Når det kommer til standstilstande for rør-bøjemaskiner, er mange menneskers første reaktion mekanisk svigt eller systemkræs. Men ærligt talt har mindst 30 % af de standstilstande, jeg har håndteret i værkstedet, vist sig at være forårsaget af sensorer. Disse sensorer er normalt stille, men så snart de fejler, er maskinen som blind og standser, når den burde, og standser, når den ikke burde.
Hvorfor er sensorer så udsatte for at forårsage maskinstandstilstande?
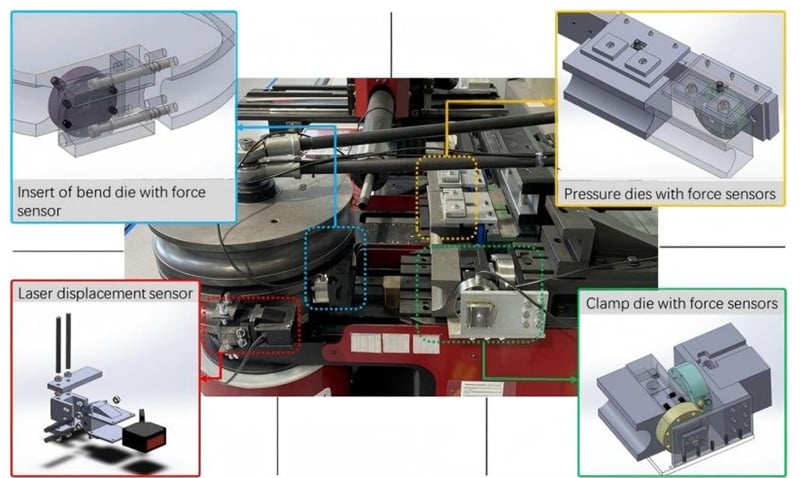
Sensorer er rørbugemaskinens øjne og nerver – position, vinkel, tryk, spændestatus og mandrelposition afhænger alle af deres realtidsfeedback. Selv en lille signalafvigelse kan udløse en alarm, hvilket fører til en lukket sløjfe og standsel af hele maskinen, mens den venter på din indgriben.
Det mest besværlige aspekt er, at sensorproblemer ofte ikke opstår pludseligt og fuldstændigt. Mange udvikler sig gradvist – signalet kan f.eks. springe lejlighedsvis i dag, skifte mere i morgen og så udløse en alarm dagen efter. Disse intermitterende fejl er de sværeste at fejlfinde og kan undertiden tage længere tid at løse end selve reparationen af maskinen.
Hvilke sensorer er mest udsatte for problemer?
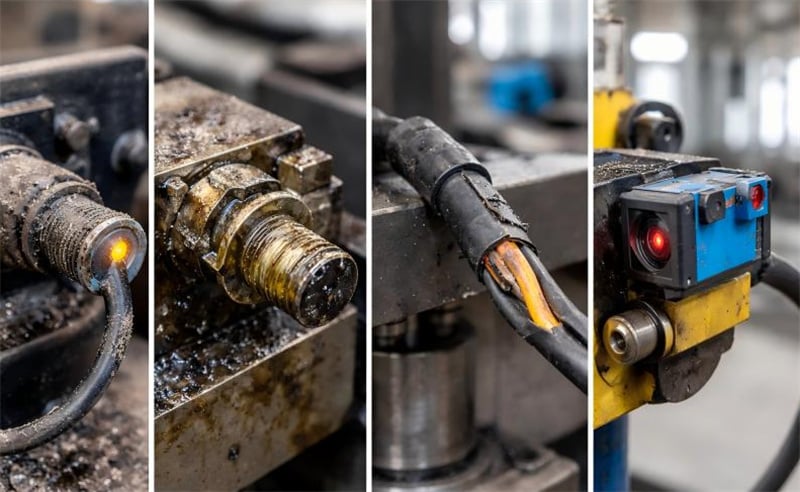
Positionssensorer og vinkelsensorer er de mest sårbare. De styrer rotationen af bøgearmen og fødedybden. Når signalet skifter, vil de værdier, som systemet viser, ikke længere svare til den faktiske position, hvilket får maskinen til enten at udløse en alarm og standse eller at producere defekte produkter.
