















































En praktisk vejledning i betjening af E21-bøjemaskinen
En praktisk vejledning i betjening af E21-bøjemaskinen
For at betjene E21-bøjemaskinen skal du starte med at indtaste de nødvendige bøjeparametre i styresystemet. Når materialet er korrekt placeret og sikret, kan du starte bøjecyklussen, idet alle standard sikkerhedsprocedurer overholdes. For ensartede, højkvalitets resultater er det afgørende at udføre rutinemæssig vedligeholdelse og regelmæssige værktøjsinspektioner.
For en detaljeret trin-for-trin gennemgang af hele processen, gå til den komplette driftsvejledning nedenfor.

E21 System: En introduktion
E21 er et specialiseret styresystem, der er udviklet specifikt til bøjningsmaskiner. Det leverer en optimal balance mellem ydelse og omkostningseffektivitet og reducerer betydeligt de samlede maskinomkostninger, samtidig med at det opretholder præcision inden for krævede industrielle standarder.
Nøglefunktioner i E21-systemet inkluderer:
Højopløselig LCD-skærm understøtter tosproget kinesisk og engelsk og viser programmeringsparametre på én side, hvilket gør programmering hurtigere og mere bekvemt.
Intelligent positionering af X- og Y-akser understøtter manuel justering og eliminerer behovet for mekaniske håndbetjente positioneringsenheder.
Indbyggede funktioner til trykhåndteringstid og udløsningsforsinkelse gør betjeningen nemmere og reducerer omkostningerne.
en-knap-funktion til sikkerhedskopiering og gendannelse af parametre, som kan genskabe parametre når som helst efter behov, hvilket reducerer vedligeholdelsesomkostningerne. Understøtter multitrins-programmering for at forbedre produktionsydelse og bearbejdningspræcision.
Alle knapper på panelet er mikrobrydere og er strengt testet for EMC, høj og lav temperatur, vibration osv. for at sikre produktets stabilitet og levetid.
CE-certificering understøtter markeder uden for hjemmemarkedet.
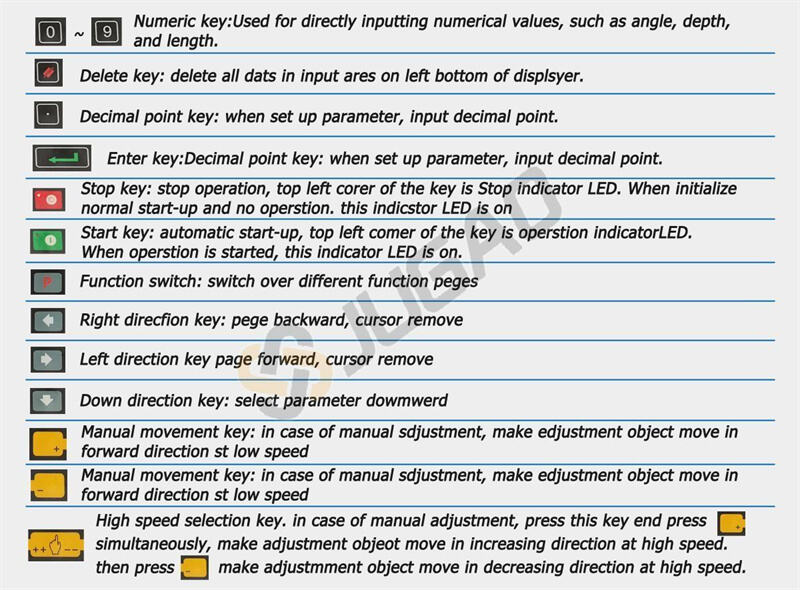
Funktioner for panelpartier beskrives i tabel.
Enkelt grænseflade
E21-controlleren anvender en 160*160 prikmatrice LCD-skærm. Displayområdet vises nedenfor.

Titellinje: viser relevant information om den aktuelle side, såsom dens navn osv.
Parameterdisplayområde: viser parameterens navn, parameterværdi og systeminformation.
Statuslinje: displayområde for inputoplysninger og beskeder osv.
Forklaringer på forkortelser på denne side er vist i tabellen.
X: Den nuværende baggrundsposition
Y: Den nuværende glideposition
XP: Ønsket bagstoppeposition
YP: Ønsket glideposition
DX: Bagstoppe tilbagetrækningsafstand
HT: Holdetid
DLY: Tilbagetrækningsforsinkelse
PP: Forudindstillet emne
CP: Nuværende emne
Programmering i ét trin
E21 har to programmeringsmetoder, nemlig enkelttrinsprogrammering og flertrinsprogrammering. Brugere kan indstille programmering efter faktiske behov.
