















































Consejos expertos sobre gestión de herramientas CYBELEC CybTouch 12
Tabla de contenidos
• Introducción
• Configuración del punzón
• Creación y modificación paso a paso del punzón
• Configuración de la matriz
• Creación y modificación paso a paso de la matriz
• Convenciones normalizadas de denominación de herramientas
○ Reglas de denominación de punzones
○ Reglas de denominación de matrices
• Funcionamiento y seguridad de la regla trasera
• Preguntas Frecuentes (FAQ)
○ ¿Cómo optimizar el rendimiento de la gestión de herramientas del CYBELEC CybTouch 12?
○ ¿Qué hacer cuando el sistema no reconoce una herramienta?
○ ¿Es posible personalizar los ajustes de las herramientas en el sistema?
• Conclusión
Una gestión eficiente de herramientas es la piedra angular de operaciones de mecanizado CNC optimizadas, y dominarla en el sistema CYBELEC CybTouch 12 es fundamental para elevar la precisión y la productividad en el trabajo de metales. Esta guía comparte estrategias prácticas y aplicables para gestionar herramientas en la plataforma CybTouch 12, adaptadas tanto a usuarios nuevos que se están familiarizando con el sistema como a operadores experimentados que buscan perfeccionar sus flujos de trabajo. Al seguir estas recomendaciones, desbloqueará todo el potencial de las capacidades de gestión de herramientas del sistema y reducirá al mínimo los errores en sus procesos de plegado.
Introducción
El módulo de gestión de herramientas del CYBELEC CybTouch 12 permite a los usuarios crear y configurar herramientas de máquina, un paso esencial para el cálculo y la ejecución precisos del doblado. Tras seleccionar y configurar la matriz y el punzón adecuados, los operarios solo deben introducir el ángulo de doblado deseado y la longitud de la pestaña (L). El sistema CybTouch 12 calculará entonces automáticamente las posiciones exactas requeridas en los ejes X e Y para el doblado, garantizando una precisión constante en cada operación de mecanizado.
Configuración del punzón
Instrucciones básicas de selección
Para seleccionar un punzón previamente configurado, navegue por la biblioteca de punzones del sistema mediante los botones de flecha de la interfaz y, a continuación, regrese a la página numérica de doblado para aplicar la selección.
Creación y modificación paso a paso del punzón
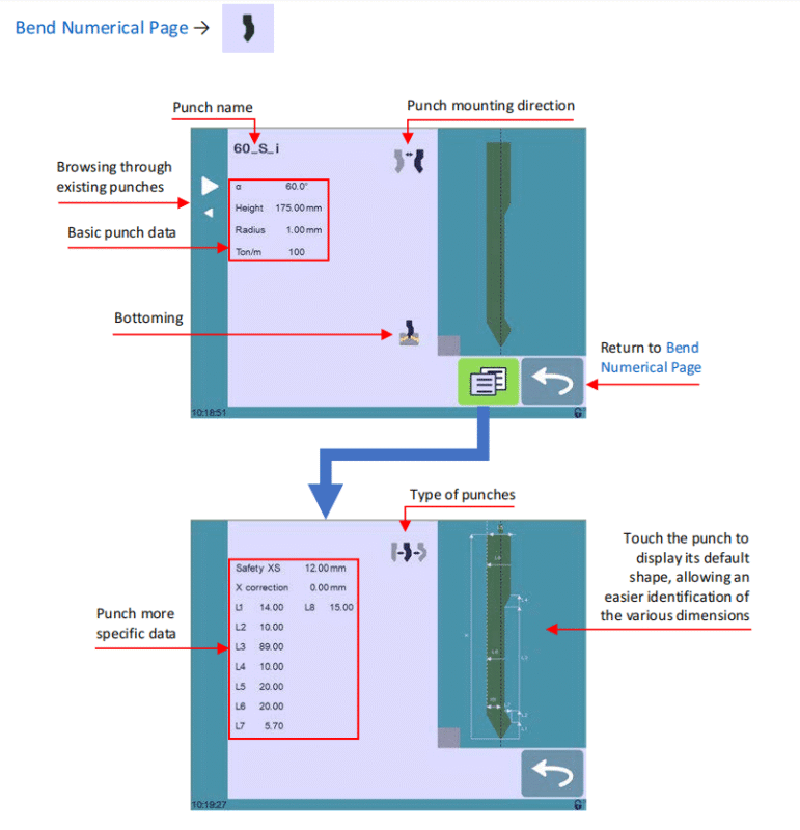
Si aún no se ha creado ningún punzón en el sistema, el campo de punzón mostrará "???" como etiqueta predeterminada. Para bibliotecas de punzones existentes, el sistema seleccionará automáticamente el último punzón utilizado (por ejemplo, 60_S_i); tenga en cuenta que cualquier modificación realizada no sobrescribirá el punzón original, ya que la configuración modificada se guardará bajo un nuevo nombre personalizado.
