















































DELEM DA-58T seadistuste režiimi põhifunktsioonide analüüs
Sisukord
1. Eessõna
2. Üldised seaded
3. Materjaliseaded
4. Andmete varundamise ja taastamise funktsionaalsus
○ Tooteandmete varundamine
○ Tooteandmete taastamine
○ Tööriistade andmete varundamine
○ Tööriistade andmete taastamine
○ Tabelite ja seadete varundamine ja taastamine
○ Kataloogide navigatsioonitegevused
5. Programmiseaded
6. Vaikimisi ja arvutusseaded
○ Põhiline vaikimisi väärtuste konfigureerimine
○ Põhiarvutusparameetrite seadistused
7. Tootmise seaded
8. Aeg ja võrguseaded
○ Tootmisaegade arvutamine
○ Põhised ajaseaded
○ Võrgukonfiguratsioon (saadaval ainult pärast võrguvaliku paigaldamist)
9. Sageli küsitavad küsimused (SKK)
○ Kuidas optimeerida pressipurskuri tööd DELEM DA-58T seadistusrežiimi abil?
○ Kuidas määrata pikkuspiiride piirid DELEM DA-58T seadistusrežiimi abil?
10. Järeldus
See artikkel pakub DELEM DA-58T pressipurskuri juhtsüsteemi seadistusrežiimi funktsionaalsete omaduste põhjalikku analüüsi, selgitades selle põhikonfiguratsiooni atribuute ja seda, kuidas need seaded aitavad parandada pressipurskuri toimimise efektiivsust ja töötlemise täpsust. Kas te soovite oma seadmete jõudlust optimeerida või kohandada tööprotsesse metallitöötlemise tegelike vajaduste kohaselt – seadistusrežiimi erinevate funktsioonide tundmine on oluline. See artikkel tõlgendab DELEM DA-58T seadistusrežiimi põhipunkte selgelt ja kokkuvõtlikult, aitades teil täielikult ära kasutada seadme rakenduspotentsiaali.
Eelkõne

DELEM DA-58T juhtsüsteemi saab lülitada Seadistuste režiimi, klõpsates seadme tööpaneelil asuval Seadistused navigatsiooninupul. Kui põhikonfiguratsioonikeskus on see režiim ühtseks konfigureerimiseks ette nähtud vaikimisi väärtuste ja toote programmeerimiseks vajalike eri piiravate parameetrite jaoks ning see on oluline sissepääsukoht pressipuugide personaalse silumise jaoks.
Kõik Seadistuste režiimis olevad parameetrid on funktsiooni järgi jaotatud erinevatesse kaartidesse ja toetavad lülitumist horisontaalselt liugutamisega. Kasutajal tuleb lihtsalt klõpsata vastaval kaardil ja konkreetsel parameetriühikul, et kõigi väärtuste kohandamine lõpetada. Toimimisloogika on lihtne ja hõlpsasti mõistetav, mis vähendab parameetrite konfigureerimise läve oluliselt.
Üldised seadistused
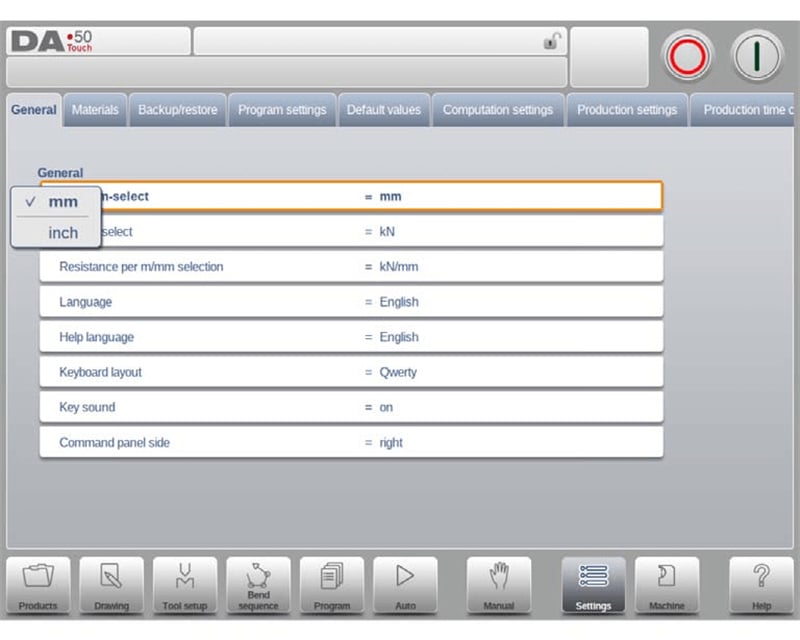
DELEM DA-58T üldseadete moodul võimaldab kasutajatel kohandada seadme põhioperatsiooniparameetreid, sealhulgas ühikute valikut (tollid/mm, tonnid/kN), tööliidese keelt, klaviatuuri paigutust ja sisendpaneeli nuppude heli. Visuaalne tööliides muudab erinevate seadete valiku mugavamaks, sobib täielikult erinevate kasutajate tööharjumustele ja loob personaalse kasutajakogemuse.
