















































Mida saate seadistuste režiimis DELEM DA-66T seadetes muuta?
Sisukord
• Juhtimissüsteemi seadistuste režiimi sissejuhatus
• Parameetrite valikud
• Programmitöövahendid ja nende omadused
• Varundus- ja taastamisfunktsioonid
Toote varukoopia
Toote taastamine
Tööriista varundamine
Tööriista taastamine
Tabelite ja seadete varundamine ja taastamine
• Kataloogi navigatsioon
• Programmiseadistused
• Vaikimisi väärtuste seadistused
• Arvutusseadistused
• Tootmise seadistused
• Tootmisaegade arvutamine
• Aegseadistused
• Korduma kippuvad küsimused (KKK)
• Järeldus
Kui kasutate DELEM DA-66T juhtsüsteemi, on pressipurkuri töökindluse ja toimivuse parandamiseks oluline sügavalt mõista selle Seadistuste režiimi erinevaid kohandatavaid funktsioone. Kui teid huvitavad selle Seadistuste režiimi personaalsed konfiguratsioonid, selgitab see artikkel üksikasjalikult põhiseadistuste punkte, et aidata teil täpselt optimeerida pressipurkuri parameetreid ja maksimeerida tootmisefektiivsust.
Juhtsüsteemi seadistuste režiimi tutvustus
Navigatsiooniribal oleva nupu „Seadistused“ vajutamine lülitab juhtsüsteemi seadistuste režiimi. Kõik selle režiimi funktsioonid on loogiliselt jaotatud erinevatesse kaartidesse ja iga kaardi konkreetseid seadistusi selgitatakse hiljem ükshaaval.
DELEM DA-66T seadistuste režiim on üldine juhtimiskeskus, mis võimaldab operaatortel painutusmasina erinevaid parameetreid paindlikult seadistada, et kohanduda mitmesuguste tootmistöö nõuetega, samal ajal tagades painutustäpsuse alati ideaalsel tasemel. See on tuumafunktsionaalne moodul, mis tagab tootmise stabiilsuse.
Parameetrite valikud
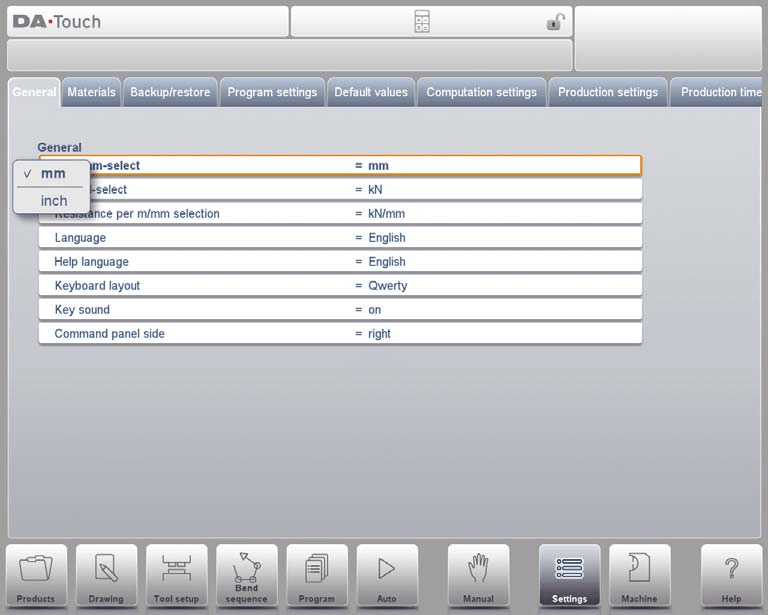
Pärast soovitud kaardi valimist klõpsake muudetavat parameetrit, et teha kohandusi. Kui parameeter on numbriline või alfanumeeriline, kuvab süsteem automaatselt klaviatuuri, millega saate sisestada sihtväärtuse. Täpsemad kohandatavad valikud on järgmised:
• Tollide/mm valik: Lihtne lülitumine mõõtesüsteemide vahel projektinõuete täitmiseks.
• Tonnide/kN valik: Valige jõumõõtühik, mis vastab kõige paremini operatsiooninõuetele, et tagada andmete täpsus.
• Takistus 1 meetri kohta/mm valik: Kohandage takistusparameetreid töödeldavate materjalide omaduste ja protsessinõuete kohaselt.
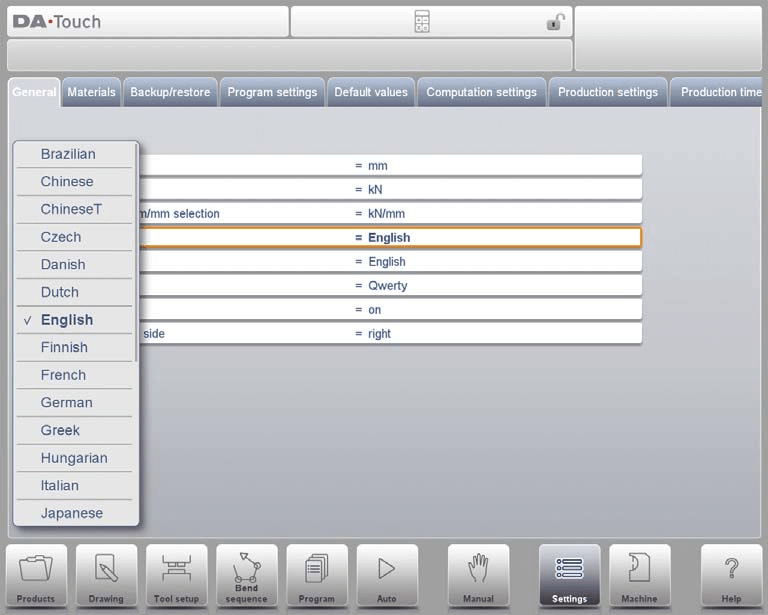
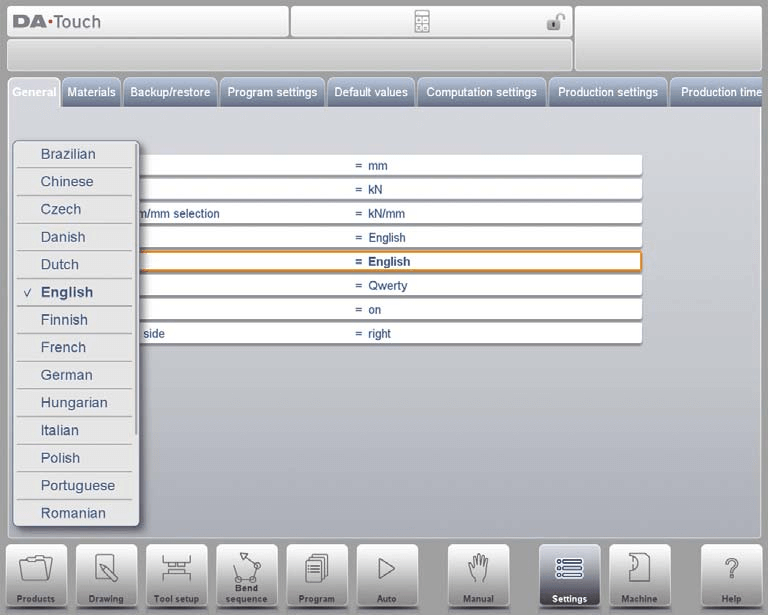
• Keel: Valige soovitud keel tööliidese jaoks, et parandada kasutusmugavust.
