















































Procedimientos de Operación de Frenos de Prensa
1. Antes de operar la máquina, lea cuidadosamente las instrucciones de funcionamiento de la máquina herramienta, comprenda los conocimientos básicos sobre el principio, estructura, rendimiento, operación, mantenimiento y seguridad de la máquina herramienta, domine los procedimientos de operación correctos y tenga la capacidad de manejar fallas en situaciones de emergencia para garantizar la seguridad del personal y las máquinas.

2. Método de operación básica
1). Primero, encienda la energía, active el interruptor de clave en el panel de control y luego presione para iniciar la bomba de aceite, de modo que pueda escuchar el sonido de la bomba de aceite en funcionamiento. (La máquina no funciona en este momento)
2). Ajuste de la carrera. Al usar el freno de prensa, debes prestar atención al ajuste de la carrera. Debes probar la máquina antes de doblar. Cuando el husillo superior del freno de prensa se mueve hacia abajo hasta el fondo, debe haber un espacio igual al grosor de la placa. De lo contrario, causará daños en el molde y la máquina. El ajuste de la carrera también tiene ajuste eléctrico rápido y ajuste manual fino.
3). Generalmente, el ancho de la ranura debe ser 6-8 veces el grosor de la placa. Por ejemplo, si deseas doblar una placa de 4 mm, necesitarás elegir un ancho de ranura de aproximadamente 24 o 32.
4). Generalmente hay dos tipos de ajuste del escuadrad: ajuste eléctrico rápido y ajuste manual fino. Al ajustar, el dedo de parada debe ajustarse a la superficie superior del husillo inferior para evitar daños en el equipo. No se permite que nadie esté cerca del escuadrad, y la puerta de protección del escuadrad debe estar cerrada.
5). Presione el interruptor de pie para comenzar a doblar. A diferencia de las máquinas de cizalla, la prensa de doblado puede ser liberada en cualquier momento. La prensa de doblado se detendrá cuando se suelte el pie y continuará moviéndose hacia abajo cuando se presione nuevamente.
3. Procedimientos de seguridad operativa
1). Cumpla estrictamente con los procedimientos de seguridad operativa de las máquinas herramienta y use el equipo de protección laboral según sea necesario.

2). Antes de iniciar, revise cuidadosamente si el motor, el interruptor, el circuito y la tierra están en condiciones normales y firmes, y verifique si los botones de cada parte operativa del equipo están en la posición correcta.
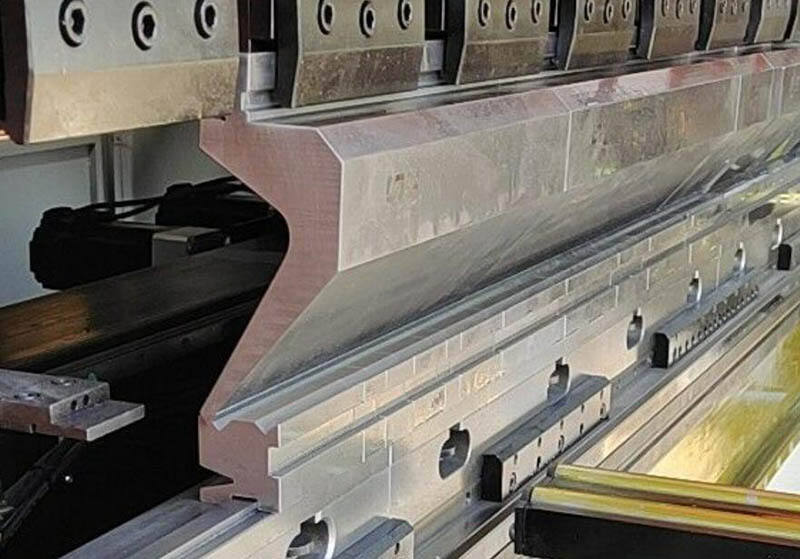
3). Verifique la superposición y firmeza de los moldes superior e inferior; verifique si cada dispositivo de posicionamiento cumple con los requisitos del proceso.
4). Cuando el deslizador superior y cada eje de posicionamiento no estén en el origen, ejecute el programa de retorno al origen.
5). Después de que el equipo se inicia, déjelo en funcionamiento sin carga durante 1-2 minutos, y el deslizante superior se mueve 2-3 veces con carrera completa. Si se detectan sonidos anormales o fallas, detenga la máquina de inmediato, elimine las fallas y trabaje solo después de que todo esté normal.
6). Durante el trabajo, una persona debe estar al mando unificado, para que el operador y el personal de alimentación y prensado puedan cooperar estrechamente y asegurarse de que el personal que coopera esté en una posición segura antes de emitir la señal de doblado.
7). La chapa metálica debe ser compactada al doblar para evitar que la chapa se incline y cause lesiones a las personas durante el doblado.
8). Al ajustar el molde de la chapa metálica, es necesario cortar la corriente eléctrica y detener la operación.
9). Al cambiar la abertura del molde inferior variable, no se permite que el material entre en contacto con el molde inferior.
10). Cuando la máquina herramienta está trabajando, no se permite que nadie esté detrás de la máquina herramienta.
11). Está estrictamente prohibido presionar y doblar la chapa metálica solo en un extremo.
12). Si se detecta que el trabajo o el molde es incorrecto durante la operación, debe detenerse para hacer la corrección. Está estrictamente prohibido corregir manualmente durante la operación para evitar lesiones en las manos.
13). Está prohibido doblar placas de hierro super gruesas o placas de acero templado, aceros y chapas de alta gama que excedan el rendimiento del freno de plegado metálico para evitar dañar la máquina herramienta.
14). Verifique con frecuencia la superposición de los moldes superior e inferior; si la indicación del manómetro cumple con las normativas.
15). Detenga la máquina inmediatamente si ocurre una anomalía, verifique la causa y elimínela a tiempo.
16). Hay botones de parada de emergencia en dos ubicaciones de esta máquina. Cuando las personas o las máquinas estén a punto de ser dañadas, ¡presione el botón de parada de emergencia más cercano!