1. Pulse el icono de punzón para abrir la interfaz de configuración de los detalles del punzón.
2. Introduzca los parámetros físicos fundamentales del nuevo punzón: ángulo del punzón (α), altura, radio y tonelaje por metro (Ton/m).
3. Utilice el botón de dirección de montaje del punzón para invertirlo si la configuración de mecanizado así lo requiere.
4. Seleccione el icono de embutido para marcar el punzón como una herramienta resistente al desgaste para operaciones de embutido.
5. Pulse el botón de menú para acceder a la página «Más» y ajustar parámetros avanzados.
6. Utilice el icono de tipo de punzones para seleccionar el tipo estructural del punzón: recto, normal o de cuello de cisne.
7. Consulte la representación gráfica de la herramienta en el lado derecho de la pantalla para introducir los valores dimensionales detallados (L1 a Lx). Al pulsar sobre la imagen gráfica se cargará la disposición dimensional predeterminada de la herramienta, lo que simplifica la identificación y la introducción de cada parámetro.
Los estándares dimensionales L1 a Lx son idénticos a los utilizados en los sistemas PC 1200, DNC 880S y ModEva. Para utilizar la herramienta en varios sistemas, exporte las listas de parámetros desde PC1200 y utilícelas para programar el CybTouch 12; recomendamos asignar nombres idénticos a las mismas herramientas en todos los sistemas, con el fin de garantizar la coherencia.
8. Introduzca los valores críticos de seguridad y calibración:
○ Seguridad XS: Distancia segura entre el punzón y la guía trasera a lo largo del eje X.
○ Corrección X: Valor de calibración para ajustar cualquier desalineación del punzón.
9. Vuelva a la página de configuración anterior (se requiere una contraseña de acceso de nivel 2 para guardar cualquier configuración de herramienta en el sistema).

10. Pulse sobre el nombre actual del punzón (por ejemplo, 60_S_i) para iniciar el proceso de guardado.
11. Seleccione «Guardar punzón» para sobrescribir los parámetros del herramienta existente, o «Guardar punzón como» para almacenar el punzón modificado/nuevo con un nombre único.
12. Utilice el teclado alfanumérico del sistema para introducir el nuevo nombre del punzón, respetando las convenciones de nomenclatura estandarizadas descritas en la sección siguiente.
13. Pulse el botón
«Volver» para regresar a la página principal del programa; el punzón recién guardado quedará previamente seleccionado y listo para su uso inmediato en las operaciones de mecanizado.
Configuración de la matriz
Instrucciones básicas de selección
La selección de la matriz sigue el mismo proceso que la selección del punzón: explore la biblioteca de matrices prealmacenadas del sistema mediante los botones de flecha y, a continuación, vuelva a la página numérica de doblado para confirmar la selección.