• Abi keel: Seadistage abi dokumentatsiooni kuvakeel, et toetada rahvusvaheliste meeskondade koostööd.
• Klaviatuuri paigutus: Kohandage klaviatuuri paigutust oma tööharjumustele, et parandada sisestamise tõhusust.
• Klahviheli: Lülitage klahviheli sisse või välja, et saada operatsiooni ajal kuulmisel tagasisidet.
• Käskpaela asukoht: Kohandage kuvaseaded, et optimeerida juhtpaneeli ligipääsetavust.
Programmeeritavad materjalid nende omadustega
Selles vahekaardis saab programmeerida materjale ja nende omadusi. Saate muuta olemasolevaid materjale, lisada uusi materjale või kustutada üleliiased materjalid. Juhtsüsteem suudab eelseadistada kuni 99 materjali parameetreid.
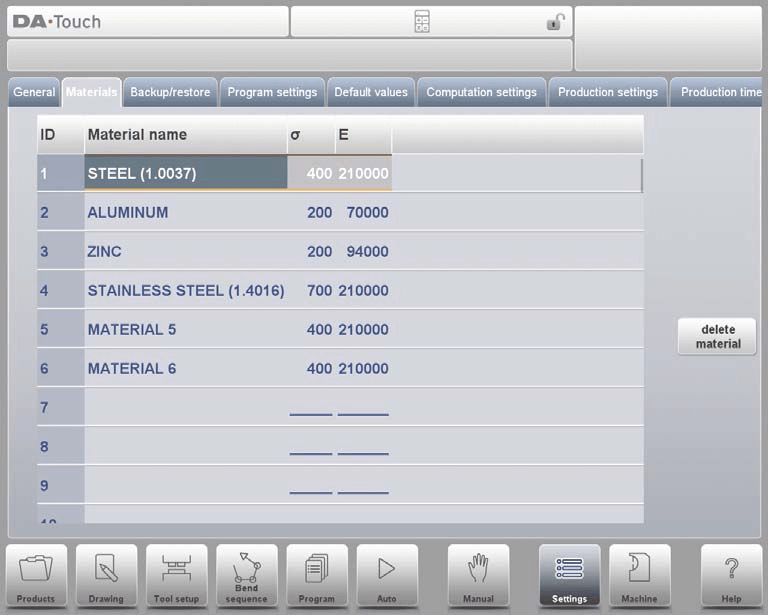
Iga materjal sisaldab kolme põhiomadust, mida saab vaadata ja muuta:
• Materjali nimi: Selgelt tuvastatav materjali tüüp, mis annab töötlemisprotsessile selge märgistuse.
• Tõmbetugevus: sisestage täpsed tõmbetugevuse väärtused, mis on olulised parameetrid paindemisoperatsioonide täpsuse tagamiseks.
• Eristusmoodul (E-moodul): määrake materjali elastsusmoodul, et tagada, et masin töötleks materjali vastavalt füüsiliste omaduste nõuetele.
Materjalid kuvatakse esialgu materjalinumbri (ID) järgi sorteerituna. Veerupealkirja klõpsamine võimaldab sorteerida ükskõik millise omaduse järgi kasvavas või kahanevas järjekorras. Olemasoleva materjali muutmiseks valige lihtsalt sihtmaterjal ja muutke parameetreid otse; materjali kustutamiseks valige vastav rida ja kasutage funktsiooni „Kustuta materjal“; uue materjali lisamiseks valige tühi rida ja sisestage asjakohased omadusparameetrid, et programmimine lõpetada.
Varukoopiate tegemine / taastamine
DELEM DA-66T seadistuste režiim pakub täielikke varundamise ja taastamise funktsioone, toetades toote-, tööriista-, seadistus- ja tabeliandmete varundamist ja taastamist. See on samuti ühildatav vanemate juhtseadmete mudelite toote- ja tööriistaandmete importimisega.