Liidese keel
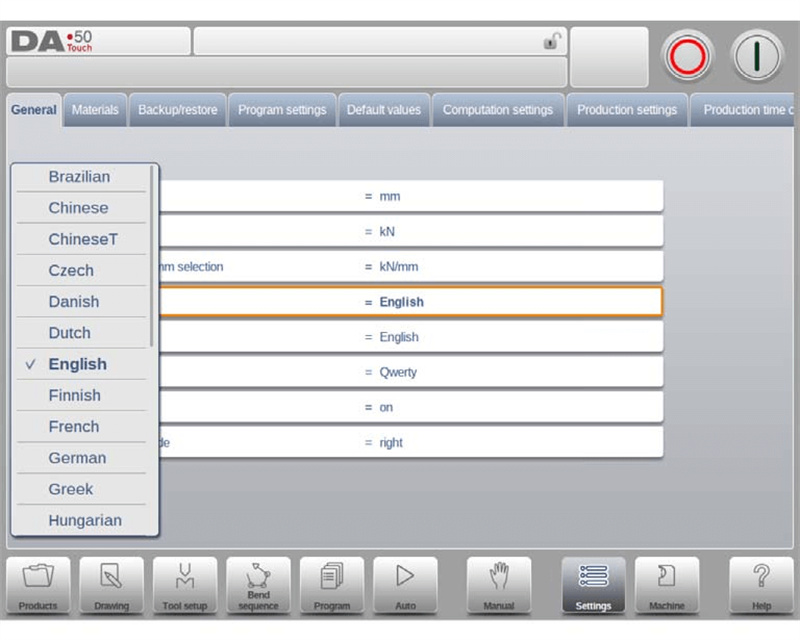
Tööliidese kuvakeelt saab otse valida süsteemis olevast loendist. Loendis olevate keelte arv on suurem kui esialgu kuvatavate keelte arv. Kasutajad saavad kõiki valitavaid keeli vaadata loendi üles- ja allapoole liugutades ning keele vahetamise lõpetada ühe klõpsuga. Pange tähele, et kui valitakse keel, mis sisaldab erilisi mittestandardseid alfanumeroose märke, taaskäivitab juhtsüsteem automaatselt seadistuse lõpetamiseks.
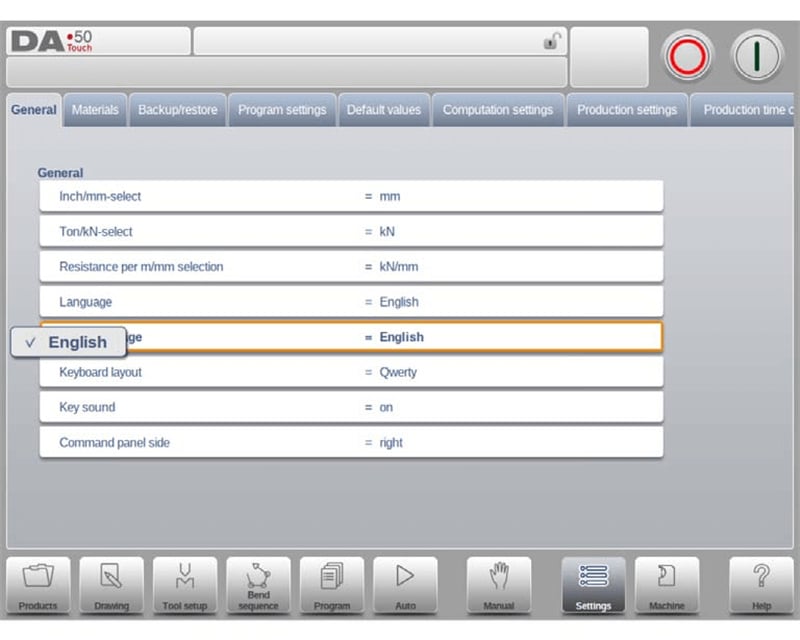
Abidokumentide keel
Veebipõhise abi vaikimisi kuvakeel on kooskõlas tööliidese keelega. Kui valitud keele jaoks ei ole vastavat veebipõhist abidokumenti, lülitab süsteem automaatselt üle inglise keele kuvale. Kui kasutaja valib Abi keel-valiku, ilmub liidesele laiendatud funktsioon Lisa abi keel. Uusi abi dokumentide keelepakette saab selle funktsiooni kaudu kontrollsüsteemi installida. Enne installimist veenduge, et nõutavad keelepakettide failid on salvestatud seadme kohalikku kettale, USB-mäluseadmesse või ligipääsetavasse võrguteekonda, ja süsteem tuvastab need automaatselt ning lõpetab installimise.
Klaviatuuri paigutus
Süsteem toetab kolme klaviatuuri paigutuse vahetamist: Qwerty, Qwertz ja Azerty. Vaikimisi konfiguratsioon on Qwerty-paigutus, mis on kohandatud eri piirkondades asuvate kasutajate sisestusharjumustega.
Klahvi heli
Sisendpaneeli klahviheli saab vabalt sisse või välja lülitada. Süsteem lubab heli vaikimisi, mis on mugav kasutajatele operatsioonikäskude sisestamise kinnitamiseks.
Käskude paneeli asukoht
Operatsioonikäskude paneeli saab lülitada ekraani vasakule poole; vaikimisi kuvab süsteem selle ekraani paremal poolel. Kasutajad saavad seda oma tööharjumuste järgi kohandada.
Materjaliseaded
Materjaliseadete kaardil toetab DELEM DA-58T seadistusrežiim kuni 99 töödeldava materjali parameetrite programmeerimist, kusjuures iga materjal saab konfigureerida eraldi põhiliste füüsiliste omadustega, näiteks tõmbetugevuse ja paindemooduliga. See funktsioon võimaldab erinevate materjalide jaoks täpset töötlemisadaptatsiooni, tagab, et painutusoperatsioon sobib väga hästi materjali omadustega, ning parandab töötlemistäpsust.