Tryksensorer fejler også ofte. Upræcise læsninger af klemmekraften vil enten få maskinen til ikke at klampe korrekt, hvilket fører til rørskridt, eller udløse en alarm, der indikerer unormalt tryk. Ustabile feedbacksignaler fra bøjetrykket resulterer i svingende bøjevinkler.
Sikkerhedssensorer og grænsekontakter – såsom lysgardiner og dørforbindelser – kan, hvis deres overflader er dækket af olie eller de er let forskydte, få maskinen til at misfortolke situationen som en sikkerhedsdør, der ikke er lukket korrekt, eller som en person, der træder ind i arbejdsområdet, og maskinen standser straks. Denne type falsk stop er meget irriterende, da maskinen selv er helt i orden.
Hvordan man effektivt vedligeholder sensorer
Daglig rengøring er grundlæggende, men den bør ikke udføres tilfældigt. Sensoroverflader og forbindelseskontakter skal rengøres med ikke-abrasive materialer. Undgå brug af trådbørster eller ru klude, da disse kan ridse overfladen. Jeg bruger normalt en ikke-væved klud, der er fugtet med alkohol, til at forsigtigt tørre olie og støv væk. Kontroller også kabelslid, løse forbindelseskontakter og misjusterede monteringsbeslag.
Monteringsskruerne til positionssensorer og vinkelsensorer skal kontrolleres regelmæssigt. Jeg har flere gange set på stedet, at selv en let løs skrue har forårsaget en sensorvinkelafvigelse på mindre end halv millimeter, hvilket resulterede i helt upålidelige feedbacksignal. At stramme skruerne løser normalt problemet, men du skal først opdage løsheden.
Test af signalfasthed er også afgørende. Mange CNC-systemer har diagnosticeringsgrænseflader, der viser sensorfeedbackværdier i realtid. Kontroller disse værdier hver gang du skifter forme. Hvis en sensoraf læsning afviger markant fra normalen, kan der være et problem.
Kalibrering bør ikke vente, indtil problemer opstår. Jeg anbefaler at indstille en kalibreringscyklus baseret på maskinens brugsintensitet. Maskiner, der kører kontinuerligt i store serier, kræver en kortere kalibreringsfrekvens end de, der kun bruges lejlighedsvis. Mange fabrikker kalibrerer kun deres maskiner, efter at problemer er opstået – hvilket på det tidspunkt er for sent.
Ugentlig og månedlig rytmik
Brug cirka ti minutter om ugen på at kontrollere sensorerne. Vær især opmærksom på, om der er olieopbygning på ydersiden, om kabler bliver gnidt af bevægelige dele og om der er løse monteringsskruer. Denne tidsinvestering er minimal, men kan forhindre mange uventede stop.
Hver tredje til sjette måned, eller afhængigt af maskinens driftstid, skal der udføres en mere grundig inspektion og kalibrering. Ideelt set bør dette udføres samtidigt med anden maskinvedligeholdelse, så alt håndteres på én gang.
Flere fordele ved sensorvedligeholdelse:
Færre falske alarmer er den mest oplagte fordel. Sensorer med stabile signaler udløser sjældent meningsløse alarmer, hvilket sikrer en mere jævn maskindrift og reducerer behovet for, at operatører konstant skal nulstille sensorerne.
Fejlfinding sker hurtigere. Hvis der opstår en fejl, og du ved, at sensoren er blevet kontrolleret regelmæssigt og dens signal er stabilt, kan fejlfinding fokuseres direkte på de mekaniske eller systemmæssige aspekter uden gentagne kontroller af sensorens status.
Bøjekvaliteten er også mere ensartet. Sensorfeedback påvirker direkte kontrolnøjagtigheden; et stabilt signal resulterer naturligt i mere ensartede buede rør. Mindre materialeudspild og omprocessering fører til øget produktionseffektivitet.
Sensorvedligeholdelse kræver i sidste ende minimal investering, men giver betydelige afkast.
Brug et par minutter hver dag før tænding til at kontrollere sensorstatus, udfør en regelmæssig rengøring og inspektion ugentligt, og løs eventuelle problemer straks. Sensorfejl opstår ofte gradvist; tidlig opdagelse og løsning mindsker omkostningerne. At vente, indtil sensoren udløser en alarm og lukker ned, før der træffes foranstaltninger, kan resultere i spildt tid og anger.

















































