















































Strateegilised kohanduslahendused presilehtmetele
Sisukord
Põhielemendid pressebrake'i kohandamiseks n
○ Täpsete tööriistade süsteemid: protsessi paindlikkuse alus
○ Intelligentseid juhtimissüsteeme: täpsuse ja tõhususe sinergia
○ Tagasimõõdu süsteemi uuendused: Tootlikkuse mitmekordistamine
○ Võimsus ja läbimõõt laiendused: Luustöötluse jaoks usaldusväärsus
○ Turvalisuse ja vastavuse seadistused: Kaksikkereline riski vähendamine
Kohandamise väärtusmuundlus tootmisystemides
Põhijuhimate sügavam analüüs
○ Kuidas saavutada millimétrilist täpsust kohandamise kaudu?
○ Millised konfiguratsioonid vähendavad tootmispausi maksimaalselt?
○ Võimalikkus ja rakendamisviisid võimsuse tõstmiseks
Järeldus: strateegiline olulisus kohandatud investeeringutele
Kohandamise optimeerimisväärtus presside puhul
Metallitööstuses on pressekaaredele kohandatud muudatuste tegemine peamne strateegia tootmispunktide ületamiseks. Täpselt sobitatud tööriistade konfigureerimisega, intelligentsete juhtimemoodulite ja turvaprotectomy süsteemidega saavad ettevõtted saavutada sammu aluspärast töötlemisest kõrge täpsusega tootmisele. See artikkel analüüsib süstemaatiliselt viit kritilist kohandamismoodulit, et aidata tootmises otsustajatel optimaalseid seadmeid konfigureerida.
Pressekaarade kohandamise põhielementid
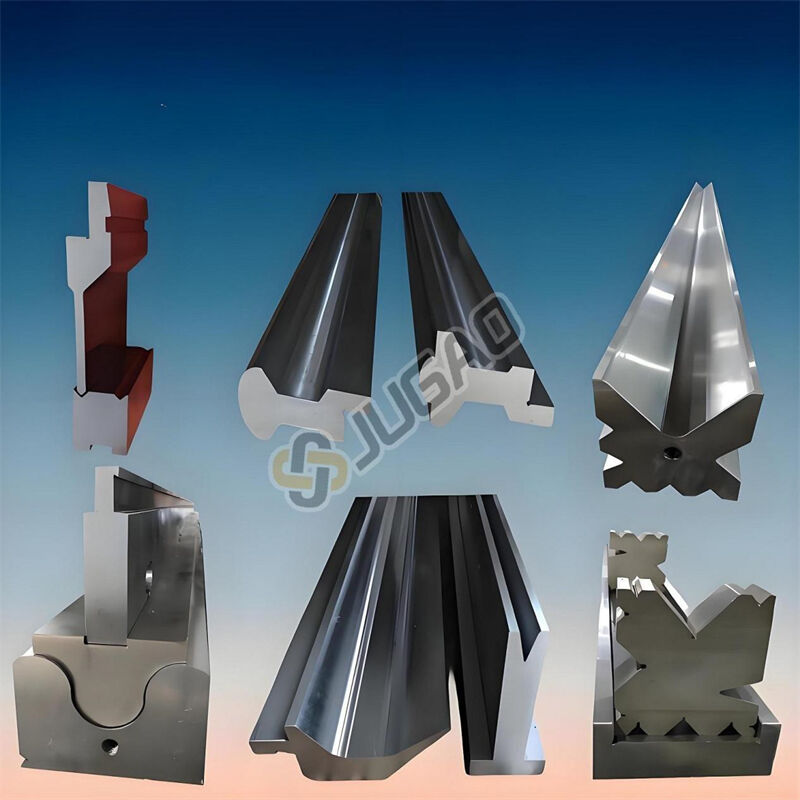
Täpne tööriistasüsteem: protsessi paindlikkuse alus
Tööriistasüsteemi kohandamine mõjutab otse töötlemispiirkonda ja toote täpsust. Soovitused hõlmavad:
Modulaarsed segmeteeritud tööriistad: võimaldavad kiireid kaarade vahetusi mitmete spetsifikatsioonidega töökohtade nõuetele vastamiseks.
Dünaamilised kompensatsioonimehhanismid: Vähendab puukahjuste eest põhjustatud nihkeviga pikkade plaadide lülitamisel.
Hüdraulilised kiired vahetusüsteemid: Vähendab vormide vahetusaega traditsiooniliste meetodite 30% niini.
Tööstuslikud praktikad näitavad, et professionaalsed tööriistade seadistused võivad parandada lülituse täpsust 0,05 mm võrra ja materjalide sobivust 40% võrra.
Intelligentseid juhtimissüsteeme: Täpsuse ja tõhususe sinergia
CNC-süsteemide (nt DELEM DA-69T) integreerimine võimaldab:
3D Simulatsioonieelvaated: Kinnitab programme ette, vähendades katsetamise kulut.