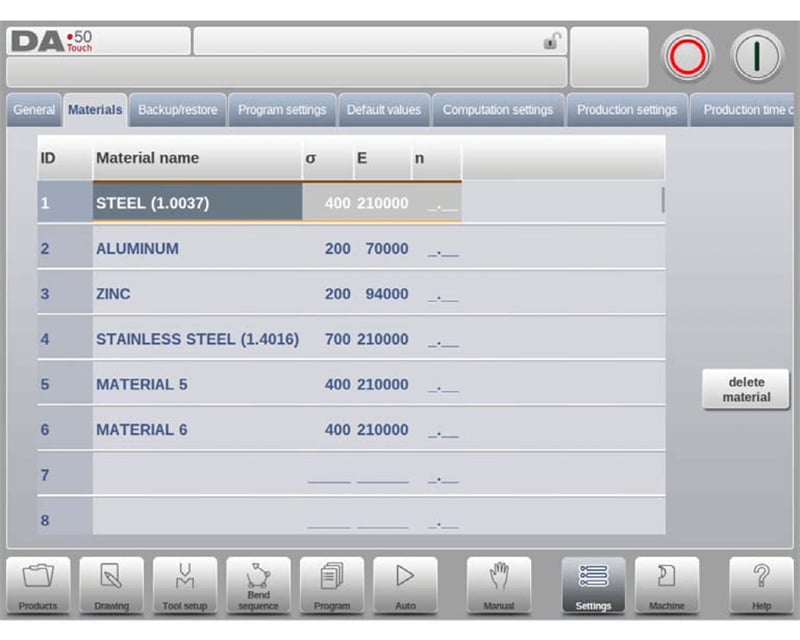
Süsteem konfigureerib igale materjalile kolm põhiline vaadeldavat ja muudetavat atribuuti: materjali nimi, tõmbetugevus ja elastsusmoodul. Materjali nimi kuvatakse otse programmeerimisliideses, nimel on maksimaalne pikkus 25 tähte ja see peab algama tähega; tõmbetugevus ja elastsusmoodul on otseselt seotud materjali füüsiliste töötlemisomadustega ning on olulised alused paindemääramise parameetrite arvutamiseks.
Materjaliloend sorteeritakse esialgu materjali numbri (ID) järgi esimeses veerus. Kasutajad saavad uuesti sorteerida mis tahes atribuudi järgi, klõpsates selle atribuudi veeru pealkirjal. Olemasoleva materjali parameetrite muutmiseks tuleb lihtsalt valida vastav materjali rida ja kohandada väärtusi; materjali kustutamiseks tuleb valida sihtmaterjali rida ja klõpsata nupul 'Kustuta materjal'; uue materjali lisamiseks tuleb valida loendis tühi rida ja sisestada otse iga atribuudi väärtused, et konfiguratsioon lõpetada.
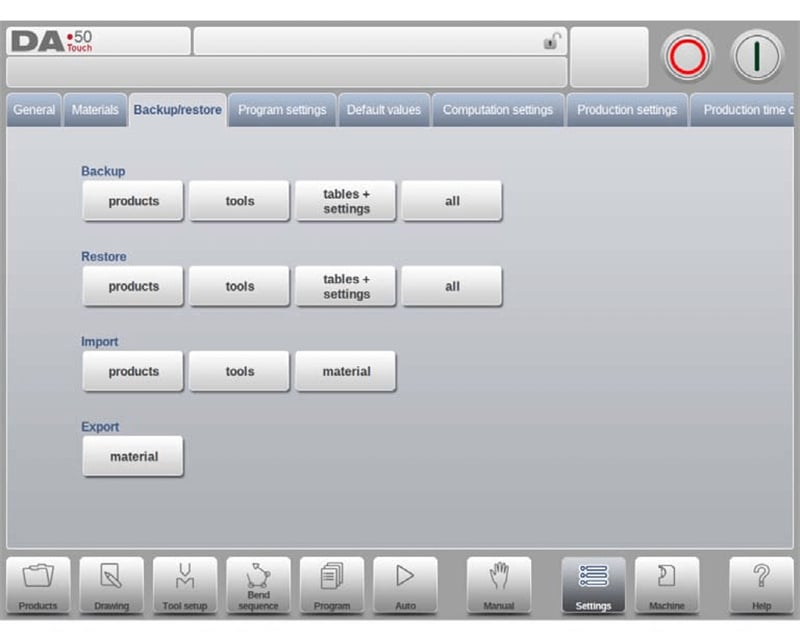
Andmete varundamise ja taastamise funktsionaalsus
DELEM DA-58T seadistusrežiim on varustatud täieliku varundus- ja taastusfunktsiooniga, mis võimaldab täielikku andmete varundamist ja taastamist tooteprogrammide, tööriistade parameetrite, süsteemiseadistuste ja erinevate konfiguratsioonitabelite kohta. See tagab mitte ainult tootmisandmete turvalisuse, vaid võimaldab ka õmbluseta andmete migreerimist erinevate tüüpi juhtsüsteemide vahel. Vanemates juhtsüsteemides olevate toote- või tööriistade andmete puhul pakub see režiim ka sisemist importimisfunktsiooni, et saavutada ajaliste andmete kiire integreerimine.
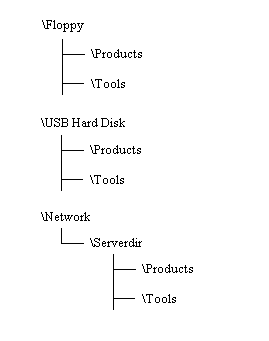
Toote- ja tööriistade andmete varundamise ja taastamise toiminguprotsessid on väga ühtlustatud. Kas andmete edastus toimub võrgu kaudu või USB-mäluseadme kaudu, kasutatakse standardseid toimingusammusid, mis vähendab kasutajatele tekkivat toimingute keerukust. Varunduskataloog koosneb valitud salvestusseadmest (USB-mäluseade, võrguketas jne) ja kohandatud kataloogist. Kasutajad saavad oma vajaduste kohaselt luua ja valida eraldi varunduskataloogi. Lisaks saab toote- ja tööriistade andmete varundussalvestuspaikasid seadistada eraldi, et saavutada andmete kategooria kaupa haldamine.
