Conocimientos básicos de moldes de doblado
1. Troquel superior de doblado
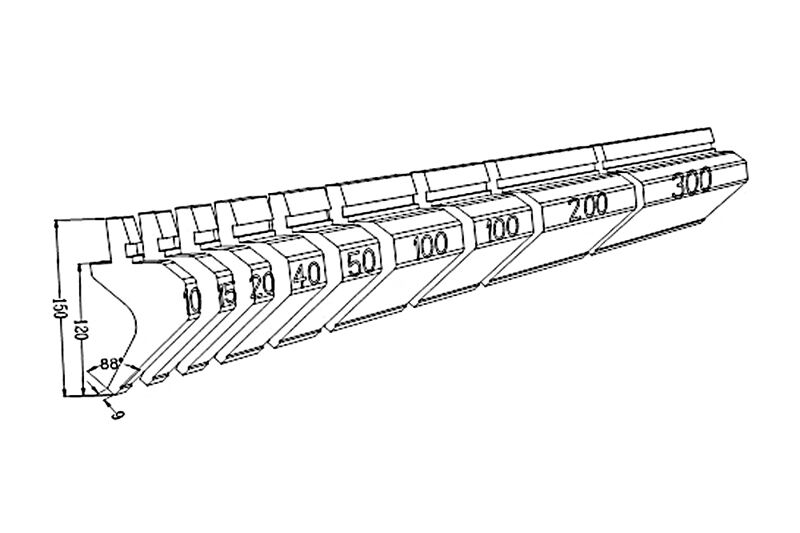
El troquel superior también se llama cuchilla de doblado. Se divide en dos tipos: integral y dividido. La longitud del troquel superior integral es de 415 mm y 835 mm. La longitud del tipo dividido es de 10, 15, 20, 40, 50, 100 (oreja izquierda), 100 (oreja derecha), 200, 300 (mm); el troquel dividido puede combinarse en diferentes longitudes de doblado.
El troquel superior se divide en cuatro tipos: cuchilla recta, cuchilla curva, cuchilla de arco y cuchilla especial.
(1) Tipos y características de procesamiento de cuchillas rectas
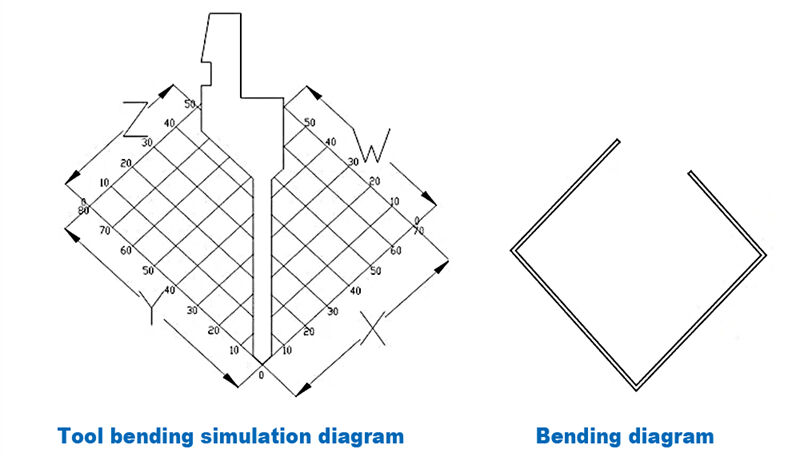
Adecuado para doblar productos simétricos, se pueden evitar las direcciones frontal y posterior. El grosor de la herramienta es de 6 mm, por lo que la apertura de doblado puede ser tan pequeña como 6 mm.
Del diagrama de simulación de doblado con herramienta, se puede ver que se pueden evitar las direcciones frontal y posterior de la herramienta, pero la longitud de Z y W es menor que la longitud de X e Y. El ángulo de la punta de esta herramienta es de 88 grados y el radio R de la punta es de 0.2. Además, se utilizan comúnmente herramientas con ángulos de punta de 30 y 45 grados.
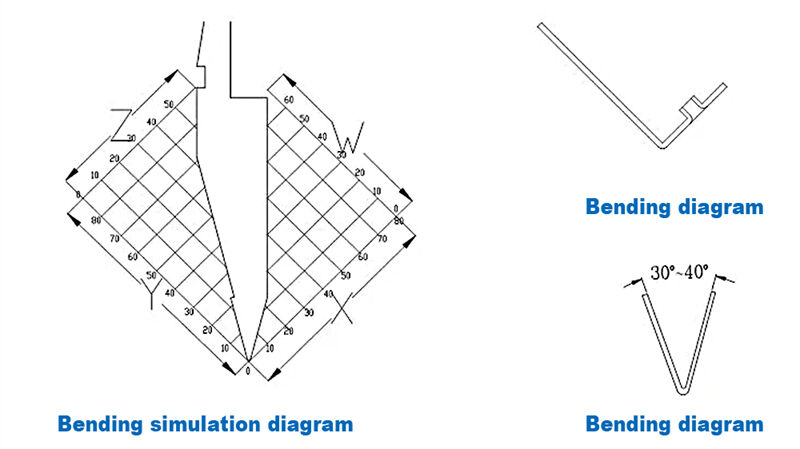
El ángulo de la punta es de 30 grados y el radio R de la punta es de 0.67, por lo que el ángulo de doblado puede ser de 30 a 180 grados. El pequeño ángulo en la punta de la herramienta se puede usar para evitar agujeros o tuercas, etc. También se puede utilizar como un molde de inserción profunda, y la herramienta puede evitar el frente y atrás.
