















































Driftsanvisninger til justering af ESA S875-låsningskoefficient
Når man justerer bøjningsparametre på en bøjemaskine, spiller ESA S875-klinch-koefficienten en afgørende rolle for at opnå præcise vinkelresultater og konsekvent materialeadfærd. Hvis du er usikker på, hvordan denne koefficient skal ændres, eller hvordan den påvirker klinch- og coining-operationer, forklarer denne vejledning det tydeligt. Jeg gennemgår, hvordan ESA S875-klinch-koefficienten justeres korrekt, hvilke faktorer der påvirker dens værdi, samt hvordan korrekt kalibrering kan forbedre bøjningspræcisionen og produktionsstabiliteten.
Hvor man justerer ESA S875-klinch-koefficienten
For at justere ESA S875-klinkekoefficienten skal du åbne den dedikerede maske for korrektionskoefficienter i styresystemet. Denne maske indeholder to maskin-niveau-parametre:
Klinkekoefficient
Prægekoefficient
Klinkekoefficienten styrer specifikt, hvordan systemet kompenserer for positionen i nederste dødvinkel ved klinkebøjninger.
Sådan indtastes indstillingen:
1. Åbn korrektionsmasken
2. Tryk på funktionstasten [Korrektionskoefficient]
3. Masken for korrektionskoefficienter vises
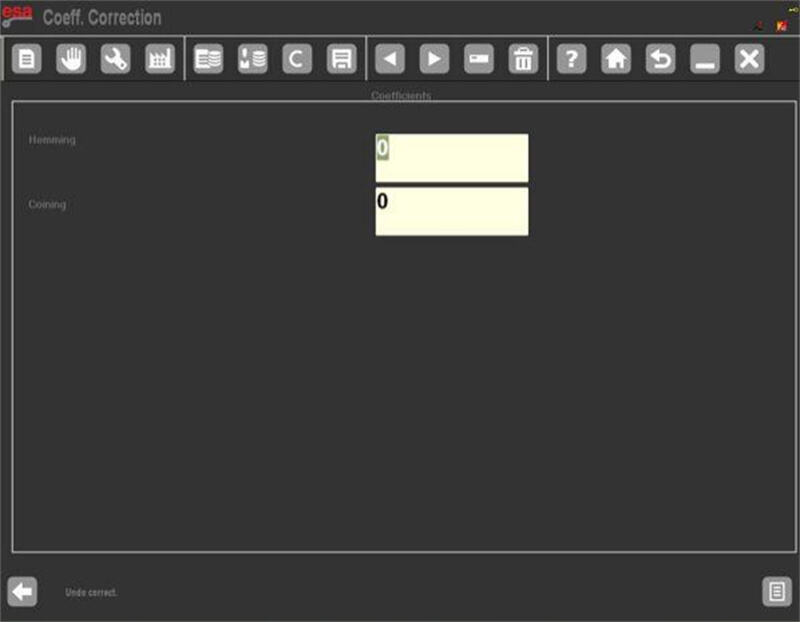
Dette er den eneste placering, hvor klinkekoefficienten kan ændres. Efter justering af værdien skal NC-genstartes, så den nye klinkekoefficient fuldt ud anvendes i systemets beregninger.
Hvordan klinkekoefficienten påvirker P.M.I.
ESA S875-klinchkoefficienten påvirker direkte beregningen af P.M.I. (nederste dødvinkelposition) for bøjninger defineret som klinch- eller prægebøjninger.
Ved klinch- og prægeoperationer trænger stødet dybere ind i materialet sammenlignet med luftbøjning. Derfor bliver den præcise nederste position afgørende. Når klinchkoefficienten justeres:
Den indtastede værdi lægges algebraisk til den beregnede P.M.I.
Kompensationen gælder for alle klinch-/prægebøjninger
Ændringen påvirker maskinens adfærd globalt
Hvis klinchkoefficienten øges, justerer systemet gennemtrængningslogikken tilsvarende. Hvis den nedsættes, skifter beregningen af nederste dødvinkel i modsat retning. Denne algebraiske korrektion sikrer, at den mekaniske gennemtrængningsdybde afspejler reelle produktionsforhold.