Tooteandmete varundamine
Alustamaks tooteprogrammide ketta varundamist, valige varundamise/taastamise vahekaardil varundamisala valikus "Tooted". Pärast esialgse varunduskataloogi seadistamise lõpetamist siseneb süsteem automaatselt tootevarunduse toimingusliidesesse. Täpsemad toimingusammud on järgmised:
1. Tooteid vaadata: Kõik valitud kataloogis olevad tooteprogrammid saab vaadata varundusliideses, kus saab kasutada tooterežiimiga kooskõlas olevaid põhifunktsioone tooteprogrammide sirvimiseks ja leidmiseks, mida soovitakse varundada;
2. Tee teed kontrollida: Liidese ülaosas kuvatakse reaalajas praegune tooteprogrammide lähteteekond ja määratud varunduskoht. Enne tegevuse alustamist kinnitage, et teed on õiged;
3. Tooteid valida: Klõpsake loendis tooteprogrammil, et märkida see varundatavaks, ja süsteem kuvab varundusmärgi valiku kinnitamiseks; kui varundusteekonnas on sama nimega tooteprogramm, kuvab süsteem teate, milles küsitakse kasutajalt, kas soovib seda üle kirjutada;
4. Grupi varundus: Klõpsake nupul „Kõik“, et varundada korraga kõik loendis olevad tooteprogrammid ning parandada varunduse tõhusust;
5. Muutke lähtekataloogi: kui soovite muuta toote programmide lähtekataloogi, mida varundatakse, klõpsake valikul „Lähtekataloog“ ja valige uus lähteteekond kataloogisirvija abil;
6. Muutke varunduskataloogi: klõpsake valikul „Varunduskataloog“, et navigeerida uude salvestuskohta ja valida see varundustargetkataloogina.
Tooteandmete taastamine
Valige taastamise ala vahekaardil „Varundamine/taastamine“ valik „Tooted“, et taastada kettalt toote programmid juhtsüsteemi.

Pärast esialgse taastamiskataloogi seadistamise lõpetamist sisenege toote taastamise operatsiooni liidesesse. Toimingute sammud on järgmised:
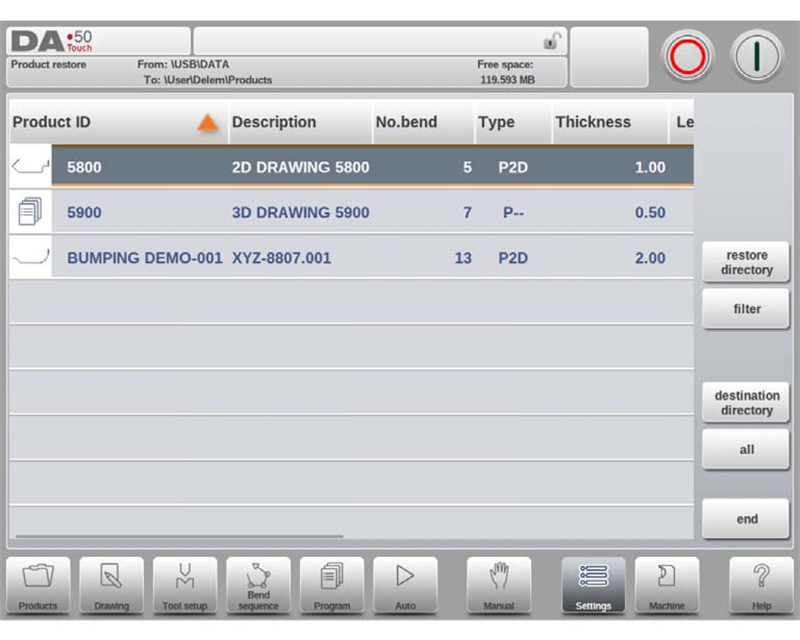
1. Ligipääs taastamisliidesele: vaadeldage kõiki valitud taastamiskataloogis olevaid toote programe;
2. Vaate kohandamine: leidke kiiresti taastatavad toote programmid vaate kohandamise funktsiooni abil;
3. Tee teed kontrollimine: kinnitage toote programmide taastamise lähteteekond ja sihtsalvestusteekond seadmes;
4. Valige tooted: klõpsake taastamiseks märgistatavaid sihttooteid;
5. Korduvate failide käsitsemine: kui seadmel on sama nimega toote programm, teavitab süsteem kasutajat ja küsib, kas seda asendada;
6. Muutke lähtekataloogi: vajadusel liikuge uude taastamise lähtekataloogi toote programmide jaoks;
7. Määrake sihtkataloog: valige seadmel taastatavate toote programmide salvestuskataloog.
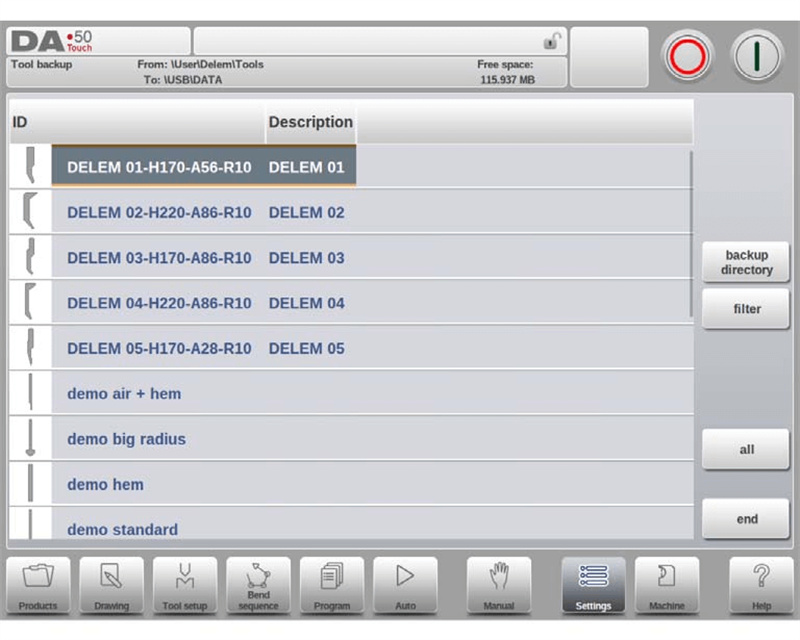
Tööriistade andmete varundamine
Alustamaks tööriistaparameetrite ketta varundamist, valige varundamise/restituimise vahekaardil varundamise ala valikus "Tööriistad". Pärast esialgse varunduskataloogi seadistamise lõpetamist siseneb kasutaja tööriistade varundamise tööliidesesse.