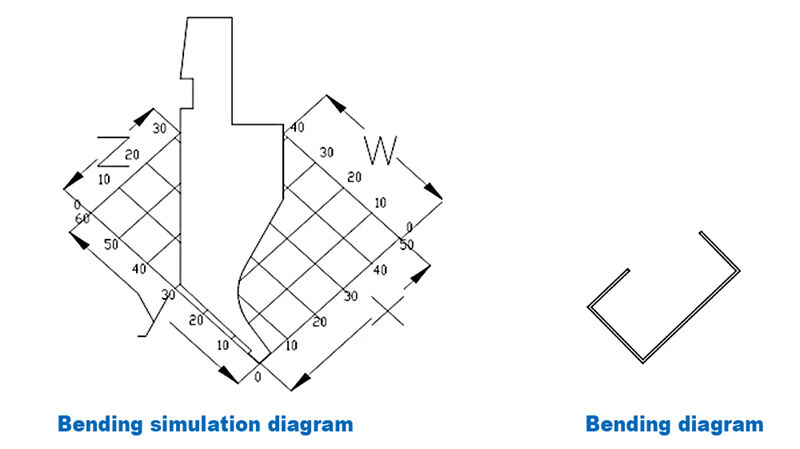
(2) Tipos y características de procesamiento de cuchillas curvas
Durante el proceso de doblado, la herramienta utiliza principalmente la evitación en la dirección W. Cuando X>15MM, el efecto de evitación se vuelve cada vez peor. Cuando Y>30, se cumple la condición de doblado, de lo contrario golpeará el respaldo del cuchillo. Este tipo de herramienta es comúnmente conocida como un pequeño cuchillo curvado.
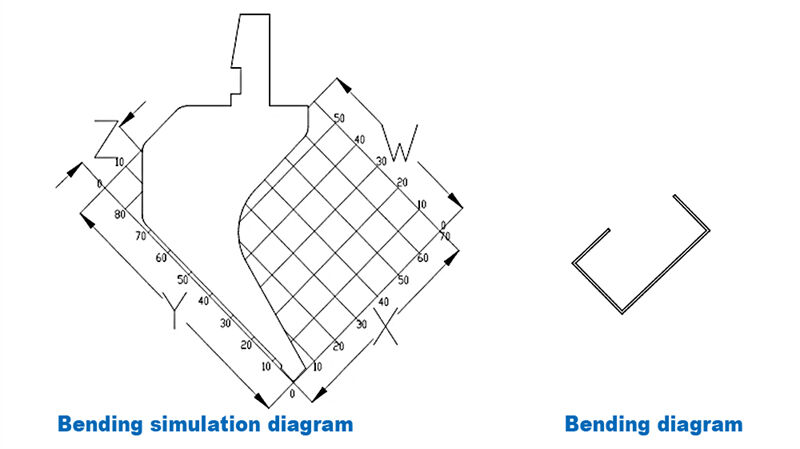
Durante el proceso de doblado, la herramienta utiliza principalmente la evitación en la dirección W. Cuando X>25MM, el efecto de evitación se vuelve cada vez peor. Cuando Y>75, se cumple la condición de doblado, de lo contrario golpeará el respaldo del cuchillo. Este tipo de herramienta es comúnmente conocida como un gran cuchillo curvado.
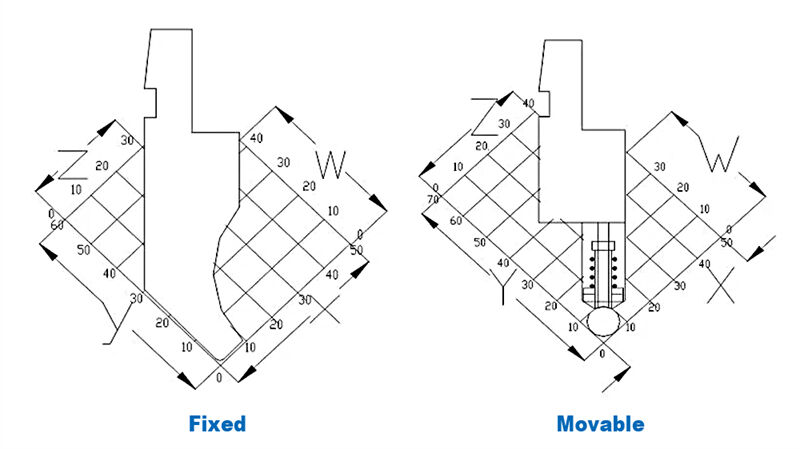
(3) Tipos y características de procesamiento de cortadoras de arco
Los cortadores de arco se dividen en tipos fijos y móviles. Los cortadores de arco cumplen con diferentes condiciones de procesamiento de curvado de arco reemplazando barras redondas. Cuando la dimensión X de un cortador de arco fijo es >10MM, su efecto de evitación es el mismo que el de un cortador curvo pequeño. El estándar general de selección para el V-gorro del molde inferior es el diámetro del arco más dos espesores de placa.