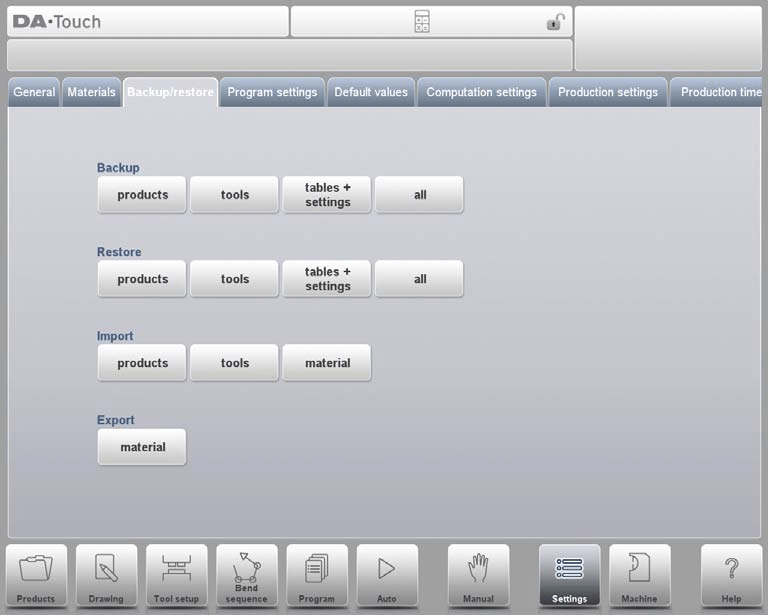
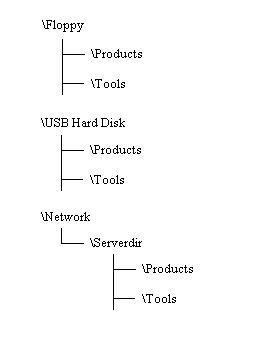
Tööriistade ja toodete varundamise ning taastamise protsessid on ühtsed ja rakenduvad kõigile varundusmeediatele (nt võrgusalvestus, USB-mälupulk, jne). Varunduskataloog koosneb salvestusseadmest (USB-mälupulk, võrk) ja kindlaksmääratud kaustast. Saate seadmete ühendamise põhjal paindlikult valida. Vajadusel saate luua või määrata sihtkausta ning toodete ja tööriistade varundussalvestuste teed saab seadistada eraldi.
Toote varukoopia
Valige toote programmide varundamise alustamiseks peamenüüst „Varundus“ valik „Tooted“.

Pärast esialgse varunduskataloogi määramist siseneb teie toote varundusliidesesse. Põhifunktsioonid on järgmised:
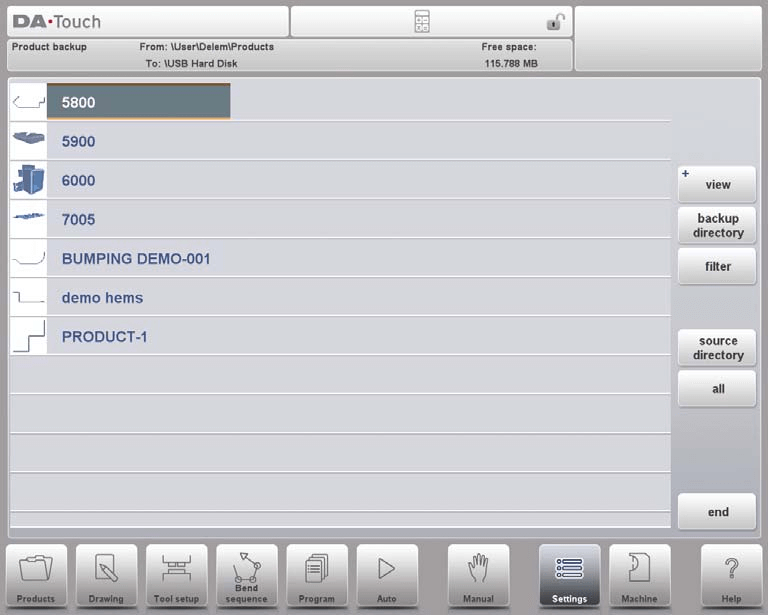
• Praeguse asukoha kuvamine: Hetkel valitud lähtefaili tee ja varundamise sihtkoht kuvatakse selgelt liidese ülaservas.
• Ühe toote varundamine: Klõpsake sihttoote valimiseks ja süsteem kuvab varundamise märgistust tegevuse kinnitamiseks; kui varundamisteel on juba olemas sama nimega fail, ilmub küsimus, kas selle asendada.
• Kõigi toodete massvarundamine: Kasutage valikut „Kõik“, et kõik tooted varundada ühe klõpsuga.
• Kausta muutmine: Muutke toote asukoha lähtefailitee valiku „Lähtekaust“ abil ja valige varundusfaili salvestuskoht valiku „Varunduskaust“ abil, et lihtsustada navigeerimist sihtkausta.
Toote taastamine
Valige peamenüüst „Taastamine“ valik „Tooted“.

Pärast esialgse taastamiskausta määramist siseneb teie toodete taastamisliidesesse. Tegevuse käik on järgmine:
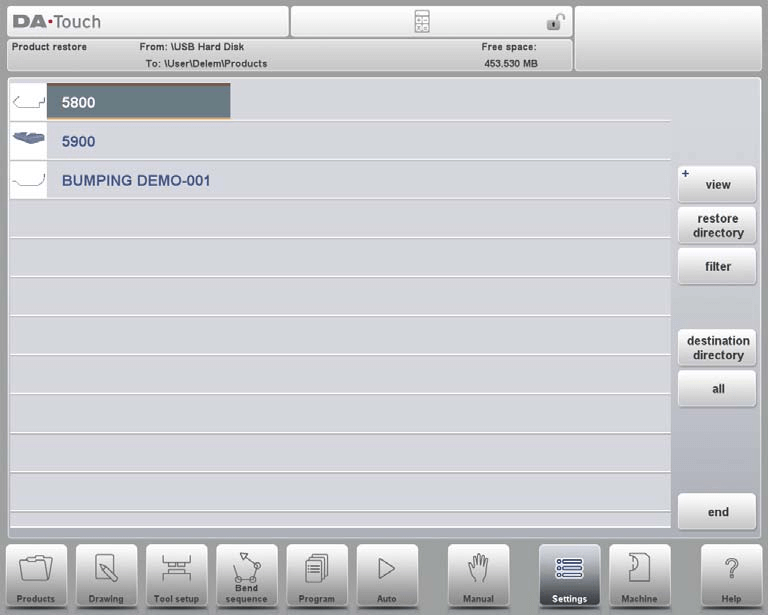
• Toote vaatamine ja valik: vastavalt Toote režiimi tööloogikale saate mugavalt sirvida valitud kataloogis olevaid tooteid ja valida taastatavad failid. Taastamise praegune lähtepäik ja sihtpaik kuvatakse liidese ülaservas.