Juhtsüsteemis saab ühtlaselt varundada erinevaid tööriistaparameetreid, näiteks löökpunkte, matriseid ja seadmete kujundustööriistu. Toimingute protsess on täpselt sama mis tooteandmete varundamisel, mis tagab toimingute loogika ühtlustamise.
Tööriistade andmete taastamine
Tööriistade parameetrite taastamise protsess on kooskõlas tooteandmete taastamisega. Kasutajad saavad tööriistade andmete taastamise lõpule viia standardsete sammude järgi ja kiiresti taastada tööriistade töötlemiskonfiguratsiooni parameetrid.
Tabelite ja seadete varundamine ja taastamine
Varundus/taastamine-saki kujundati eraldi varundus- ja taastusfunktsioonidega kasutaja määratletud süsteemiseadete ja erinevate konfiguratsioonitabelite jaoks, ning operatsiooniprotsess on kooskõlas toote- ja tööriistade andmete varundamise ja taastamisega. Süsteem pakub ka funktsiooni Kõik. Sellele klõpsates täidetakse automaatselt järjest toodete, tööriistade, tabelite ja süsteemiseadete täielik varundus või taastamine, mis suurendab massoperatsioonide tõhusust oluliselt.
Kataloogi navigatsioonitegevused
Pärast klõpsamist Varunduskataloog avab süsteem akna loendiga saadaval varunduskataloogidel. Kataloogi navigeerimise ja haldustegevuste lihtsustamiseks on konkreetseteks sammudeks järgmised:
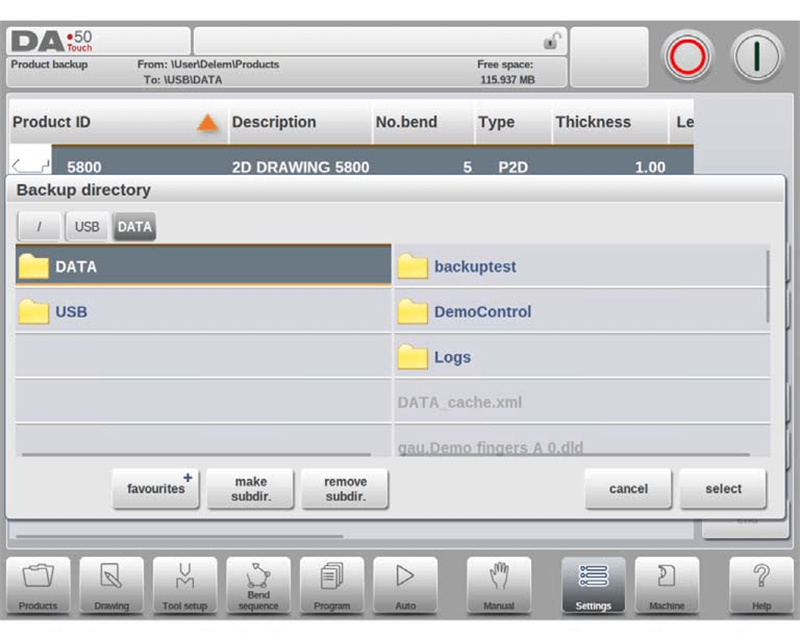
1. Kataloogi sirvimine: klõpsake punktikujulisele ikoonile, et siseneda alamkataloogi, klõpsake ülemise taseme kataloogi ikoonil, et naasta ülemisse kataloogi, ja klõpsake kinnitamiseks valikul 'Vali';
2. Seadme vahetamine: klõpsake korduvalt ülemise taseme kataloogi ikoonil, kuni jõuate kõrgemasse kataloogi, ja valige seejärel uuesti salvestusseade ning vastav alamkataloog;
3. Võrguühendus: kui seade on võrku ühendatud, valige esmalt võimalus 'Võrk', seejärel sihtvõrguköide ja järgnevad navigeerimistoimingud on kooskõlas kohaliku salvestusseadmega;
4. Alamkataloogide haldamine: klõpsake 'Loo alamkataloog', et luua eraldi salvestuskataloog, ja klõpsake 'Kustuta alamkataloog', et eemaldada kasutu kataloogid; pärast sisenumbrat mis tahes alamkataloogi klõpsake kataloogi kinnitamiseks 'Vali'.