Da klinch komprimerer materialet mod dørstenshulrummet, kan selv små ændringer i klinchkoefficienten påvirke:
Den endelige bøjningsvinkel
Konsistens i materielkompression
Overflademarkering
Gentagelighed mellem partier
Korrekt justering af klinch-koefficienten sikrer, at bøjemaskinen opnår den rigtige formningsdybde uden overdreven overtrængning.
Hvornår der skal justeres klinch-koefficienten
Justering af ESA S875 klinch-koefficienten kræves typisk i følgende situationer:
Systematisk overpresning under klinching
Utilstrækkelig materielkompression
Vinkelafvigelse specifik for klinch-tilstand
Genkalibrering af maskinen efter vedligeholdelse
Værktojsudskiftninger, der påvirker trængningsdybden
Hvis clinch-bøjninger konsekvent er for stramme eller for åbne, selvom programdataene er korrekte, anbefales det at gennemgå clinch-koefficienten, inden enkelte bøjeparametre ændres.
Det er vigtigt at forstå, at ESA S875-clinch-koefficienten ikke er specifik for et bestemt program. Den er en maskinniveau-parameter, hvilket betyder, at når den justeres, påvirker den alle clinch-/præge-bøjninger udført på denne maskine.
Gemning og administration af clinch-koefficienten
ESA S875-clinch-koefficienten gemmes automatisk, når man forlader masken for korrektionskoefficienter. Dog:
Den gemmes ikke i enkelte arbejdsprogrammer
Den forbliver permanent knyttet til styresystemet
Den påvirker alle fremtidige clinch-operationer
Efter justering af clinch-koefficienten kræves en genstart af NC for, at den nye værdi træder i kraft.
Hvis ændringen ikke giver de forventede resultater, skal der trykkes på [Ignorer korrekt.] i masken. Dette genskaber clinch-koefficienten til den tidligere aktive værdi.
Da klinkekoefficienten påvirker beregningen af nederste dødvinkel globalt, skal justeringer foretages omhyggeligt og trinvis.
Bedste praksis for justering af klinkekoefficienten
For at sikre stabil ydelse ved justering af ESA S875-klinkekoefficienten:
Foretag små, trinvise ændringer
Test på prøvemateriale før seriefremstilling
Verificer den faktiske vinkel og kompressionsresultaterne
Bekræft NC-genstart efter hver ændring
Undgå hyppige store justeringer
ESA S875-klinkekoefficienten bør anvendes som en fin kalibreringsparameter snarere end som et primært værktøj til vinkelkorrektion. Korrektioner på programniveau skal altid verificeres, inden der foretages ændringer i maskinniveauets koefficient.
Når den er korrekt konfigureret, forbedrer ESA S875-klinkekoefficienten:
Nedtrængningspræcision
Vinkelkonsistens
Produktionsstabilitet
Langvarig maskinpålidelighed
Ved at nøje forstå og justere ESA S875-klinkekoefficienten kan operatører præcist styre positioneringen af nedre dødvinkel under klinke- og prægeoperationer. Korrekt kalibrering sikrer, at formetrykket, materielkomprimeringen og vinkelnøjagtigheden forbliver stabile på tværs af forskellige materialer og produktionspartier, hvilket resulterer i forbedret bøjeydelse og færre korrektionscyklusser.
Konklusion
ESA S875-klinkekoefficienten spiller en afgørende rolle for styringen af positioneringen af nedre dødvinkel under klinke- og prægeoperationer. Ved algebraisk justering af den beregnede P.M.I. sikrer klinkekoefficienten præcis stempletnedtrængning, stabil materielkomprimering og konsekvente vinkelresultater.
Da klinkekoefficienten er en maskinniveau-parameter, påvirker enhver ændring alle klinke- og prægebøjninger. Justeringer skal derfor udføres omhyggeligt, trinvis og efterfulgt af en genstart af systemet.
Når den er korrekt konfigureret, forbedrer ESA S875-klinchingskoefficienten bøjenøjagtigheden, forbedrer gentageligheden og understøtter langvarig produktionsstabilitet på tværs af forskellige materialer og værktøjsforhold.