• Taastamise kinnitamine: klõpsake, et valida taastatav toode. Kui sihtkaustas on juba sama nimega fail, teeb süsteem ettepaneku kinnitada, kas seda asendada.
• Kataloogi kohandamine: muutke taastatava faili lähtepäiku „Taastamise kataloogis“ ja määrake faili taastamise järgne salvestuskoht „Sihtkataloogis“.
Lühidalt öeldes pakub DELEM DA-66T seadistusrežiim tõhusaid ja mugavaid tööriistu tooteandmete haldamiseks ja taastamiseks, tagades tootmisandmete turvalisuse.
Tööriista varundamine
Valige peamenüüst „Varundus“ valik „Tööriistad“.
Pärast esialgse varukoopiate kausta määramist siseneb teie tööriistade varundusliidesesse. Selle funktsiooniga saab varundada juhtsüsteemis olevaid tööriistu (sh puhvrid, matritsid või masina kujuparameetrid) ja toimetusprotsess on kooskõlas toodete varundamisega.

Tööriista taastamine
Tööriistade taastamise toimetusprotsess on täpselt sama mis toodete taastamisel, järgides sama kausta määramise, failivaliku ja kinnituse loogikat, et tagada tööriistade andmete kiire taastamine.
Tabelite ja seadete varundamine ja taastamine
Saki „Varundus/taastus“ vahekaardil saate hallata kasutaja spetsiifilisi seadeid ja tabeliandmeid, kasutades sama toimetusloogikat nagu toodete ja tööriistade varundamisel/taastamisel. Sealhulgas võimaldab funktsioon „Kõik“ automaatselt täita täieliku varundus- või taastustegevuse järjest toodete, tööriistade, tabelite ja seadete kohta, lihtsustades massandmete haldamist.
Kataloogi navigeerimine
Kui kasutatakse funktsiooni "Varukoopiate kaust", kuvatakse süsteemis loend saadaval olevatest varukoopiate kaustadest. Kausta navigatsiooni liideses saab teha järgmisi toiminguid:
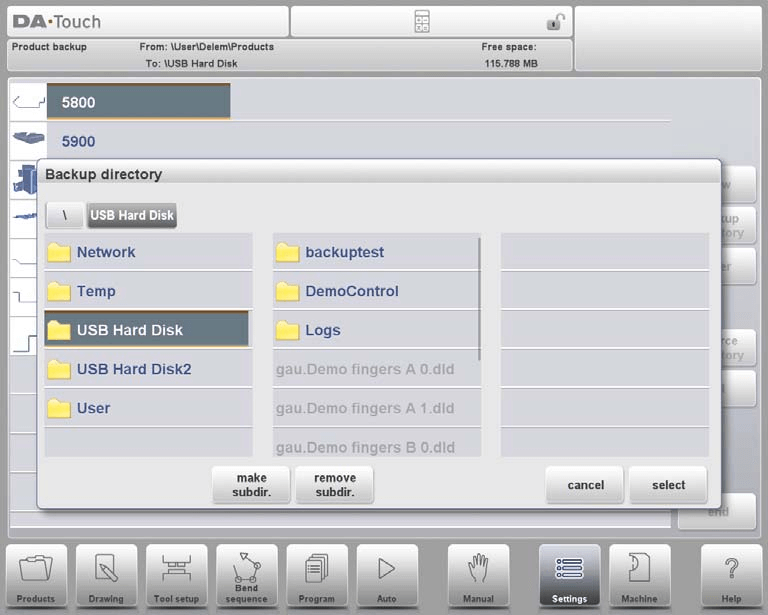
• Hierarhiline navigatsioon: klõpsake punktiikoonil, et laiendada alamkaustasid, ja naasta ülemisse kausta valiku "EMA" abil; kinnitamiseks praeguse kausta valimiseks klõpsake nupul "Vali".
• Seadme vahetamine: klõpsake pidevalt nupul "EMA", kuni jõutakse kõrgemasse taseme kausta, et valida teisi salvestusseadmeid ja vastavaid alamkaustasid; võrguga ühendatud seadmete puhul tuleb esmalt valida "Võrk", seejärel sihtvõrgumaht, ning sama toimingu loogika kehtib ka teiste seadmete puhul.
• Kaustade haldamine: looge uus kaust nupu "Loo alamkaust" abil ja kustutage üleliigsed kaustad nupu "Eemalda alamkaust" abil; klõpsake alamkausta nimele, et siseneda kausta, ja kinnitage lõplikult sihtkaust nupuga "Vali".
Programmi seaded
Erinevate parameetrite mõistlik seadistamine programmiseadetes võib oluliselt parandada paindemääramise täpsust. Täpsemad kohandatavad valikud on järgmised:
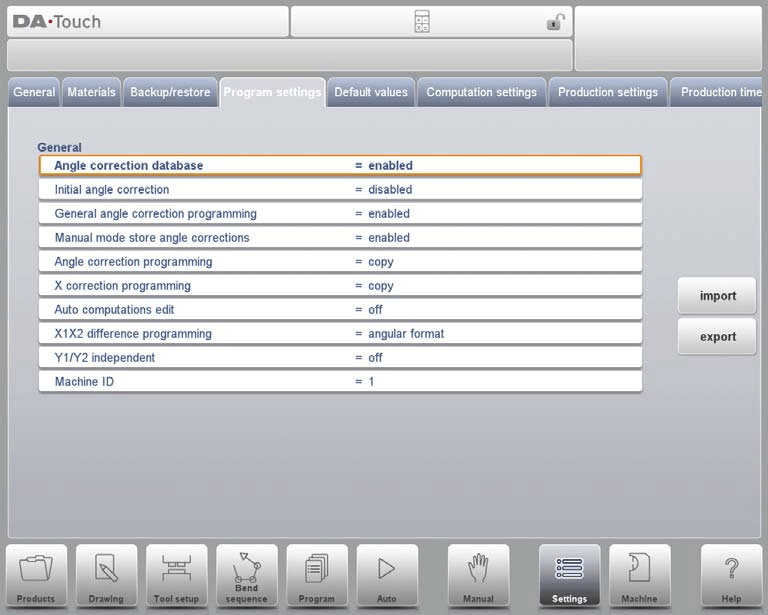
• Nurkade parandamise andmebaas: Pärast selle lubamist saab luua eraldi andmebaasi nurkade parandamiseks, et pidevalt optimeerida paindemääramise täpsust.