(4) Tipos y características de procesamiento de herramientas especiales
Las herramientas especiales de la plegadora incluyen matrices de reducción de paso, matrices de alisado y algunos moldes superiores de plegado de formas especiales.
a: Las matrices de reducción de paso existentes se dividen en dos tipos: 415mm y 835mm. Las especificaciones de tamaño de la forma segmentada son consistentes con las especificaciones de segmentación de la herramienta. La forma de plegado de las especificaciones del diagrama de formación se forma. Sin embargo, cuando el espesor de la placa es más grueso, como T=2.0, considerando la marcación severa y las limitaciones propias del molde, será difícil formar.

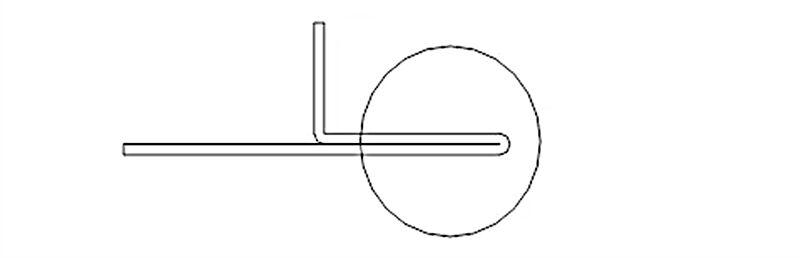
b: El molde superior del molde de aplanamiento es un molde plano, y el molde inferior puede ser reemplazado por un molde inferior de doblado ordinario, pero evite la ranura en V. Se utiliza principalmente para métodos de procesamiento como el aplanamiento del borde muerto y el remachado de tuercas.
2. Molde inferior de doblado
El molde inferior de la plegadora incluye molde inferior de doblado, molde inferior de inserción, molde inferior de aplanamiento, etc.
(1) Molde inferior de doblado
La selección del molde inferior de doblado de la plegadora se basa principalmente en el grosor de la placa del producto procesado. Actualmente, el estándar de selección del molde inferior de la empresa Yixin es 6T, que se utiliza como estándar para operaciones en el lugar a menos que haya circunstancias especiales. Cuando sea necesario procesar con una gran V o una pequeña ranura en V debido a restricciones de procesamiento, es necesario ajustar el coeficiente de doblado en consecuencia.
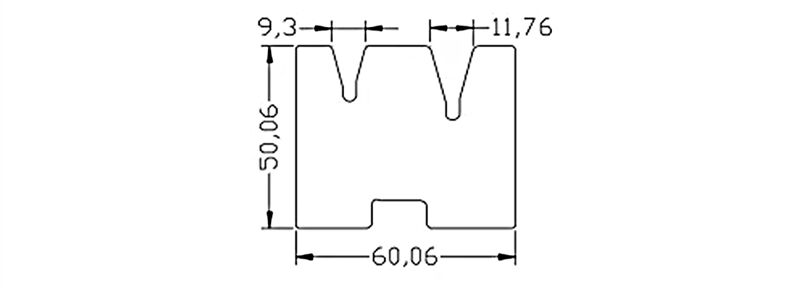
Análisis del molde: La figura muestra un tipo de matriz inferior. Los tipos de ranuras en V incluyen principalmente 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V y algunas herramientas de doblado de grandes ranuras en V especiales. Este tipo de matriz inferior de doblado se divide principalmente en 46 alta y 26 alta según la altura.
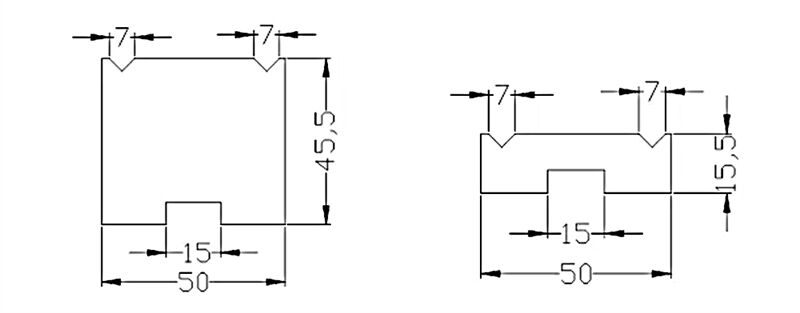
(2) Matriz inferior de profundidad de inserción
Análisis del molde: La figura muestra una de las matrices inferiores de profundidad de inserción. Los tipos de ranuras en V incluyen principalmente 4V, 6V, 8V, 12 y algunas matrices inferiores de profundidad de inserción especiales. Es adecuada para doblar e insertar cualquier ángulo entre 30-180 grados.