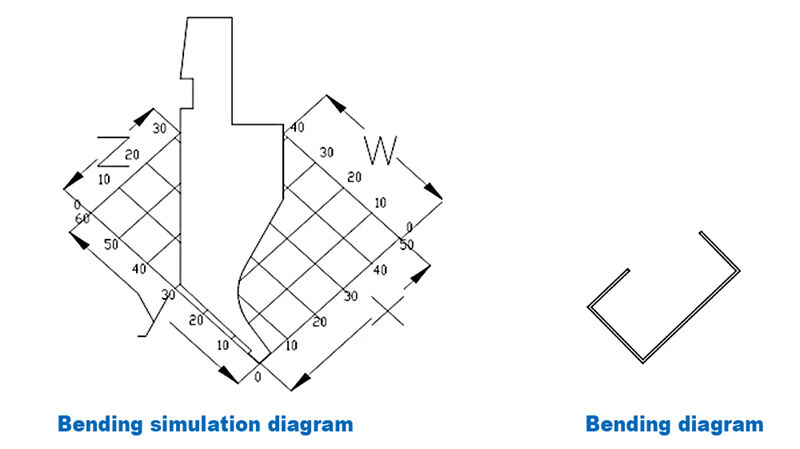
مناسب برای خمش محصولات متقارن، میتوان از جهتهای جلو و عقب ابزار اجتناب کرد. ضخامت ابزار 6 میلیمتر است، بنابراین بازشدن خمش میتواند تا 6 میلیمتر کوچک باشد.
از نمودار شبیهسازی خمش ابزار مشخص است که میتوان از جهتهای جلو و عقب ابزار اجتناب کرد، اما طول Z و W کوچکتر از طول X و Y است. زاویه سر این ابزار 88 درجه است و زاویه R سر آن 0.2 است. علاوه بر این، ابزارهایی با زاویه سر 30 درجه و 45 درجه نیز به طور معمول استفاده میشوند.
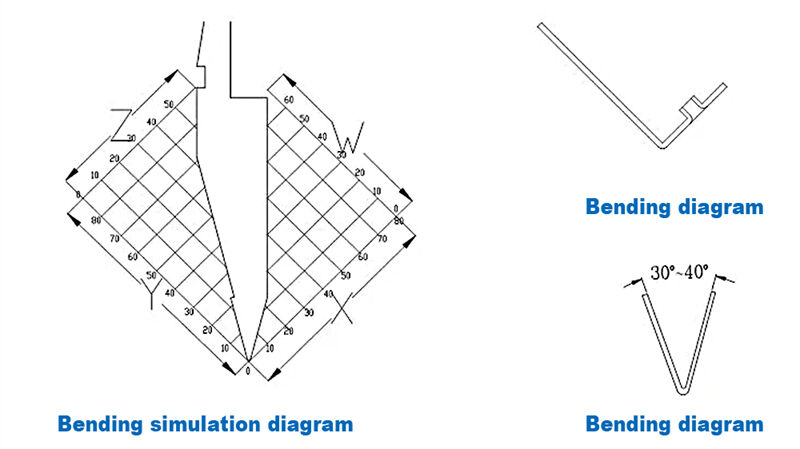
زاویه سر 30 درجه است و زاویه R سر آن 0.67 است، بنابراین زاویه خمش میتواند بین 30 تا 180 درجه باشد. زاویه کوچک سر ابزار میتواند برای اجتناب از سوراخ گل یا مهره استفاده شود. همچنین میتواند به عنوان قالب درج عمیق استفاده شود و ابزار میتواند از جلو و عقب اجتناب کند.
