















































Sådan justeres trykubalance i en kantedrejningsmaskine
Står du over for udfordringer med inkonsekvente bøjningsvinkler på din NC-pressetang? Ved at forstå de underliggende årsager og implementere målrettede løsninger kan du opnå præcise og reproducerbare resultater. Metoderne til at justere trykuenspil i pressetangen omfatter hovedsageligt løsning af eksterne faktorer og interne maskinfaktorer. For det første er det nødvendigt at bestemme årsagen til trykuenspil, som almindeligvis inkluderer eksterne faktorer og interne maskinfaktorer. Eksterne faktorer såsom nærliggende tunge genstande påvirker den ujævne kraftpåvirkning af glidestokene på begge sider af arbejdscylinderen, mens interne maskinfaktorer kan skyldes, at de to arbejdscylindere presser på begge ender af glidestokken, hvilket får arbejdsværpunktet til at afvige mod midten, og derved påvirke produktets formning og efterfølgende arbejde.
Løsning
Løs eksterne faktorer: Fjern de tunge genstande, der påvirker pressens funktion, og sikr at glidepartierne på begge sider af arbejdscylinderen belastes jævnt.
Løs maskinens egne faktorer: Anvend metoder til kompensation for bøjning og trykkompensation, og placer deformationsmængden modsat kraftdeformationsretningen på arbejdsskiftet for at opnå variabel kompensation for glidepartiet og arbejdsskiftet, så trykfordslingen af glidepartierne på arbejdscylinderen på begge sider af pressen bliver mere jævn.
Specifikke trin
Justering af eksterne faktorer:
Fjern tunge genstande, der påvirker pressens funktion.
Sørg for, at der ikke er fremmedlegemer på pressens krop, og hold hele tiden øje med arbejdsmiljøet for at reducere forekomsten af ujævnt tryk på begge sider.
Justering af interne maskinfaktorer:
Placer en deformationsmængde i modsat retning af kraftdeformationen på arbejdsskabet mellem slideren og overstempel i bødepressen for at opnå deflektionskompensation.
Brug hydraulisk kompensation og mekanisk kompensation til at opnå trykkompensation.
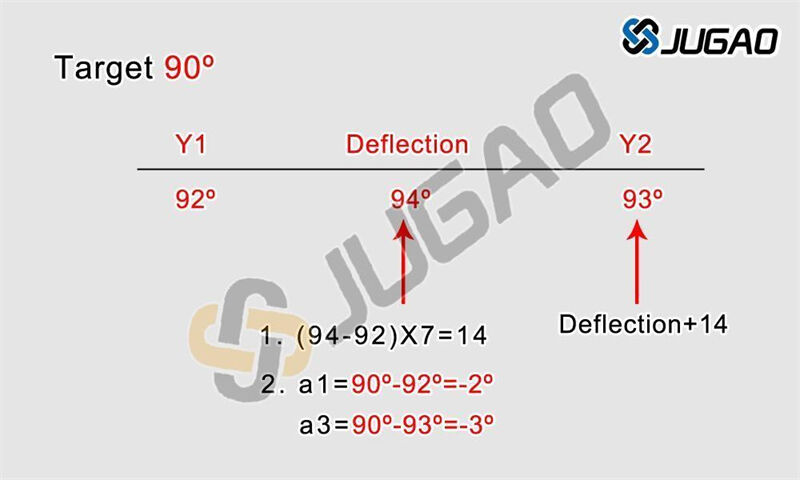
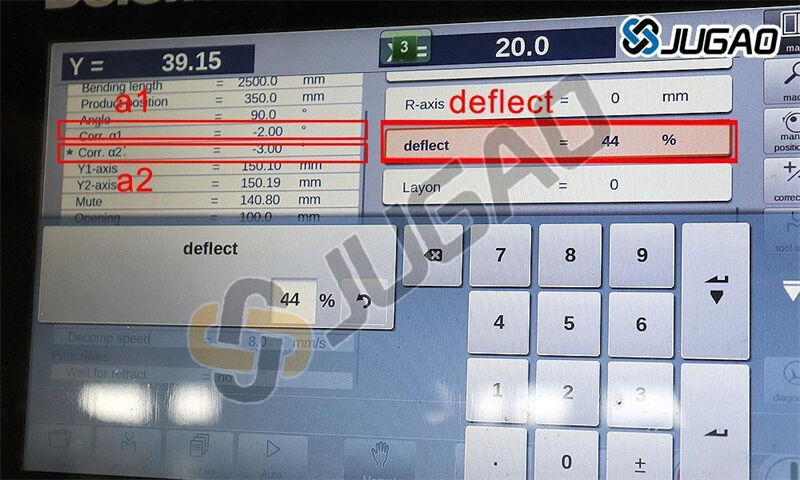
Tag følgende figur som eksempel

Undersøg og justér værktøjer
Forkert justerede eller slidte værktøjer er en almindelig årsag til vinkelafvigelse. Sørg for, at over- og understempel er korrekt justeret og fri for skader. Udskift slidte komponenter for at opretholde nøjagtighed.

Genkalibrér CNC-styringen
Over tid kan maskinstyringen afvige fra de oprindelige indstillinger. Genkalibrér CNC-systemet for at sikre, at det korrekt fortolker og udfører bødningskommandoer.
Bekræft materialens ensartethed
Variationer i materialetykkelse, hårdhed eller kornretning kan påvirke bøderesultaterne. Tjek materialens egenskaber og sørg for ensartethed, før du går videre med bødning.
Udfør regelmæssig vedligeholdelse
Rutinemæssig vedligeholdelse, herunder smøring, hydrauliske systemkontroller og mekaniske inspektioner, kan forhindre mange problemer, før de opstår. En godt vedligeholdt maskine fungerer mere pålideligt.
Finpålæg maskindata
Juster parametre som bølgefart, tryk og bagstoppestilling for at optimere ydelsen til bestemte materialer og designs.
Fejlsøgning i almindelige scenarier
Et almindeligt problem ved brug af hydrauliske NC-pressemaskiner er uens vinkler langs samme bølelinje. For eksempel kan en målvinkel på 90° resultere i 89° på den ene side og 91° på den anden side. Dette problem skyldes ofte ujævn trykfordeling eller forkert justering.

Ved systematisk løsning af værktøjstillægning, controllerkalibrering og materialekontrol kan du genvinde præcision i dine bølearbejder.
Forsigtighedsforanstaltninger
* Før pressemaskinen tages i brug, skal du sikre, at der ikke er fremmedlegemer på selve maskinen, og du skal altid være opmærksom på pressemaskinens arbejdsmiljø.
* Rengør og vedligehold bøjepressen regelmæssigt for at reducere fejlhyppigheden.
* Følg de specifikke driftsinstruktioner i fabrikanthåndbogen for at sikre sikker og effektiv justering.
Konklusion
Opnåelse af konsekvente bøjningsvinkler kræver en kombination af korrekt maskinopsætning, regelmæssig vedligeholdelse og opmærksomhed på materialernes egenskaber. Følg disse bedste praksisser for at minimere fejl og forbedre din NC-bøjepresses effektivitet.