Programmi seaded
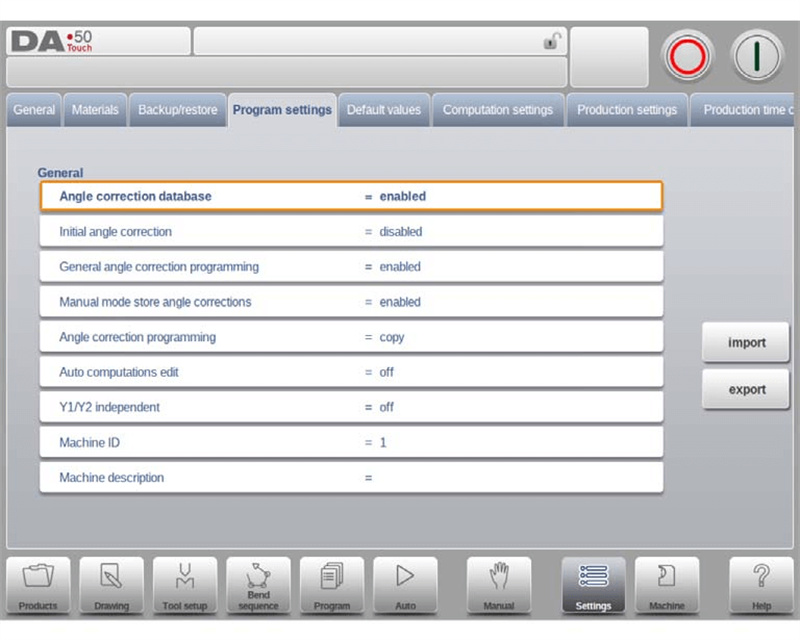
Nurga parandusbaas on DELEM DA-58T seadistusrežiimi üks põhifunktsioone. See baas võimaldab salvestada reaalajas tootmisel sisestatud nurga parandusparameetreid, tagades töötlemistäpsuse järjepidevuse erinevate materjalide ja erinevate paindemooduste korral ning on oluline konfiguratsioon toote programmimisel töötlemistäpsuse tagamiseks. Et täielikult ära kasutada nurga parandusbaasi rolli ja optimeerida seadistusrežiimi tööefektiivsust, on konkreetsete seadistuspunktidega järgmist:
Nurga parandusbaas
1. Baasi lubamine: Pärast selle parameetri lubamist salvestab baas automaatselt tootmisrežiimis (automaatrežiimis) sisestatud nurga parandusväärtused; tootmisel otsib süsteem automaatselt baasist, kas leiduvad sarnaste paindetega seotud parandusparameetrid, ja kui need eksisteerivad, kasutatakse neid otse, kui mitte, siis genereeritakse interpoleerimisalgoritmi abil kohanduvad parandusväärtused;
2. Painutusomaduste vastendusreeglid: süsteem võrdleb painutustoimingute mitmeid põhiomadusi, sealhulgas materjali omadusi, lehe paksust, tõmbepuuri avatust, tõmbepuuri raadiust, tõmbetipu raadiust ja painutusnurka. Esimesed viis omadust peavad täielikult kokku sobima ning painutusnurga parandusväärtused kutsutakse välja või interpoleeritakse sarnasuse alusel;
3. Esialgne nurga parandus: see parameeter on iseseisev programmeerimisüksus, mida kuvatakse ainult automaatrežiimis ja mis sobib väikeste nurkade täpseks parandamiseks. Selle väärtus liidetakse visualiseeritud parandusväärtusega, et saada lõplik koguparandusväärtus nurkadele;
4. Üldine nurga parandusprogrammeerimine: see parandusparameeter kehtib kogu programmis olevatele kõigile painutusprotsessidele, seda ei määrata konkreetsele painutusnurgale ja vastavad väärtused ei salvestata Nurkade Parandusbaasi;
5. Käsirežiimi parandusväärtuste salvestamine: Pärast selle funktsiooni lubamist salvestatakse käsirežiimis loodud nurga parandusväärtused, et pakkuda andmete toetust järgmisele toote programmeerimisele;
6. Nurga paranduse programmeerimismeetodid: Nurga parandusväärtuste kohandamisel saate valida originaalväärtuste kopeerimise, delta-väärtuste säilitamise või kahe põhiparameetri Cα1 ja Cα2 iseseisva kohandamise, et vastata erinevatele töötlemise parandusnõuetele.
Automaatsed arvutused – redigeerimine
Materjali tüübi, lehtmetalli paksuse, töötlemispikkuse, löögi- või tõmbeprofiili konfiguratsiooni muutmisel arvutab süsteem automaatselt uuesti põhitöötlemisnäitajaid, näiteks paindemõju, dekompressioonikaugust ja kõverdamisseadme parameetreid, konkreetsete stsenaariumide (nt paindemetoodika) alusel ilma käsitsi arvutuseta ning suurendab programmeerimise efektiivsust.
Y1 ja Y2 iseseisev programmeerimine
See toetab kahe Y-telje seadistamist sõltumatu programmeerimisrežiimi või integreeritud programmeerimisrežiimi. Kasutajad saavad valida kohandatava programmeerimisrežiimi paindemise täpsusnõuete järgi, et rahuldada keerukate paindemistoimingute telgede juhtimise vajadusi.
Masina ID ja kirjeldus
Igal pressipuugil saab konfigureerida unikaalse masina ID, et hõlbustada tootmisprogrammide ühendatud haldust; samal ajal saab lisada masina kirjelduse teabe, et realiseerida varasemas programmeerimissüsteemis (nt JUGAO) seadmete kiiret identifitseerimist ja klassifitseerimist ning optimeerida tootmise haldusprotsessi.
Vaikimisi ja arvutusseaded
See moodul võimaldab seadistada painutamistoimingu põhivaikimisi väärtusi, sealhulgas Y-telje avamise suurust, survekiirust, pausiaega jne; samal ajal saab selle abil kohandada ka põhikomputatsiooniparameetreid, näiteks painutuslubatud tabeli aktiveerimist, andmete ettevalmistuse konfiguratsiooni jne, et toote programmimine saaks täielikult vastata erinevatele tootmis- ja töötlemisvajadustele ning protsessi paindlikkust parandada.
