Grundlæggende viden om bøjemaskiner
1. Bøjning af øverste form
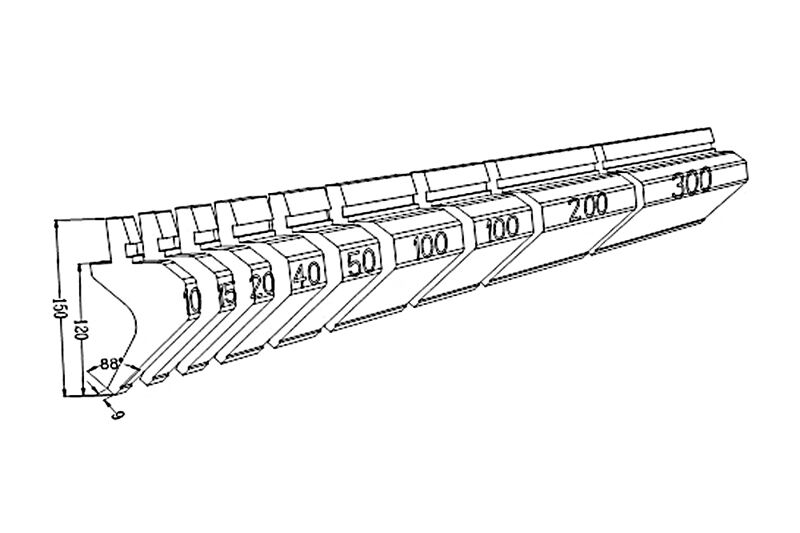
Den øverste form kaldes også en folderskive. Den er indgjort i to typer: helheds- og opdelingsform. Længden på den helhedsøverste form er 415 mm og 835 mm. Længden på opdelingen er 10, 15, 20, 40, 50, 100 (venstreøre), 100 (højreøre), 200, 300 (mm); den opdelte skive kan kombineres til forskellige bøjelængder.
Den øverste form er indgjort i fire typer: lige kniv, krummet kniv, cirkelbuekniv og specielle knive.
(1) Typer og bearbejdningskarakteristika af rette knive
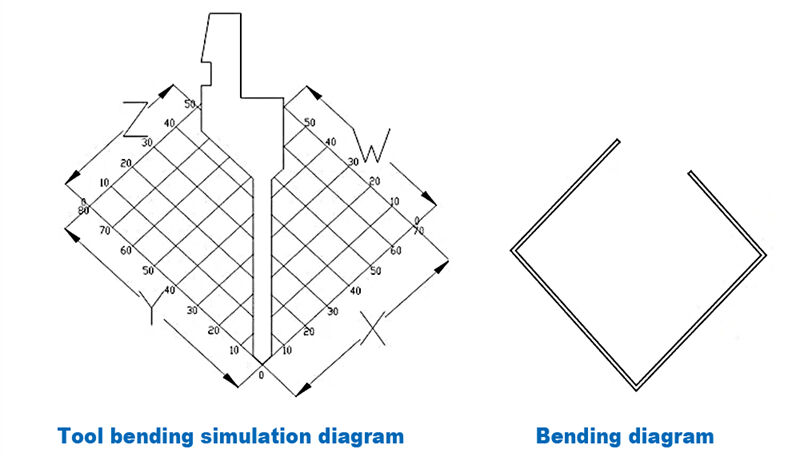
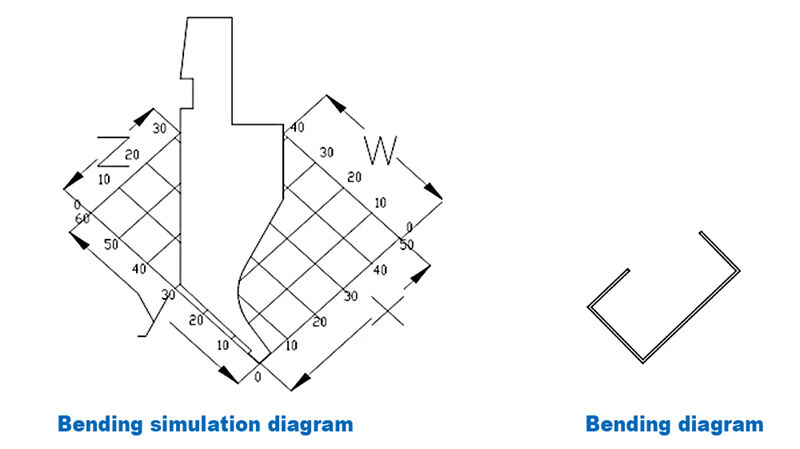
Egnet til at bue symmetriske produkter, kan for- og bagretningen undgås, værktøjet er 6 mm tykt, så buelåsen kan være så lille som 6 mm.
Fra værktøjets buesimulationsdiagram ses det, at for- og bagretningen på værktøjet kan undgås, men længden af Z og W er mindre end længden af X og Y. Denne værktøjstipsvinkel er 88 grader, og tips-R-vinklen er 0,2. Desuden anvendes værktøjer med tipsvinkler på 30 grader og 45 grader hyppigt.