• Esmane nurkade parandus: Seadistage esmane nurkade paranduse parameetrid projektinõuete kohaselt.
Keelatud: Esmane nurkade parandus ei ole programmeeritav.
Lubatud: Esmane nurkade parandus on programmeeritav kõigis paranduste ülevaadetes.
• Üldine nurkade paranduse programmeerimine: Kohandage globaalsed nurkade paranduse parameetrid, et tagada tööprotsessi ühtlus.
Keelatud: Üldist nurkade parandusfunktsiooni pole.
Lubatud: Ainult G-parandus α1 (vaikeseade).
α1 ja α2: Toetatud kaheparameetriline parandus – G-parandus α1 ja G-parandus α2.
• Käsirežiimis nurkade paranduste salvestamine: Salvestage nurkade paranduse andmed käsirežiimis teostatud toimingute ajal, et neid saaks kasutada hilisemates toimingutes.
• Nurga korrigeerimise programmeerimine: programmeerige täpsustatud nurga korrigeerimise parameetrid keerukate disaininõuete jaoks.
• X-telje korrigeerimise programmeerimine: täpsustage X-telje korrigeerimise parameetreid, et tagada painutamise täpsus.
Kopeeri: sünkroonitakse automaatselt CX2-ga, kui muudetakse CX1 (vaikeseade).
Delta: säilitab CX1 ja CX2 vahelise erinevuse muutes CX1.
Sõltumatu: CX1 ja CX2 parameetreid saab muuta sõltumatult.
• Automaatsed arvutused – redigeerimine: automatiseerige arvutusprotsess, et vähendada käsitsi tehtavaid vigu; see võib mõjutada ka teiste seotud parameetrite väärtusi.
• X1/X2 erinevuse programmeerimine: määrake vajadusel X1 ja X2 vaheline programmeerimise erinevus. Kui masinal on kaks sõltumatut X-telge (X1 ja X2) ning on paigaldatud valik OP-W-X@, saab X1 ja X2 väärtusi programmeerida nurga suhte järgi.
• Y1/Y2 sõltumatus: konfigureerige Y-telje sõltumatu tööparameetrid, et parandada töö paindlikkust
Väljas: üksik Y-telje programmeerimisrežiim (vaikimisi seade).
Sisse: Y1 ja Y2 parameetreid saab programmeerida sõltumatult.
• Masina ID: vaikimisi väärtus on 1, mida saab kohandada tegeliku seadme konfiguratsiooni järgi.
Vaikimisi väärtuste seaded
Vaikimisi väärtuste seaded tagavad, et masin saab pärast käivitumist kiiresti töörežiimi siseneda ning vähendada korduvaid käsitsi seadistusi. Konfigureeritavad parameetrid on järgmised:
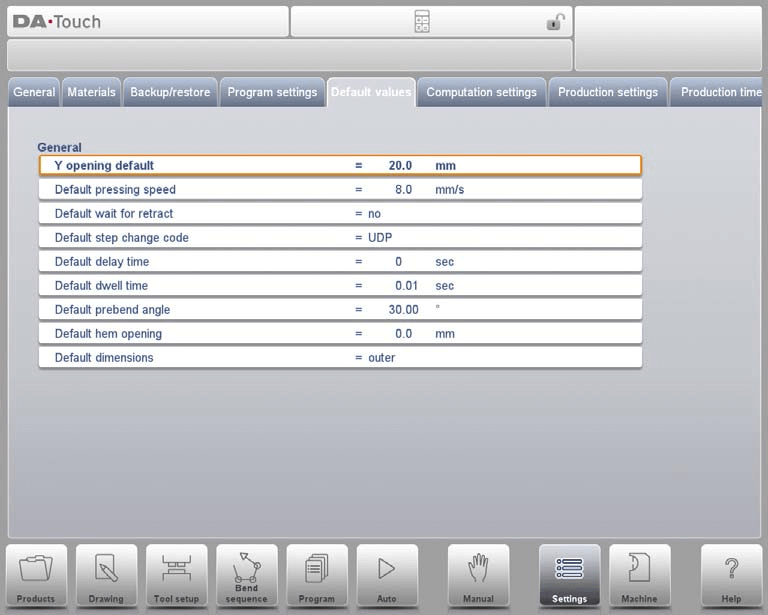
1. Y-avamine vaikimisi: määrake Y-telje avamise suurus programmi lähtestamisel.
2. Vaikimisi survekiirus: eelseadistage algne survekiirus uute programmide jaoks.
3. Vaikimisi ootamine tagasitõmbumise jaoks: konfigureerige parameetri „Ootamine tagasitõmbumise jaoks“ algne olek, mis mõjutab paindemassiivi tööloogikat. Vaikimisi seade on „Jah“.
4. Vaikimisi sammumuutuse kood: määrake paindemassiivi sammumuutuste algne kood, vaikimisi kasutatakse koodi „UDP“.
5. Vaikimisi viivitusaeg: korrigeerige X-telje ootusajat sammumuutuste ajal. Vaikimisi väärtus on 0, mida saab materjali töötlemise nõuete kohaselt pikendada.
6. Vaikimisi pausiaeg: eelseadistage algne pausiaeg paindemisprotsessi ajal.
7. Vaikimisi eelpainde nurk: määrake graafiliste toodete algne eelpainde nurk.
8. Vaikimisi külgede avatus: seadistage külgede paigutamiseks kõverdamistoimingutes algne avatuskaugus. Vaikimisi väärtus on 0,00 mm (st külgede vahel puudub vahe).
9. Vaikimisi mõõtmed: eelseadistage graafilise toote joonise mõõtmereferents (välimised või sisemised mõõtmed), mis mõjutab otseselt "Mõõtmed (D1)" parameetri arvutusloogikat.