Enkelttrinsprogrammering bruges generelt til bearbejdning af ét enkelt trin for at afslutte emnebearbejdningen. Når styreenheden tændes, åbnes automatisk en enkelttrinsprogram-side.
Driftstrin
Trin 1 Efter opstart vil enheden automatisk gå til opsætningssiden for programmet med ét trin.
Trin 2 Tryk for at vælge den parameter, der skal indstilles, tryk på taltasten for at indtaste programmets værdi, tryk for at afslutte indtastningen.
Trin 3 Tryk, og systemet vil udføre programmet i henhold til denne procedure.
Fladetrins programmering
Et program med flere trin anvendes til bearbejdning af enkelte emner med forskellige bearbejningstrin, således at flere trin kan udføres i rækkefølge, hvilket forbedrer bearbejdningseffektiviteten.
Driftstrin
Trin 1 Tænd for strømmen; enheden viser automatisk siden med parametre for ét trin.
Trin 2 Tryk for at skifte til siden Programhåndtering, skift til siden Programhåndtering.
Trin 3 Tryk for at vælge programs serienummer, eller indtast programnummeret direkte, f.eks. indtast „1“.
Trin 4 Tryk for at gå ind i opsætningssiden for programmet med flere trin.
Trin 5 Tryk for at vælge den parameter for flertrinsprogrammering, der skal indstilles, indtast den ønskede værdi, tryk, og indstillingen træder i kraft.
Trin 6 Når indstillingen er afsluttet, tryk for at gå ind i siden til indstilling af trinparametre.
Trin 7 Tryk for at vælge trinparameter, der skal konfigureres, indtast programværdi, tryk, og opsætningen træder i kraft.
Trin 8 Tryk for at skifte mellem trin. Hvis det aktuelle trin er det første trin, skal du trykke for at gå til den sidste side i parameteropsætningen; hvis det aktuelle trin er det sidste, skal du trykke for at gå til den første side i parameteropsætningen.
Trin 9 Tryk, systemet vil fungere i henhold til dette program.
Parameterstilling
Brugere kan konfigurere alle parametre, der kræves for normal drift af systemet, herunder systemparameter, X-akseparameter og Y-akseparameter.
Trin 1 På siden Programstyring, tryk for at gå til siden Programmeringskonstant. På denne side kan programmeringskonstanter indstilles.
Trin 2 Området for programmeringskonstant-opsætning vises i Tabel
Trin 3 Indtast adgangskoden "1212", tryk for at gå til Undervisningssiden.
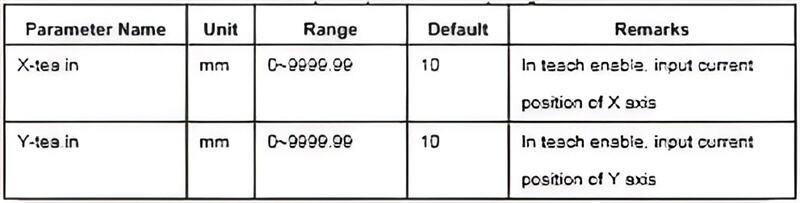
Trin 4 Konfigurer parameter, området for parameteropsætning vises i Tabel.
Trin 5 Tryk, vend tilbage til siden Programmeringskonstant.
Alarm
Enheden kan automatisk registrere intern eller ekstern unormal adfærd og udsende en alarmmeddelelse. Alarmmeddelelsen er tilgængelig på alarmlisten.
Trin 1 På programméringsadministrationsiden trykker du for at gå til siden for programméringskonstanter.
Trin 2 På siden for programméringskonstanter trykker du for at gå til siden »Alarmhistorik« for at se al alarmhistorik. De seneste 6 alarmer, alarmnummer og årsager kan vises på denne side.
Almindelige fejl og fejlfinding
1. Controller tændes ikke / Ingen visning
Fejlsymptomer:
Skærmen er blank.
Ingen indikatorlamper er tændt.
Mulige årsager og fejlfinding:
C1: Problem med hovedstrømforsyningen.
Tjek: Sørg for, at hovedafbryderen for maskinen er slået TIL.
Tjek: Kontroller, at hovedstrømkablet er tilsluttet, og at spændingen er korrekt.
C2: Maskindør/sikkerhedsbeskyttelse åben.
Tjek: Sørg for, at alle elektriske skabdele og sikkerhedsbeskyttelser er ordentligt lukket. Mange maskiner har sikkerhedsafbrydere, der forhindrer tænding.
C3: Sikring brændt over.
Tjek: Undersøg hovedsikringerne i maskinens elektriske skab.