Creación y modificación paso a paso de la matriz
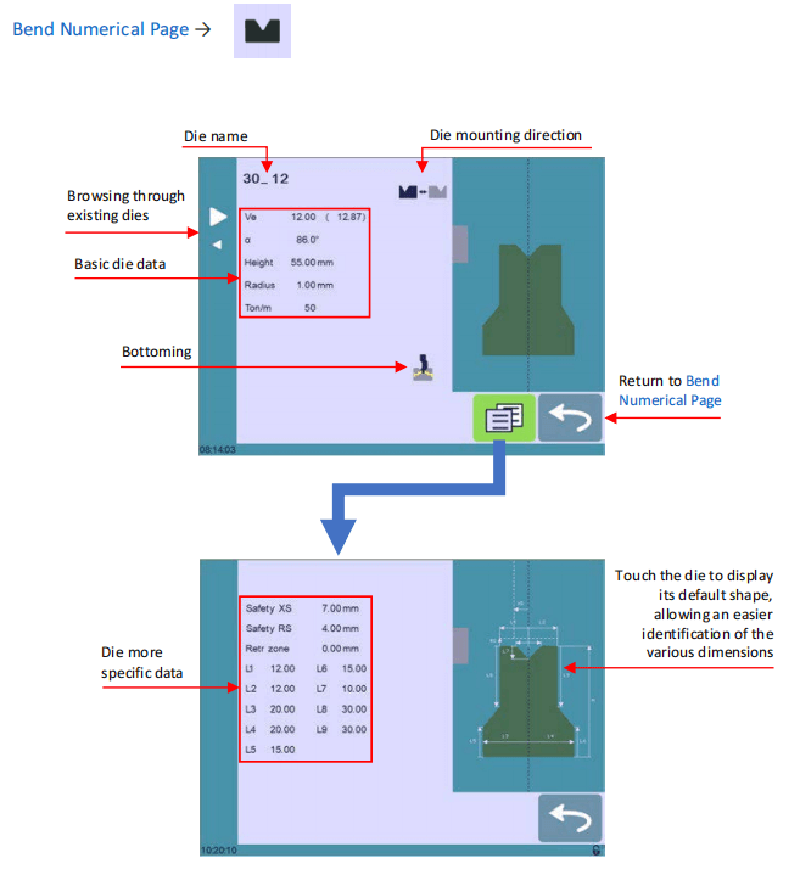
Si no se ha configurado ninguna matriz en el sistema, el campo de matriz mostrará "???"; para las bibliotecas de matrices existentes, el sistema cargará la última matriz utilizada (por ejemplo, 30_12). Las modificaciones realizadas a una matriz existente no afectarán los parámetros originales, ya que todos los cambios se guardan bajo un nombre nuevo. Complete los siguientes 12 pasos para crear o modificar una matriz:
1. Pulse el icono de matriz para abrir la interfaz de configuración detallada de la matriz.
2. Introduzca los parámetros físicos principales de la nueva matriz: ancho de matriz (Ve), ángulo (α), altura, radio y tonelaje por metro (Ton/m).
3. Utilice el botón de dirección de montaje de la matriz para invertir la matriz, si fuera necesario, según la configuración de mecanizado.
4. Seleccione el icono de embutido para clasificar la matriz como una herramienta resistente al desgaste destinada a procesos de embutido.
5. Pulse el botón MENÚ para abrir la página «Más» y acceder a ajustes avanzados de dimensiones y seguridad.
6. Consulte la representación gráfica del troquel situada a la derecha de la pantalla para introducir las dimensiones detalladas (L1 a Lx). Al pulsar sobre la imagen gráfica se mostrará la disposición dimensional predeterminada del troquel, lo que facilita la introducción de valores precisos.
Al igual que los punzones, las dimensiones L1 a Lx de los troqueles cumplen con los estándares de los sistemas PC 1200, DNC 880S y ModEva. Para garantizar la compatibilidad de herramientas entre distintos sistemas, exporte los parámetros del troquel desde PC1200 y utilícelos para la programación de CybTouch 12, y emplee los mismos nombres para troqueles idénticos en todos los sistemas.