Ülaltoodud vaikimisi parameetrite kohandamisega saab masina käivitusseadistust kohandada konkreetsete tootmisnõuete kohaselt, et parandada tööefektiivsust.
Arvutusseaded
DELEM DA-66T seadistuste režiimis saab kohandada järgmisi parameetreid, et muuta paindepuhastuse arvutusloogikat ja tagada paindemäära täpsus:
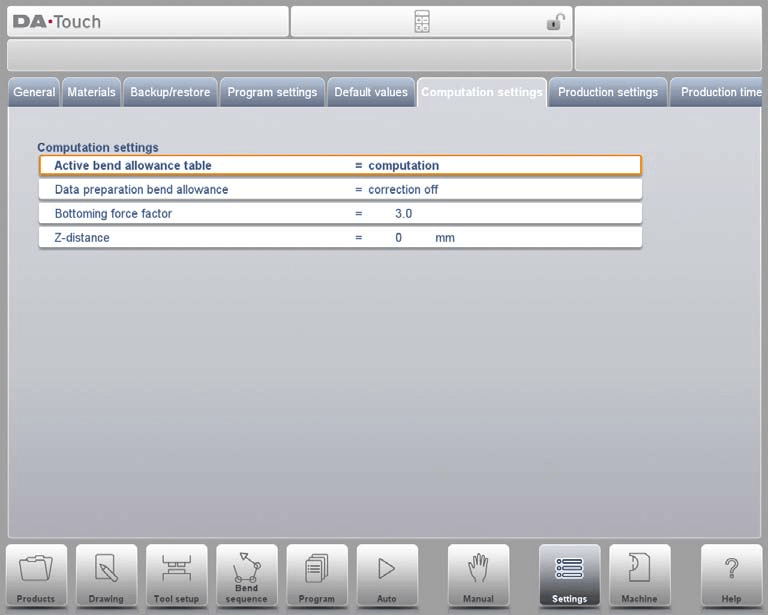
Aktiivne paindepuhastuse tabel
• Arvutusrežiim: kasutatakse juhtsüsteemi standardvalemit paindepuhastuse automaatseks arvutamiseks.
• Tabelirežiim: kui paindepuhastuse tabel on importitud, saab teha korrigeerimisi eeldefineeritud väärtuste põhjal.
Paindepuhastuse korrigeerimine
• Korrigeerimine väljas: numbrilisel programmeerimisel ei lisata paindepuhastust.
• Korrigeerimine sisse: paindepuhastus sisaldub arvutuses toote programmeerimise ajal (programmeerimisrežiimis). Süsteem arvutab ja salvestab automaatselt telje korrigeerimisparameetrid, mida saab vaadata ja kohandada tootmisrežiimis (automaatrežiimis).
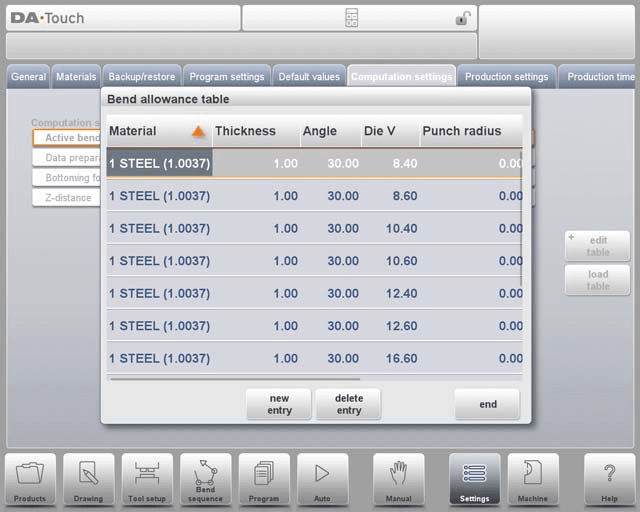
Arvutusseadistuste liideses saab erinevaid parameetreid kohandada tabelikujul: valige sihtväli, sisestage uus väärtus ja vajutage muudatuse lõpetamiseks sisestusklahvi. Tuleb märkida, et tabelit saab redigeerida ainult pärast selle laadimist juhtsüsteemi ja uusi tabeleid ei saa selles menüüs hetkel luua.
Olemasoleva paindepuudumise tabeli laadimiseks saate navigeerida sihtfaili asukohta funktsiooni „Laadi tabel“ kaudu. Paindepuudumise tabeli üksikasjaliku kirjelduse kohta vt ametlikku DELEM kasutusjuhendit.
Põhiparameetrid, mida saab kohandada
1. Põhja-koormuse tegur: kohandage õhupainde jaoks vajaliku jõu kordaja, et saavutada sihtpõhja-koormus.
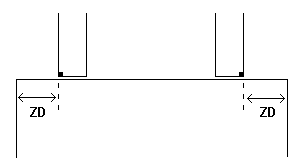
2. Z-kaugus: seadistage sõrme ääre ja lehe nurga vaheline kaugus. Kui on paigaldatud automaatne Z-telg, arvutab süsteem automaatselt sõrme asukoha lehe otsa asukoha järgi.