(2) انواع و ویژگیهای پردازشی کاردانهای منحنی
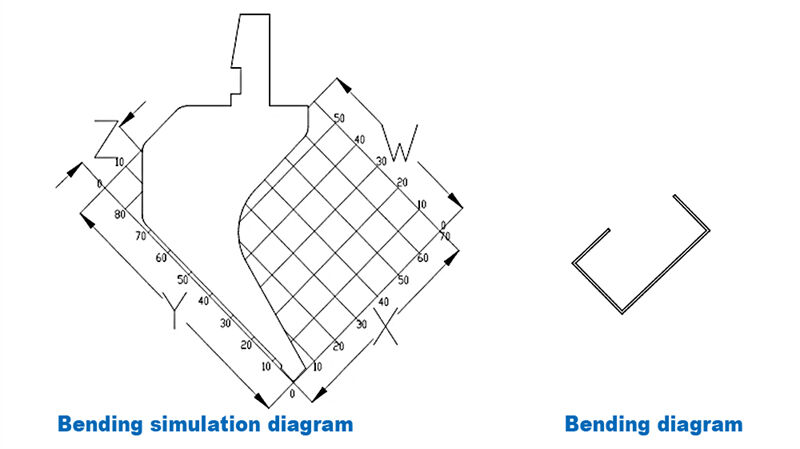
در حین فرآیند خم شدن، ابزار اصلانه از اجتناب در جهت W استفاده میکند. وقتی X>15MM، اثر اجتناب کمتر و کمتر میشود. وقتی Y>30، شرایط خم شدن برقرار است، در غیر این صورت به پشت چاقو خواهد خورد. این نوع ابزار معمولاً به عنوان چاقوی خم کوچک شناخته میشود.
در حین فرآیند خم شدن، ابزار اصلانه از اجتناب در جهت W استفاده میکند. وقتی X>25MM، اثر اجتناب کمتر و کمتر میشود. وقتی Y>75، شرایط خم شدن برقرار است، در غیر این صورت به پشت چاقو خواهد خورد. این نوع ابزار معمولاً به عنوان چاقوی خم بزرگ شناخته میشود.
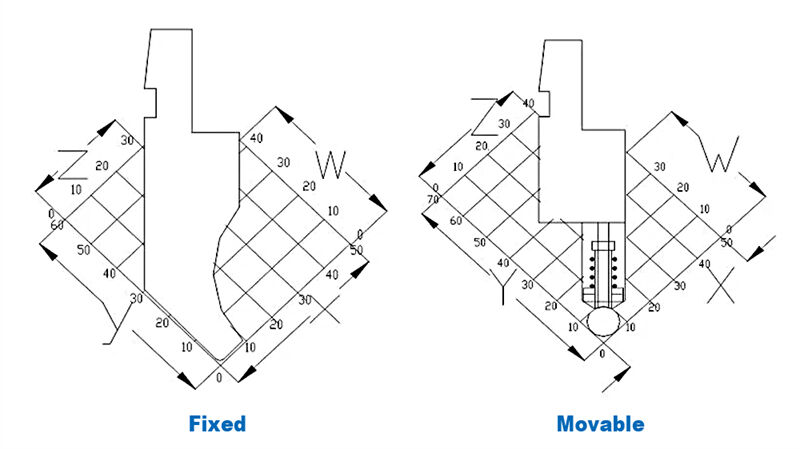
(3) انواع و ویژگیهای پردازشی چاقوهای قوسی
برازهای قوسی به دو نوع ثابت و حرکتپذیر تقسیم میشوند. برازهای قوسی با جایگزینی شمشیرها، شرایط پردازش خمیدگی قوس مختلف را برآورده میکنند. هنگامی که بعد X یک براز قوسی ثابت بیشتر از 10 میلیمتر باشد، اثر اجتناب آن با یک قطعه قوسی کوچک مشابه است. استاندارد انتخاب عمومی برای فشردهساز V-گروه پایین، قطر قوس به علاوه دو ضخامت صفحه است.
(4) انواع و ویژگیهای پردازشی ابزارهای ویژه
ابزارهای ویژه ماشین تختکردن شامل ماتریسهای پایینمرحله، ماتریسهای تختکردن و برخی از برازهای خمیدهی فوق العاده شکل بالا هستند.
الف: ماتریسهای پایینمرحله موجود به دو نوع 415 میلیمتر و 835 میلیمتر تقسیم میشوند. مشخصات ابعاد شکل قسمتبندی با مشخصات قسمتبندی ابزار هماهنگ است. شکل خمیده شده در نمودار قالبسازی ساخته میشود. با این حال، هنگامی که ضخامت صفحه ضخیمتر باشد، مانند T=2.0، با توجه به فرونشست شدید و محدودیتهای خود ماتریس، سخت خواهد بود که شکل داده شود.