7. Introduzca los valores avanzados de seguridad y funcionamiento:
○ Seguridad XS: Distancia segura entre el troquel y la tope trasera a lo largo del eje X.
○ Seguridad RS: Distancia segura entre el troquel y la tope trasera a lo largo del eje R.
○ Zona de retracción: Zona preestablecida de retracción del troquel durante el funcionamiento.
8. Vuelva a la página de configuración anterior (se requiere una contraseña de nivel 2 para guardar las configuraciones del troquel).
9. Pulse sobre el nombre actual del troquel (por ejemplo, 30_12) para iniciar el flujo de trabajo de guardado.
10. Elija «Guardar matriz» para sobrescribir los parámetros originales de la matriz, o «Guardar matriz como» para almacenar la nueva/matriz modificada con un nombre personalizado.
11. Utilice el teclado alfanumérico para introducir el nuevo nombre de la matriz, siguiendo las reglas estandarizadas del sistema para la asignación de nombres.
12. Pulse el botón
«Volver» para regresar a la página principal del programa; la matriz recién guardada quedará preseleccionada y lista para su uso inmediato.
Convenciones estandarizadas para la denominación de herramientas
Aplicar una convención de nomenclatura coherente para punzones y matrices es fundamental para una gestión eficiente de herramientas en la CYBELEC CybTouch 12. Un sistema de nombres claro y uniforme permite identificar rápidamente y con precisión cada herramienta de la biblioteca, y los equipos pueden establecer reglas personalizadas adicionales según sus necesidades específicas de producción, con el fin de mejorar aún más la eficiencia organizativa y reducir los errores en la selección de herramientas.
Reglas para la denominación de punzones
Los nombres de los punzones deben estructurarse en tres partes secuenciales: ángulo del punzón → tipo de punzón → estado de inversión.

Abreviaturas para el tipo de punzón:
• N = Normal
• S = Recto
• G = Cuello de cisne
Abreviatura de inversión:
• i = Invertido (omitir si el punzón está en la posición no invertida predeterminada)
Ejemplos: 90_N_i, 60_G, 30_S
Reglas de denominación de matrices
La denominación de matrices sigue un formato estructurado similar al de los punzones, con tres componentes fundamentales: ancho de la matriz (dimensión Ve) → ángulo de la matriz → estado de inversión. Utilice la misma abreviatura de inversión (i = invertido) para matrices y omita la abreviatura si la matriz está en la posición de montaje predeterminada.
Ejemplos: 12_86_i, 16_86, 20_30
Funcionamiento y seguridad del tope trasero
La función de ciclo del tope trasero es una característica esencial para una gestión segura y eficiente de las herramientas en la CYBELEC CybTouch 12, diseñada específicamente para ajustes del tope trasero. Esta función desplaza completamente hacia adelante los topes traseros, permitiendo a los operarios realizar las calibraciones y ajustes necesarios sin introducir sus manos ni brazos entre las herramientas de la máquina, eliminando así un riesgo clave de seguridad en el proceso de mecanizado.
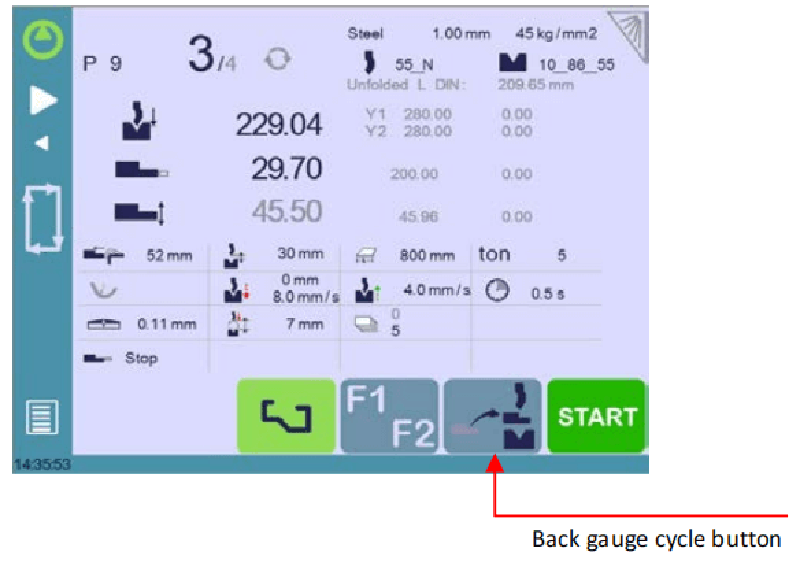
Nota importante: La visibilidad y disponibilidad de la función de ciclo del tope trasero dependen de la configuración actual de la máquina y de su estado de indexación, por lo que puede no estar accesible en todos los modos de funcionamiento.