17). Antes de apagar, coloque bloques de madera en los moldes inferiores debajo de los cilindros hidráulicos de ambos lados para bajar la guía superior sobre los bloques de madera.
18). Sal del programa del sistema de control primero, luego corta la fuente de alimentación.
19). En días de trabajo por turnos, al entregar el equipo, por favor llena cuidadosamente el "Registro de Entrega de Operación del Equipo" y archívalo después de firmarlo.
4. Mantenimiento y cuidado de las prensas de doblar:
Cada día al encender la máquina, se deben eliminar objetos extraños y residuos metálicos de la máquina herramienta y el molde. Verifica que el molde esté instalado firmemente. Los cables de los interruptores eléctricos y los elementos de sujeción deben estar en buen estado y no sueltos. Antes de realizar mantenimiento o limpieza de la máquina, alinea el molde superior con el inferior y luego apágala hasta que termines el trabajo. Si necesitas encender la máquina o realizar otras operaciones, selecciona el modo manual y asegúrate de la seguridad. El contenido del mantenimiento es el siguiente:
1) Circuito de aceite hidráulico
a. Lubrica cada punto según los requisitos de lubricación todos los días.
b. Lubrica el tornillo sin fin y las guías de rodillos todos los días.

c. Limpia el residuo en el molde antes de trabajar cada día.
d. Limpia la pantalla del filtro de la salida de aceite regularmente.
e. Revisa el tanque de aceite de la bomba hidráulica regularmente, cámbialo un mes después del primer uso y cambia el aceite cada año según la situación específica. La temperatura mínima del aceite no debe ser inferior a 10°℃.
f. Revisa el nivel de aceite en el tanque cada semana. Si se repara el sistema hidráulico, también debe revisarse. Si el nivel de aceite es inferior a la ventana de aceite, añade aceite hidráulico;
9. Añade aceite hidráulico YB-N46 al tanque. Debe filtrarse más de cinco veces con un filtro de aceite de menos de 10 mallas. El tanque de aceite solo puede repostarse una vez que esté limpio. La profundidad debe estar dentro del rango de la escala del tanque de aceite;
2) Filtro
a. El filtro debe reemplazarse o limpiarse彻底cada vez que se cambie el aceite;
b. Si la máquina herramienta tiene alarmas relacionadas u otros filtros como la calidad del aceite sucia son anormales, deben reemplazarse; c. El filtro de aire en el tanque de aceite debe revisarse y limpiarse cada 3 meses, y lo mejor es reemplazarlo una vez al año.
3) Componentes hidráulicos
a. Limpie los componentes hidráulicos (placa base, válvula, motor, bomba, tubería de aceite, etc.) cada mes para evitar que la suciedad entre en el sistema. No utilice detergentes;
b. Después de que la nueva máquina haya sido utilizada durante un mes, verifique si las curvas de las tuberías de aceite están deformadas. Si hay anomalías, deben reemplazarse. Después de dos meses de uso, se deben ajustar las conexiones de todos los accesorios. La máquina debe estar apagada al realizar este trabajo. Después del ajuste, la máquina debe reiniciarse para operar e inspeccionar.


