















































¿Cuáles son algunas precauciones para el mantenimiento de una máquina dobladora de tubos?
1. Mantenimiento del sistema hidráulico
Gestión del aceite: Compruebe periódicamente el nivel de aceite hidráulico y rellénelo, si es necesario, con el mismo tipo y marca de aceite. Cambie el aceite hidráulico tras las primeras 500 horas de funcionamiento y, posteriormente, cada 2000-3000 horas o anualmente. La contaminación o emulsificación del aceite es una causa frecuente de atascamiento de las válvulas hidráulicas y de un funcionamiento anómalo de los cilindros.
Supervisión de la temperatura del aceite: La temperatura de funcionamiento ideal para el aceite hidráulico es de 35 ℃ a 55 ℃. El funcionamiento prolongado por encima de 60 ℃ acelerará la oxidación del aceite y el envejecimiento de las juntas.

Sustitución de los filtros: Sustituya regularmente el filtro de retorno de aceite y el filtro de succión de aceite según lo indicado en el manual del equipo, para evitar que impurezas entren en el sistema hidráulico y dañen las bombas y las válvulas.
2. Mantenimiento del molde y del mandril
Limpieza y prevención de la corrosión: Tras cada cambio de tubo o turno, limpie las superficies del molde de doblado, del molde de sujeción, del molde antarrugas y del mandril para eliminar virutas metálicas y lodos. Aplique aceite anticorrosivo a los moldes que no vayan a utilizarse durante períodos prolongados.
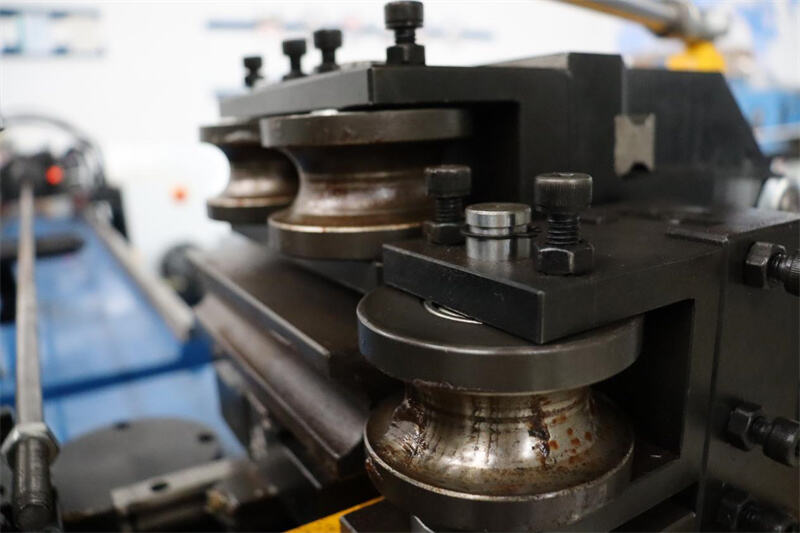
Inspección del desgaste: Inspeccione periódicamente la superficie de trabajo del molde en busca de abolladuras, arañazos o desgaste localizado. Un desgaste excesivo puede provocar arrugas y una ovalización excesiva en los tubos doblados; es necesario reparar o sustituir el molde oportunamente.
Estado del mandril: Las articulaciones del mandril de cabeza esférica deben girar libremente. Compruebe periódicamente si el vástago del mandril presenta flexión o arañazos. Una posición inexacta del mandril o su desgaste constituyen una causa principal de colapso interno y deformación en tubos de pared delgada.
3. Mantenimiento eléctrico y del motor
Limpieza y disipación térmica: Limpie periódicamente el polvo del armario de control eléctrico y verifique el funcionamiento del ventilador de refrigeración. Los componentes de precisión, como los variadores de frecuencia y las unidades de accionamiento servo, son sensibles al polvo; se recomienda instalar filtros o aire acondicionado en el armario de control eléctrico en entornos adversos.
Inspección del cableado: Compruebe trimestralmente los terminales del motor y los contactos del contactor para detectar aflojamiento, oxidación o marcas de quemadura. El funcionamiento monofásico puede provocar el sobrecalentamiento y la rápida avería del motor.