Tootmise seadistused
DELEM DA-66T seadistusrežiimis saavad tööoperaatorid paindemisprotsessi optimeerimiseks paindemise efektiivsuse ja turvalisuse tasakaalu hoiaks paindemisprotsessi järgmisi parameetreid paindlikult kohandada:
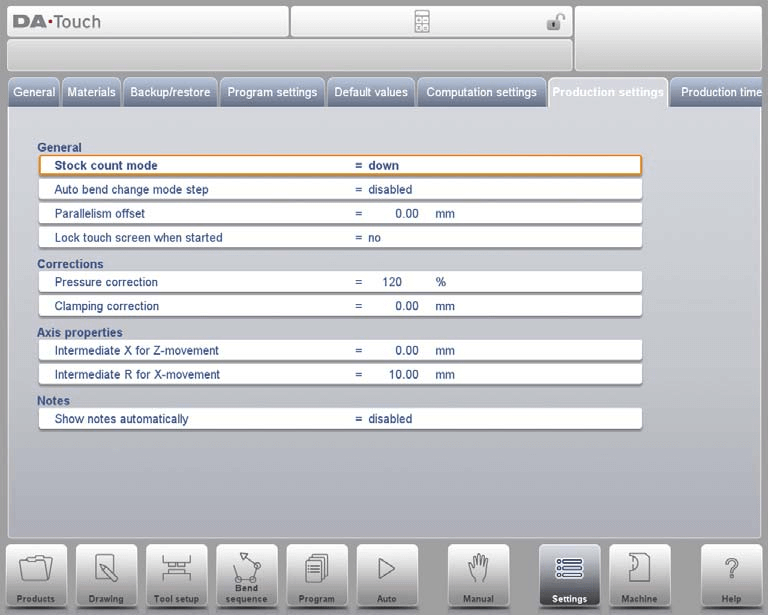
1. Materjaliarvutuse režiim: seadistage materjaliarvuti loendamissuund (kasvav või kahanev). Kahanev loendamine sobib eelnevalt määratud tootmismahtude täitmiseks, samas kui kasvav loendamine võimaldab tootmisedukuse reaalajas jälgimist.
2. Automaatse paindemismuudatuse sammurežiim: pärast sammurežiimi lubamist vajutage käivitusnuppu ja süsteem laeb automaatselt järgmise paindemisparameetrite komplekti, et saavutada pidev töö.
3. Rööpsusnihe: seadistage Y-telje liikumise rööpsusväärtus. See väärtus kehtib pihustuspunkti all ja lisatakse Y2-parameetrile, et tagada paindemise rööpsus.
4. Ekraan lukustamine käivitamisel: pärast lubamist lukustub puuteekraan juhtseadme töötamise ajal, et vältida valesti tehtud toimingute tõttu parameetrite muutmist.
5. Surve korrektsioon: kohandage rõhuklapi arvutatud surve protsent, et tagada täpne surve rakendamine.
6. Pinge korrektsioon: kalibreerige põikriba pingutusasend, et tagada lehe kindel fikseerimine. Positiivne väärtus tähendab pingutusasendi süvendamist ja negatiivne väärtus pingutusasendi tõstmist.
7. Vaikimisi detailitoe tagasiliikumiskiirus: seadke detailitoe tagasiliikumiskiirus põhjustatud painutamise järel (väljendatuna maksimaalse kiiruse protsentides), mis on saadaval ainult siis, kui masin on varustatud detailitoe funktsiooniga.
8. Detailitoe lisasnurk: lisage detailitoe ühikule täiendav nurk dekompressiooni ajal, mis kehtib süsteemidele, millel on detailitoe funktsioon.
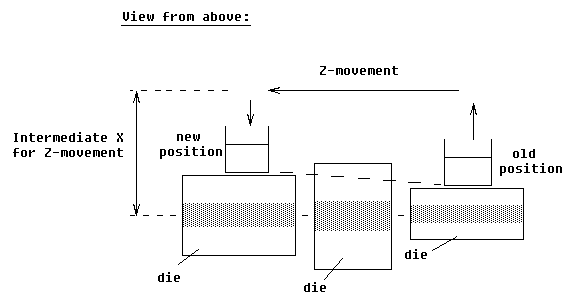
9. X-telje vaheasend Z-telje liikumisel: määrake X-telje ohutu asukoht Z-telje liikumise ajal, et vältida kokkupõrkeid erineva suurusega vormidega.
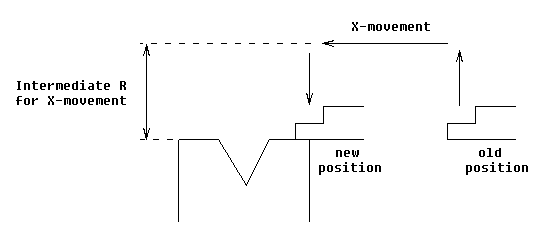
10. Keskmise R-telje asukoha määramine X-telje liikumisel: seadistage R-telje keskmine asukoht X-telje liikumise ajal, et tagada liikumine vormi ohutuspiirkonnas ja vältida kokkupõrkeid.
11. Märkuste automaatne kuvamine: automaatrežiimis, kui valitakse uus paindemoment, kuvab süsteem automaatselt selle sammu märkused, mis parandab operaatori tajumist ja tagab tööprotsessi ühtlase läbiviimise.
Ülaltoodud seadistustega saab DELEM DA-66T paremini kohandada konkreetsete tootmistähtsustega, saavutades nii tõhususe kui ka ohutuse kahekordse parandamise.
Tootmisaja arvutamine
DELEM DA-66T seadistusrežiimis saab konfigureerida järgmisi parameetreid, et optimeerida paindemomendi tootmisaja arvutamist, tagades, et aegarvutus vastaks täpselt tegelikule tööprotsessile:
Tootmisaja arvutamise loogika
Tootmisaja arvutamine sõltub peamiselt telje positsioneerimiskiirusest ja toote käsitlemisajast. Selles kontekstis määravad masina seaded telje positsioneerimiskiiruse, samas kui käsitlemisaja pikkus on otseselt seotud toote suurusega (eriti pikkuse ja laiusega) – väiksemad tooted on käsitletavad tõhusamalt, samas kui suurte riba-kujuliste toodete pööramise operatsioon nõuab rohkem aega.