Operación paso a paso del ciclo del tope trasero
1. Confirme que la máquina está correctamente indexada; el botón de ciclo del tope trasero aparecerá atenuado e inhabilitado si la indexación no está completa.
2. Pulse y mantenga presionado el botón de ciclo del tope trasero durante más de 2 segundos para activar la función.
3. Los topes traseros se desplazarán hasta su posición más adelantada, entre el punzón y la matriz. Si la viga de la máquina no se encuentra en el Punto Muerto Superior (PMS), primero ascenderá completamente antes de que los topes traseros inicien su movimiento.
4. Tras completar todos los ajustes de los topes traseros, pulse nuevamente el botón de ciclo para desactivar la función y, a continuación, pulse el botón INICIAR para reanudar el funcionamiento normal de la máquina.
Preguntas Frecuentes (FAQ)
¿Cómo optimizar el rendimiento de la gestión de herramientas CYBELEC CybTouch 12?
Para obtener el rendimiento óptimo del módulo de gestión de herramientas del CybTouch 12, asegúrese de que cada herramienta de la biblioteca esté correctamente identificada y completamente parametrizada con datos físicos y operativos actualizados.
¿Qué hacer cuando el sistema no reconoce una herramienta?
Si el CYBELEC CybTouch 12 no detecta un punzón o una matriz, primero verifique que la herramienta esté correctamente insertada y alineada mecánicamente en la máquina. A continuación, compruebe los parámetros de la herramienta en la interfaz de gestión de herramientas del sistema y vuelva a introducir o corrija cualquier dato inexacto según sea necesario. Por último, confirme que el software del sistema esté actualizado a la versión más reciente para resolver posibles problemas de compatibilidad entre el software y las herramientas.
¿Es posible personalizar los ajustes de las herramientas en el sistema?
Sí, está disponible la personalización completa de los ajustes de las herramientas en la CYBELEC CybTouch 12. Acceda a la interfaz de gestión de herramientas para ajustar todos los parámetros relevantes, incluidas las dimensiones físicas del punzón/matriz, el tipo de material de la pieza de trabajo y los valores de compensación, de modo que coincidan con los requisitos específicos de sus operaciones de mecanizado. Asegúrese siempre de guardar correctamente todos los ajustes personalizados en el sistema para garantizar resultados consistentes en todas las series de producción.
Conclusión
Dominar las capacidades de gestión de herramientas de la CYBELEC CybTouch 12 requiere una comprensión clara de las funciones principales del sistema, una biblioteca de herramientas bien organizada y un mantenimiento y actualización constantes de todas las configuraciones de herramientas. Al aplicar las directrices paso a paso, las convenciones de nomenclatura y los protocolos de seguridad descritos en esta guía, podrá optimizar su flujo de trabajo de mecanizado CNC, reducir significativamente los errores operativos y mejorar tanto la precisión como la eficiencia de sus procesos de trabajo de metales.
Para obtener soporte personalizado que maximice el potencial de su máquina o para resolver desafíos específicos de gestión de herramientas, póngase en contacto con nuestro equipo de soporte técnico. Además, explore nuestra biblioteca de documentos técnicos relacionados para profundizar sus conocimientos y desbloquear todo el poder del sistema de gestión de herramientas CYBELEC CybTouch 12.