Põhivaikimiste väärtuste seadistamine
1. Y-avamine vaikimisi: määrake Y-telje algne avamine, et anda painutamistoimingu jaoks põhilised telje juhtimisparameetrid;
2. Survekiirus: määrake uue töötlemisprogrammi algne survekiirus;
3. Ootamine tagasitõmbumise jaoks: painutusprogrammis ootamise funktsiooni vaikimisi seadistus on lubatud (jah);
4. Sammu muutmise kood: vaikimisi sammu muutmise kood on UDP;
5. Viivitusaeg: X-telje sammu muutmise vaikimisi ooteg aeg on 0;
6. Paigaldusaeg: määrake paindeprogrammi vaikimisi paigaldusaeg, et tagada painde kujunduse efekt;
7. Eelpainde nurk: määrake graafilise toote programmeerimise jaoks vaikimisi eelpainde nurk;
8. Küljeava: kiire asukoha vaikimisi küljeava on 0,0 mm;
9. Mõõtmed: määrake graafilise joonistamise jaoks vaikimisi põhimõõt (D1).
Tuuma arvutusparameetrite seadistused
1. Aktiivne paindekompenatsioonitabel: saab valida kaks arvutusrežiimi – üks on paindekompenatsiooni arvutamine standardvalemiga ja teine on parandustabeli kasutamine arvutamiseks (kui tabel eksisteerib, saab seda otse redigeerida). See seade võimaldab X-telje täpsuskorrektsiooni lehe lühenedumise tõttu;
2. Andmete ettevalmistamine: Painde lubatud väärtus. See sisaldab kolme konfiguratsioonirežiimi. Kui parandus on välja lülitatud, ei ole painde lubatud väärtust programmimisarvutustes arvesse võetud; kui parandus on sisse lülitatud, kuvatakse parandusväärtus tootmisel ja seda saab muuta; see seade ei mõjuta joonistusrežiimis jooniste järeltöötlusprotsessi ning süsteem lisab automaatselt painde lubatud väärtuse arvutusse CNC-programmi loomisel joonistusrežiimis. Kui painde lubatud väärtuste tabel on aktiveeritud, saab tabeli väärtusi muuta uues aknas funktsiooni "Muuda tabelit" abil. Töö ajal valige redigeerimisväli Tab-klahviga, sisestage uus väärtus ja kinnitage see Enter-klahviga. See menüü ei toeta uute tabelite loomist. Painde lubatud väärtuste üksikasjalike konfiguratsiooninõuete kohta vt ametlikku DELEM-i kasutusjuhendit. Kui soovite teisi tabeleid kasutada, leidke need ja importige funktsiooni "Laadi tabel" abil;
3. Põhjutusjõu tegur: Täpne põhjutusjõu väärtus arvutatakse selle teguri ja õhuga painutamise jõu korrutisena, mis annab aluse painutus rõhu seadistamisele;
4. Z-kaugus: See parameeter on kaugus sõrme servast lehe nurgani. Kui Z-telg on seadmes paigaldatud, arvutab süsteem automaatselt sõrme optimaalse töökoha, et täpsustada positsioneerimist.
Tootmise seadistused
DELEM DA-58T seadistuste režiimi tootmisseadistuste moodul on eriliselt loodud tootmise efektiivsuse optimeerimiseks ning toetab põhiparameetrite, näiteks varu loendamise režiimi, automaatse painutuse muutmise režiimi samm ja paralleelsuse nihke, kohandatud seadistamist. Kasutajad saavad kohandada tootmisprotsessi vastavalt tegelikele tootmistöö tingimustele, et saavutada nii töötlemise efektiivsuse kui ka täpsuse kahekordne paranev tulemus.
1. Laoseisu lugemisrežiim: Toetab kahte režiimi – üleslugemist ja allalugemist. Allalugemine peatub automaatselt, kui väärtus saavutab 0, ja pärast seadme taaskäivitamist taastatakse algne väärtus; see on sobilik fikseeritud kvootidega tootmistööde jaoks; üleslugemine võimaldab tootmisedukuse reaalajas jälgimist ja on sobilik partii töötlemise edenemise jälgimiseks;
2. Automaatne paindemuudatuse režiimi samm: Keelatud olekus tuleb järgmise protsessi parameetrid valida ja käivitada käsitsi; lubatud olekus laeb süsteem automaatselt järgmise protsessi parameetrid ja pärast käivitusnupu vajutamist teeb seade automaatselt positsioneerimise, et tagada protsesside õmbluseta lülitumine;
3. Rööpsusnihe: Määrab Y-telje üldise rööpsusparameetri, mis jõustub pingutuspunkti all (Y2 + nihe), et tagada lehtede rööpsus paindemisoperatsiooni ajal;
4. Ekraan puutetundlikkuse lukustamine käivitamisel: Pärast selle funktsiooni lubamist lukustatakse puutetundlik ekraan seadme töö ajal, et vältida valesti tehtud toiminguid, mis võivad mõjutada tootmist;
5. Survekorrigeerimine: Saavutatakse täpne surveventiili reguleerimine arvutatud paindejõu protsentuaalse väärtuse abil, et kohanduda erinevate materjalide painde surve nõuetega;
6. Pihustuskorrigeerimine: Süsteem arvutab automaatselt kiirguspositsiooni lehe pihustamisel. Lehe pihustamise tulemuslikkuse tagamiseks saab selle parameetriga kohandada arvutatud pihustuspunkti. Positiivne väärtus liigutab kiirguspositsiooni allapoole ja negatiivne väärtus ülespoole;
7. X-liikumise keskmine R-telje asukoht: Määrake ajutine R-telje asukoht, et vältida kokkupõrget seadmega X-telje liikumise ajal; seda funktsiooni saab lubada ainult siis, kui määrata mittetühjenduv väärtus;
8. Tagasine mõõteseade ja X-asendi ohutus: Ohutsooni asukoha järgi sobitab süsteem automaatselt erinevaid telgede liikumisstrateegiaid:
○ Nii vana kui ka uus asukoht on ohutsoonist väljas: X-telg ja Z-telg liiguvad sünkroonselt;
○ Vana asukoht on ohutsoonist väljas, uus asukoht on sees: esmalt liigub Z-telg;
○ Vana asukoht on ohutsoonis, uus asukoht on väljas: esmalt liigub X-telg;
○ Nii vana kui ka uus asukoht on ohutsoonis: liigutatakse esmalt X-telge vaheasendisse, seejärel Z-telge ja lõpuks kohandatakse X-telge sihtasendisse.