Protsessiparameetrite andmebaasid: Automaatne vastavus materjalide omadustega ja lükkumisparameetritega.
Mitmehelgeline sünkroonisus: Koordineerib tagagaagi ja rammi liikumist reaalajas.
Üks juhtumi uuring autotehasest näitas, et töötlemiskooripliikides oli 22% lühem ning resti määr jääb uuenduse järel alla 0,8%.

Tagagaagi süsteemi uuendused: Mitmekordistaja tootmise effektiivsuses
6-jaotisne servodraiver: Positsioneerimistõrke ±0.01mm.
Adaptiivsed kompensatsioonalgoritmid: Reaalajas korrektuur lehtmetallile tulenevate tagasihüpplingute eest.
Mälupuhverfunktsioon: Kiirepääs 200+ kandeprogrammide juurde.
Elektritootjate tootja suutis rakendada mitmejaotiste tagapuuvõimsuste süsteeme pärast saavutada 35% suurem päevane väljund ja alla viie minuti seadistamise aeg.
Võimsus ja löögi laiendused: Luustöötluseks kindel toimimine
Suurte konstruktsioonikomponentide jaoks:
Hüdraulikasüsteemi tugevdamine: Maksimaalne vajutusjõud kuni 3000kN.
Laiendatud laua disain: Tõhus püsimispikkus suurendatud 6m-ni.
Kahe silindri sünkroniseerimine: Tagab vajutusjõu tasakaalu ülimalt pikktes stroogeutes.
Tööstuse ettevõte edukalt täidetud tellimus 800 kraanikaela kohta (25mm paksus) ümbertöötamise järel.
Turvalisus- ja vastavusseadistused: kaksikkerakas riski vähendamine
Põhiseadistused sisaldavad:
Laseriskaneerimise kaitse: turvalisuse valgusteine 0,1-sekundilise reaktsiooniga.
Kahe käe püsimismehtod: vastab ISO 12100 standarditele.
Ülekoormuse ise诊断:ennustab hidraulilisi anomalii ette.
Prestimuretööstus vähendas üheksa perioodi puhul onnetusmäära 1,2%-st 0,15%-ni ja sai TÜV turvapõhise sertifikaadi uuenduse järel.
Kohandamise väärtusmuundlus tootmisystemides
Kohandamine suurendab mitte ainult eraldi masina jõudlust, vaid ka modelleerib tootmisüsteeme järgmiselt:
1. Protsessiketis integreerimine: puhtalt läbiprotseerimine tühjendamisest kujuvorminguni.
2. Paindlik tootmisvõime: kiire reageerimine väikeste seriate ja paljunduste tellimustele.
3. Elutsükli haldamine: andmeid liidesed MES süsteemi integreerimiseks.
Lennu- ja ruumitehnika komponentide tarnija lühendas uue toote esitellimuse aega 45 päevast 18 päevani sügavate kohanduste abil.
Põhijuhimate sügavam analüüs
Kuidas saavutada millimeetrite täpsust kohandamise kaudu?
Tehke kasutusele sulgetud tsükli tagasisidejuhtimise reaalajas asenduskorrektsioonide jaoks.
Integreerige temperatuurikompensatsioonimoodulid, et neutraliseerida hidraulika õli termilisest hävimisest.
Teostage kvartaliti laseriinterfeeromeetri kalibreerimine.
Millised konfiguratsioonid vähendavad töötuse aega maksimaalselt?
Kasutage älyseid eelmärguandluste süsteeme (nt vibratsiooni jälgimine).
Võtke kasutusele standardiseeritud kiirvahetus tööriistade süsteemid.
Looge ennetava hoolduse andmebaasid OEE analüüsi põhjal.
Võimalused ja rakendamis tee võimsuse uuenduste jaoks
Hinnake raami järsustuse sobivust suurendatud võimsuse nõuetega.
Faseeritud rakendamine: uuendage esmalt hüdraulikpumpe, seejärel tugevitage raameid.
Retrofittimise järel on 72-tundi pidev koormustest nõutav.
Järeldus: strateegiline olulisus kohandatud investeeringutele
Presseaukude kohandamine on otsustav tegevus tootjatele erineva konkurentsivõime saavutamiseks. Strateegiliselt funktsioonimooduleid seadmes saavad ettevõtted mitte ainult lühiaja efektiivsust, vaid ka agaarseid tootmisvõimeid turu muutuste navigeerimiseks. Soovitatav rakendusstrateegia:
1. Põhjuste tuvastamine: kasutage OEE-analüüsi parandusalade määratlemiseks.
2. Mooduline ümberseadmine: prioriteetseks on kõrge ROInga konfiguratsioonid.
3. Digitaalne integreerimine: ühenda masinaandmed juhtimissüsteemidega.
Täpsusele metalivärk asutus tõstis kogu seadmetarkvaraga seotud effektiivsuse (OEE) kolme aasta jooksul 58%-st 82%-ni, saavutades 14-kuu ROA perioodiga.