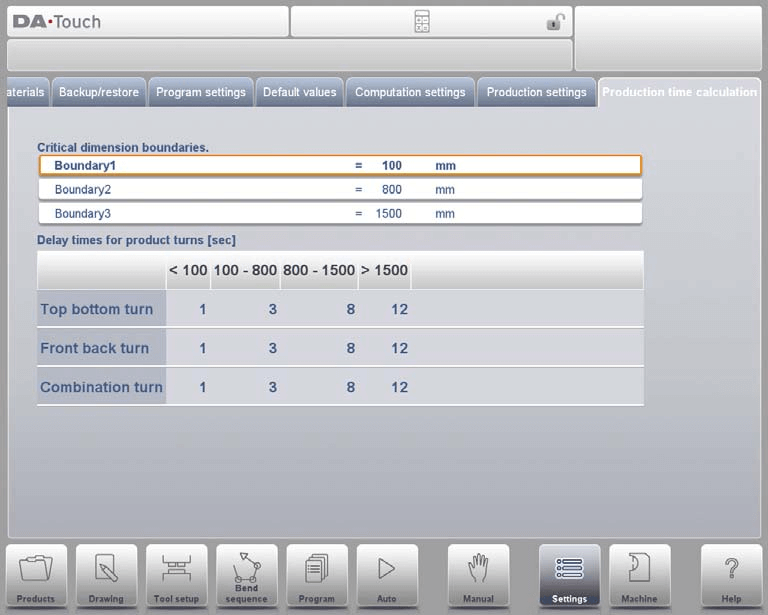
Pööramisaja konfigureerimine
Erineva suurusega toodete pööramisaja saab seadistada tabeli kaudu (ühik: sekundit). Tabel jagab toote pikkused neljaks intervalliks ja iga intervallile vastavad eelnevalt seatud ajad erinevate pööramistüüpide jaoks (ülevalt alla pööramine, eest tagasi pööramine, kombinatsioonipööramine). Samal ajal saab kolme pikkuse piirväärtust (piirväärtus 1, piirväärtus 2, piirväärtus 3) kohandada, et saavutada täpne kohandus pööramisajaga erineva suurusega toodete jaoks.
Nende parameetrite kohandamisega saab tootmisaja arvutamise paremini vastendada tegelikule tootmisskeemale, pakkudes usaldusväärset alust tootmisplani koostamiseks.
Ajaseaded
Täpse süsteemiaja konfigureerimine tagab kõigi masinatööde kirjete täieliku jälgitavuse ja hoiab need sünkroonis projektikava ajatemplaga. Täpsed seadistatavad valikud on järgmised:
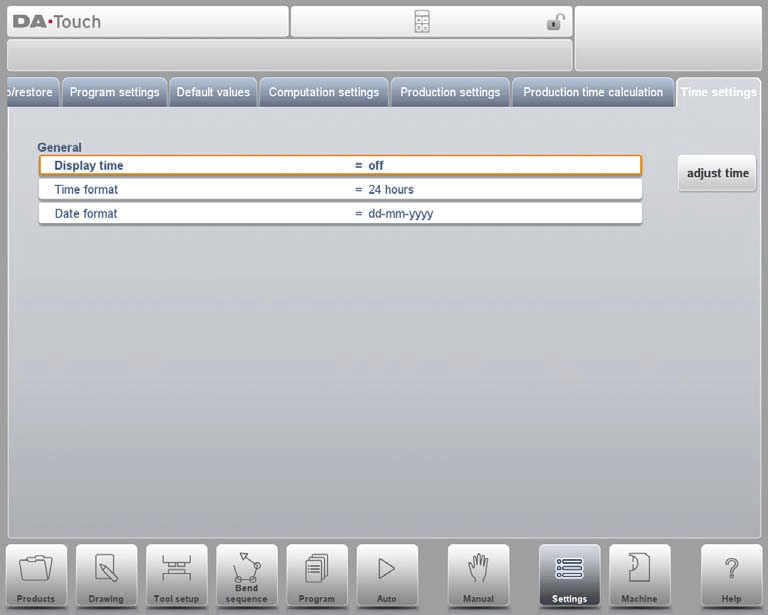
• Aegnäitus: valige pealkirjariba ajanäitamise vorm (kuupäeva ja kellaaja näitamine, ainult kellaaja näitamine või aja näitamata jätmine).
• Ajavorming: valige ajanäitamise vorming (24-tunnine vorming või 12-tunnine vorming).
• Kuupäevavorming: valige kuupäevanäitamise vorming (pp-kk-aaaa, kk-pp-aaaa või aaaa-kk-pp).
• Aja kohandamine: muutke süsteemi kuupäeva ja kellaaja käsitsi. See tegevus värskendab Windowsi operatsioonisüsteemi kuupäeva ja kellaaja sünkroonselt.
Sageli küsitud küsimused
Kas DELEM DA-66T seadistusrežiimis parameetrite kohandamine mõjutab masina ohutust?
Jah. Kõik parameetrite kohandamised peavad rangelt vastama ohutusstandarditele ja tootja juhistele, et vältida ebakorrektsete parameetrite seadistamisest põhjustatud ohutusjuhtumeid ning tagada, et masin oleks alati ohutuslikus tööolekus.
Mis on presspurkse täpseim kalibreerimise viis?
Täpse presspurkse kalibreerimise saavutamiseks veenduge esmalt, et masin on paigutatud horisontaalselt; seejärel kasutage digitaalset mõõteseadet paindematrise nurga mõõtmiseks ja kohandage seda tootja esitatud kalibreerimisstandardite kohaselt.
Kui sageli tuleb presspurkse hooldust teha?
Tavaline hooldus soovitatakse iga 500 masinatunde järel, sealhulgas tuumkomponentide seisundi kontrollimine, masina pinnale kogunenud mustuse eemaldamine ja liikuvate osade õlitage.
Kohustuslik väljaandmine
Kokkuvõttes on DELEM DA-66T seadistusrežiimi töö ja parameetrite kohandamine pressipuuri tööefektiivsuse optimeerimise tuum. Põhiseadete, näiteks telgede parameetrite, tööriistade parameetrite ja turvaprotokollide mõistlik seadistamine tagab mitte ainult painutustäpsuse ja tootmise efektiivsuse, vaid ka seadme kasutusiga tõhusa pikendamise.
DELEM DA-66T suurima võimaliku jõudluse kasutamiseks soovitame regulaarselt üle vaadata ja konkreetsete tootmistarbimiste kohaselt vastavaid seadeid ajakohastada. Kui tekkivad küsimused või vajate töö käigus täiendavat abi, võtke julgelt ühendust meie tehnilise meeskonnaga. Lisaks saate tutvuda meie teiste tehniliste dokumentidega, et saada rohkem praktilisi oskusi seadme optimeerimiseks.