Ohutsooni määramise valem: SZ = X-ohutu + SD (SD on seadme tarnija määratud ohutuskaugus).
Aeg ja võrguseaded
Ajaseadistused võimaldavad kasutajatel kohandada kuupäeva ja aja kuvamise vormi, et tagada seadme aja sünkroonimine tootmisoperatsiooniplaaniga; võrgukonfiguratsiooni saab lubada ainult pärast võrgufunktsiooni paigaldamist, mis võimaldab seadme ja teiste süsteemide vahelist ühendust ning tootmisandmete ristsüsteemset jagamist.
Tootmisaja arvutamine
DELEM DA-58T seadistusrežiimis võimaldab varu arvestamise režiim automaatselt arvutada tootmisaega paindemise järjestuse arvutamisel, kombineerides telje asenduskiiruse ja toote käsitsemise aegu, pakkudes andmete toetust tootmisplaanide koostamiseks. Käsitsi toimingutes (nt toote pööramine) kulunud aeg on otseselt seotud toote mõõtmetega. Väiksema Z-suunas mõõtmega tooted nõuavad vähem aega pööramiseks, samas kui pikema X-suunas mõõtmega tooted nõuavad rohkem aega pööramistoimingute tegemiseks.
Süsteem määrab kolm pikkuse lävepiiri tasemet (piir 1/2/3) toote suuruse jaotamise standardina. Kasutajad saavad eraldi seadistada erinevates lävepiiride vahemikes asuvate toodete pööramiseks kuluvat aega, et aegarvutus oleks täpsemalt vastav tegelikule tootmissituatsioonile.
Põhiaegseaded
1. Kuvaaeg: pealkirjaribal kuvatavat sisu saab seadistada, toetades kolme režiimi: kuupäeva ja kellaaja kuvamine, ainult kellaaja kuvamine või kellaaja peitmine;
2. Aegformaat: toetab 24-tunnise ja 12-tunnise formaadi vahelise lülitumise, et kohanduda erinevatele ajakuvametele;
3. Kuupäevavorming: toetab kolme kuvavormingut: pp-kk-aaaa, kk-pp-aaaa ja aaaa-kk-pp, mida kasutajad saavad vajaduse korral valida;
4. Aja kohandamine: seadme kuupäeva ja kellaegu saab otse kohandada ning kalibreeritud aeg uuendatakse süngselt seadme Windowsi operatsioonisüsteemi, tagades süsteemiaja ühtsuse.
Võrgukonfiguratsioon (saadaval ainult pärast võrguvaliku paigaldamist)
Võrgufunktsioon on valikuline moodul. Pärast paigaldamist saab seadmega luua ühenduse kohaliku võrguga ja tootmisjuhtimissüsteemiga ning täita tootmisprogrammide ja töötlemisandmete ristseadmelise edastamise ja jagamise. Täpsemaks konfigureerimiseks vaadake palun ametlikku seadme kasutusjuhendit.
Sageli küsitud küsimused
Kuidas optimeerida pressipurki jõudlust DELEM DA-58T seadistusrežiimis?
Pressipurki jõudluse optimeerimise tuumaks on toodete tegelike töötlemismõõtude ja erinevate toimingute aegnõudvate parameetrite täpne seadistamine DELEM DA-58T seadistusrežiimis; samal ajal tuleb seade täpselt kalibreerida, et kõik parameetrite seadistused vastaksid tootmise ja töötlemise spetsifikatsioonidele ning nõuetele, tagades seadme tööparameetrite kõrge vastavuse tegelikele tootmistähtaegadele.
Kuidas määrata pikkuspiiride piire DELEM DA-58T seadistusrežiimis?
Sisenege seadistusrežiimi pikkuspiiride konfigureerimisala ja sisestage konkreetsed väärtused piirile 1, piirile 2 ja piirile 3, et lõpetada pikkuspiiride seadistamine. Kolme taseme piiride mõistlik konfigureerimine tagab, et erineva suurusega tooted saavad sobida täpsete pööramiseks kuluvate aegparameetritega, parandades ajakalkulatsiooni ja tootmisprotsesside ratsionaalsust.
Kohustuslik väljaandmine
Üldiselt on DELEM DA-58T seadistusrežiim tuumavahend pressipuukide tööfunktsioonide ja töötlemistäpsuse parandamiseks. Selle rikas funktsionaalne konfigureerimine ja kõrge kohandatavus võimaldavad optimeerida toote programmeerimist ja tootmisprotsesside voolu ning see on oluline tagatis pressipuukide täpseks tootmiseks.
Et täielikult ära kasutada põhjepressi võimalusi ja pikendada seadme kasutusiga, on standardiseeritud parameetrite seadistamine ja igapäevane seadme hooldus olulised. Selle Seadistuste režiimi erinevate funktsioonide mõistlik kasutamine võimaldab tõhusalt vähendada seadme seiskumisajad ja oluliselt parandada tootmisefektiivsust. Kui tekkivad kasutamise ajal küsimused või on vaja professionaalset tehnilist tuge, võite igal ajal pörduda vastava tehnilise meeskonna poole; samuti saate viidata asjakohastele toetavatele dokumentidele, et avastada rohkem praktilisi oskusi seadme optimeerimiseks ning veelgi paremini kasutada põhjepressi tootmisrakendustes.