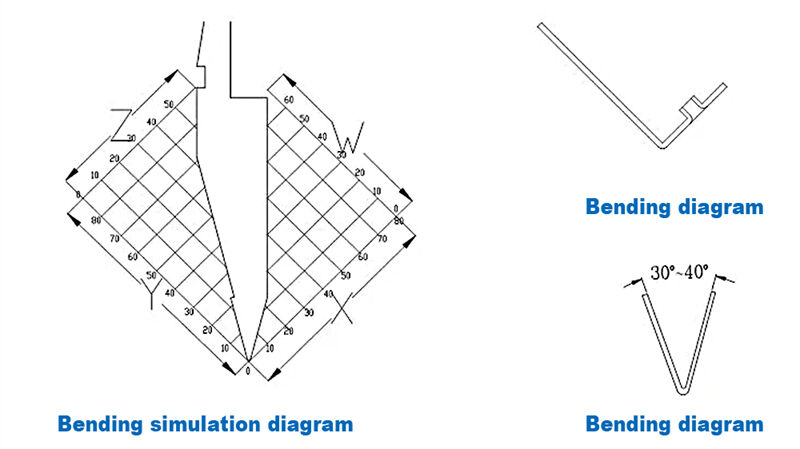
Tipsvinklen er 30 grader, og tips-R-vinklen er 0,67, så buevinklen kan være fra 30 til 180 grader. Den lille vinkel på værktøjetippen kan bruges til at undgå spyd huller eller nødder osv. Det kan også bruges som et dybt indsat mønster, og værktøjet kan undgå for- og bagretning.
(2) Typer og bearbejdningskarakteristika af krøllede knive
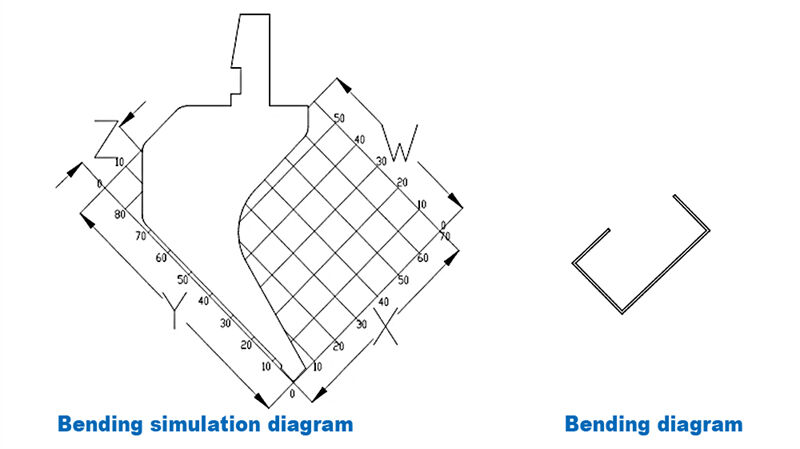
Under krumsprocessen bruger værktøjet hovedsageligt undgåelsen i W-retningen. Når X>15MM, bliver undgåelseseffekten værre og værre. Når Y>30, er kringsvingsforholdene opfyldt, ellers vil det ramme knivens bagdel. Dette type værktøj kaldes ofte en lille krumbøgningskniv.
Under krumsprocessen bruger værktøjet hovedsageligt undgåelsen i W-retningen. Når X>25MM, bliver undgåelseseffekten værre og værre. Når Y>75, er kringsvingsforholdene opfyldt, ellers vil det ramme knivens bagdel. Dette type værktøj kaldes ofte en stor krumbøgningskniv.
(3) Typer og bearbejdningskarakteristika for cirkelbøgningsværktøjer
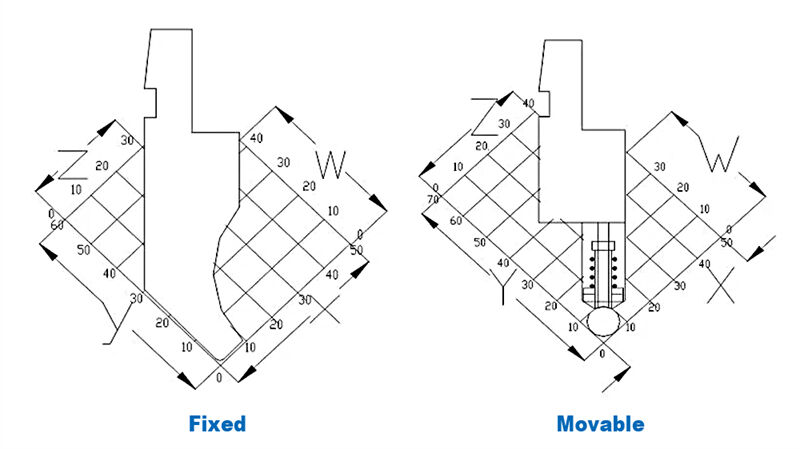
Bueformere er indgået i fikse og flydende typer. Bueformere opfylder forskellige krav til buebøjning ved at udskifte cirkelstænger. Når X-dimensionen af en fast bueform er >10MM, er dets undgåelseseffekt den samme som for en lille kurvet form. Det almindelige udvalgsstandard for nedre dør V-groove er buens diameter plus to pladser.