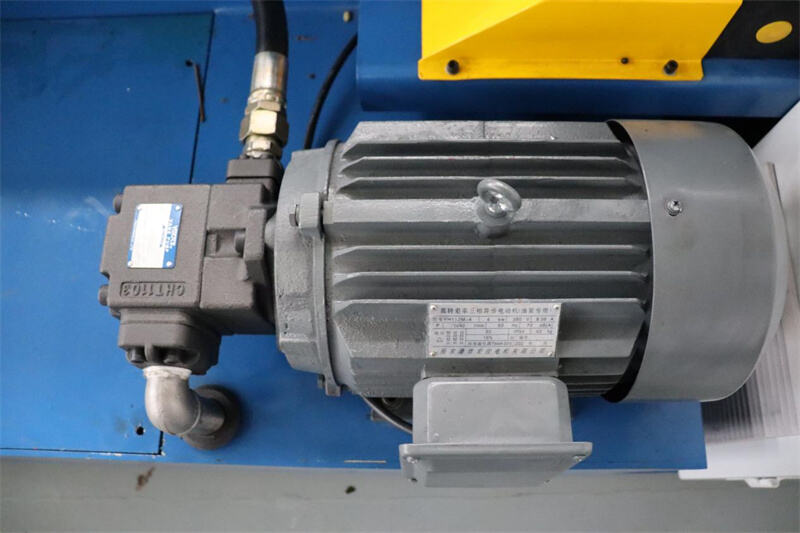
Lubricación del motor: En los motores con orificios de lubricación de los rodamientos, reponga periódicamente la grasa. Si aparece ruido anormal o un aumento de la vibración, revise inmediatamente el desgaste de los rodamientos.
4. Transmisión mecánica y lubricación
Rieles guía y tornillos de avance: Los rieles guía lineales y los tornillos de bolas del eje de alimentación y del eje rotativo requieren una limpieza periódica y la reposición con grasa especial. Las cubiertas protectoras dañadas de los rieles guía deben sustituirse inmediatamente para evitar que las virutas penetren y dañen los elementos rodantes.
Reductor y engranajes: Compruebe el nivel de aceite del reductor y cambie periódicamente el aceite de engranajes según los requisitos del equipo. Los engranajes de transmisión del brazo de doblado deben mantenerse lubricados; cualquier desgaste severo o picaduras en los dientes de los engranajes requiere atención inmediata.
Inspección de los elementos de fijación: Las vibraciones prolongadas del equipo pueden aflojar los pernos de anclaje y los pernos de fijación del molde; se debe realizar una inspección rápida antes de comenzar cada turno.
5. Sistema de refrigeración y filtración
Enfriador de aceite/enfriador de agua: Si el equipo dispone de un enfriador independiente, las aletas del condensador deben limpiarse periódicamente, y se deben verificar la presión del refrigerante y posibles fugas en las tuberías.
Filtro de aire: El filtro de aire del depósito de aceite hidráulico debe mantenerse limpio para evitar que el polvo ingrese al depósito con los cambios del nivel de aceite.
6. Procedimientos operativos e inspecciones diarias
Precalentamiento: Especialmente en entornos de baja temperatura, tras el arranque, haga funcionar la máquina sin carga durante 5-10 minutos para permitir que el aceite hidráulico circule y se caliente antes de iniciar la producción.
Inspección diaria: Establezca un registro de inspección diaria que incluya el nivel de aceite, ruidos anormales, fugas de aceite, desgaste del molde y presión de aire (si se utiliza sujeción neumática).
Apagado anormal: Si se detecta ruido anormal, vibración, movimiento lento o cambios repentinos en la calidad del doblado, detenga inmediatamente la máquina para realizar la resolución de problemas y evitar que el problema empeore.
7. Calibración periódica y ensayos de precisión
Calibración del ángulo de doblado: Cada seis meses o tras cambiar el molde, utilice un medidor de ángulos para calibrar la coherencia entre el ángulo de doblado del equipo y la retroalimentación del codificador.
Precisión de repetición de posicionamiento: Verifique la repetibilidad de la longitud de avance y del ángulo de rotación. Si la repetibilidad supera la tolerancia, ajuste los parámetros del servo o revise el juego mecánico.
Mantener una máquina dobladora de tubos no consiste en «repararla únicamente cuando se avería», sino que es una tarea sistemática que se lleva a cabo durante todo el día. Un ciclo de cuatro pasos —limpieza, lubricación, apriete e inspección—, combinado con una gestión estandarizada del aceite y el mantenimiento de los moldes, es fundamental para garantizar que el equipo funcione siempre con alta precisión y eficiencia.