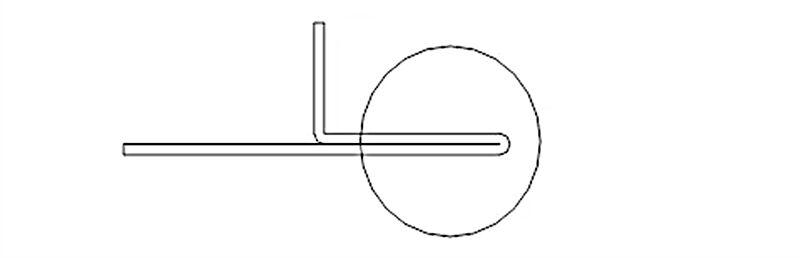
ب: قالب بالایی قالب تخت کردن یک قالب تخت است و قالب پایینی میتواند با یک قالب عادی پایینی جایگزین شود، اما از استفاده از گودال V جلوگیری کنید. این اصلآ برای روشهای پردازشی مانند تخت کردن لبه مرده و دربردن مهر استفاده میشود.
۲. قالب پایینی خم شدن
قالب پایینی ماشین فولدینگ شامل قالب پایینی خم شدن، قالب پایینی درج و قالب پایینی تخت کردن میباشد.
(۱) قالب پایینی خم شدن
انتخاب قالب پایینی خم شدن ماشین فولدینگ اصلآ بر اساس ضخامت صفحه محصول پردازشی است. در حال حاضر، استاندارد انتخاب قالب پایینی شرکت ییکسین ۶T است که به عنوان استاندارد برای عملیات میدانی مورد استفاده قرار میگیرد، مگر اینکه شرایط ویژهای وجود داشته باشد. هنگامی که به دلیل محدودیتهای پردازشی نیاز به پردازش گودال V بزرگ یا Kو کوچک باشد، ضریب خم شدن باید به طور متناسب تنظیم شود.
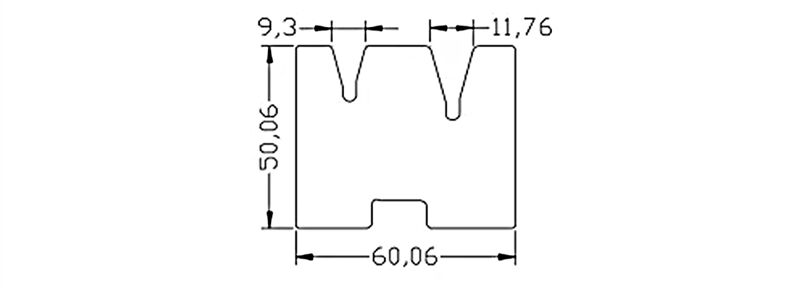
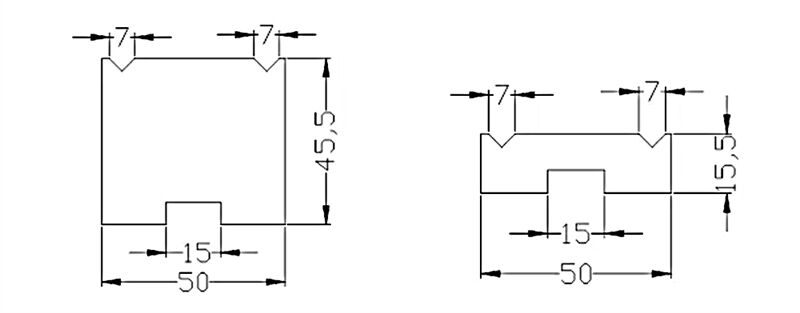
تحلیل قالب: شکل یک نوع از قالب پایین نشان میدهد. انواع گودال V عمدتا شامل 4V، 6V، 7V، 8V، 10V، 12، 16V، 25V و برخی ابزارهای خم شدنی V بزرگ خاص هستند. این نوع از قالب خم شدنی پایین عمدتا به دو نوع 46 بالا و 26 بالا بر اساس ارتفاع تقسیم میشوند.
(2) قالب پایین با عمق درج
تحلیل قالب: شکل یکی از قالبهای پایین با عمق درج را نشان میدهد. انواع گودال V عمدتا شامل 4V، 6V، 8V، 12 و برخی قالبهای پایین با عمق درج خاص هستند. مناسب برای خم شدن و درج هر زاویه بین 30 تا 180 درجه است.