(4) Typer og bearbejdningskarakteristika af specielle værktøjer
Foldingmaskinens specielle værktøjer omfatter trin-ned dør, fladerende dør og nogle specielt-formede bøjende øverste dør.
a: De eksisterende trin-ned dør er indgået i to typer: 415mm og 835mm. Størrelsespecificeringerne af segmentformen er konsekvent med specificeringerne af værktøjssegmenteringen. Formen af de formerede diagramspecificeringer dannes. Men når pladen er tykkere, såsom T=2.0, og med hensyn til alvorlige indtryk og begrænsningerne i værktøjet selv, vil det være vanskeligt at forme.

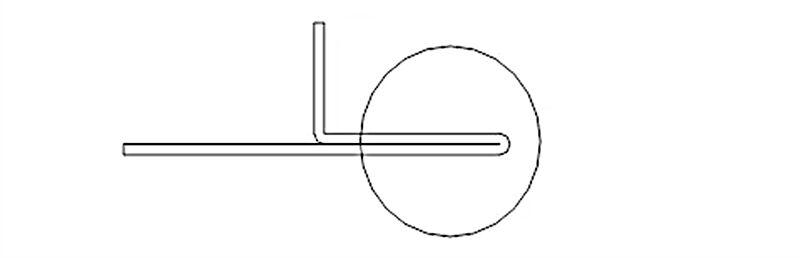
b: Øverste form i fladeformen er en flad form, og nederste form kan erstattes af en almindelig bøjningsskabe, men undgå V-groove. Den bruges hovedsageligt til behandlingsmetoder som død kant-fladering og rivning af skruer.
2. Bøjningsskabe
Nederskabet på folderen omfatter bøjningsskabe, indstillingsskabe, fladeformskabe osv.
(1) Bøjningsskabe
Valget af bøjningsskabet på folderen baseres hovedsageligt på pladtykkelsen af det behandlede produkt. For øjeblikket er Yixin Compagniets standard for valg af nederskab 6T, hvilket anvendes som standard for stedspecifikke operationer, med mindre der er særlige omstændigheder. Når der kræves behandling med stor V eller lille V-groove på grund af behandlingsbegrænsninger, skal bøjningskoefficienten justeres tilsvarende.
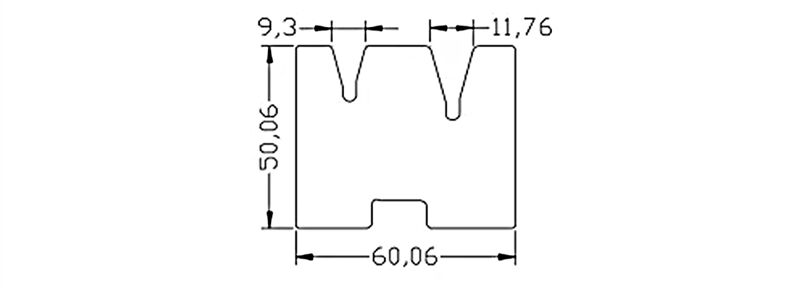
Formanalyse: Figur viser en type af nederste støbemateriale. Typen V-groover omfatter hovedsageligt 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V og nogle specielle store V-groove bøjningsværktøjer. Denne type af bøjningsskabe er hovedsageligt indgivet i 46 højere og 26 højere efter højde.
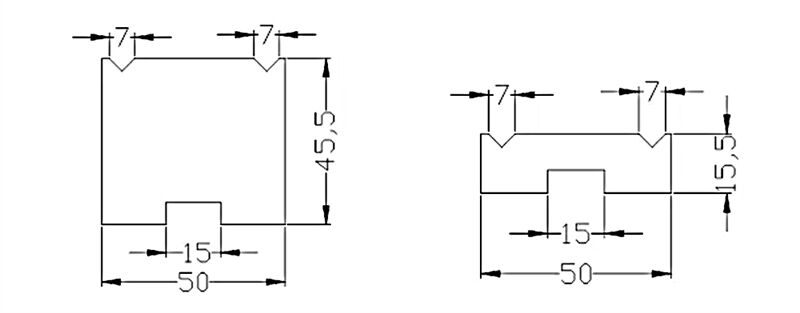
(2) Indsætningsdybde nederste skabe
Formanalyse: Figur viser en af indsætningsdybdenederste skaber. Typen V-groover omfatter hovedsageligt 4V, 6V, 8V, 12 og nogle specielle indsætningsdybde nederste skaber. Den er egnet til at bøje og indsætte ethvert vinkelområde mellem 30-180 grader.