C4: Defekt strømforsyning.
Tjek: Den interne DC-strømforsyning (f.eks. 24 V DC) til styreenheden kan være fejlbehæftet. Dette kræver en kvalificeret elektriker.
2. Akser (Y1, Y2, X, R) bevæger sig ikke eller viser "Følgefejl" / "Aksefejl"
Fejlsymptomer:
Akse reagerer ikke på manuelle kommandoer.
Styreenhed viser en fejlmeddelelse om akse-drev eller følgefejl.
Den ene side (Y1 eller Y2) er lavere/højere end den anden (ud af synkronisering).
Mulige årsager og fejlfinding:
C1: Servodrev-/forstærkerfejl.
Kontrol: Søg efter en fejlkode på selve servodrevet (typisk placeret i det elektriske skab). Se i drevets producents manual.
Handling: Nulstil fejlen ved at slukke og tænde for maskinen. Hvis fejlen fortsætter, notér fejlkoden til teknisk support.
C2: Problemer med encoder-/feedback-kabel.
Kontrol: Undersøg encoderkablerne, der er forbundet til bagsiden af servomotorerne, for skader eller løse forbindelser.
C3: Mekanisk blokering.
Kontrol: Kontroller manuelt, om stemplet (Y-akse) eller bagstop (X-akse) kan bevæge sig frit. Der kan være en fysisk blokering.
C4: Motorbremse aktiveret.
Kontrol: Servomotorbremsen (især på Y-akse) frigør muligvis ikke. Du kan høre et summen fra motoren, men ingen bevægelse.
3. "Aksen er ikke referencen" eller "Angiv reference"
Fejlsymptomer:
Maskinen kan ikke starte en cyklus.
Styreenheden anmoder om en referenceprocedure.
Mulige årsager og fejlfinding:
C1: Maskinen blev slukket.
Handling: Dette er en standardprocedure. Du skal udføre "Reference"- eller "Nulstil"-operationen, efter at maskinen er tændt. Gå til manuel skærm og udfør referencecyklus for alle akser.
C2: Fejl på referenceswitch/følernesensor.
Kontrol: Sensoren, der registrerer udgangspositionen, kan være beskidt, misjusteret eller defekt. Dette kræver ofte en tekniker.
4. Alarm om "Overbelastning" eller "Højt tryk"
Fejlsymptomer:
Alarm opstår under bøningscyklussen, ofte nær bunden.
Mulige årsager og fejlfinding:
C1: Forkert tonnage (tryk) indstilling.
Tjek: Det programmerede bøjetryk er for højt for materialet eller maskinens kapacitet. Gennemgå og nedsæt trykindstillingen i programmet.
C2: Forkert valg af formværktøj.
Tjek: Brug af et V-form, der er for lille i forhold til materialtykkelsen, kræver overdrevent kraft. Kontroller at V-formåbningen er korrekt for materialet (typisk V-åbning = 8 x Materialtykkelse).
C3: Bøjning uden for maskinens kapacitet.
Tjek: Du forsøger måske at bøje et materiale, der er for tykt eller for langt i forhold til maskinens nominelle kapacitet.
5. Inkonsistent bøjningsvinkel
Fejlsymptomer:
Bøjningsvinklen varierer fra emne til emne, selv med samme program.
Mulige årsager og fejlfinding:
C1: Materialevariationer.
Tjek: Inkonsistent materialtykkelse, hårdhed eller kornretning kan forårsage vinkelafvigelse. Tjek materialercertifikater.
C2: Slidte eller forkerte værktøjer.
Tjek: Undersøg stemplet og matricen for slid eller skader. Sørg for, at de korrekte værktøjer anvendes til den angivne vinkel.
C3: Mangel på udbøjningskompensation.
Handling: Hvis der bøjes lange plader, kan maskinens seng bukke. Brug funktionen "Udbøjning" (manuelt eller automatisk) til at kompensere for dette. Kalibrer igen, hvis det er nødvendigt.
C4: Ustabil hydraulisk system.
Tjek: Lavt hydraulikolieniveau, snavset olie eller en defekt ventil kan forårsage trykustabilitet. Tjek olieniveauet og temperaturen.
6. Bagstop (X, R, Z) når ikke positionen eller er unøjagtig
Fejlsymptomer:
Bagstoppen stopper ved forkert position eller ryster ved stop.
Mulige årsager og fejlfinding:
C1: Mekanisk forhindring eller ukorrekt justering.
Tjek: Undersøg for spåner, snavs eller burer på bagstopskinnerne og skruer. Rengør og smør guidestængerne.
C2: Løs kobling eller drevrem.
Tjek: Koblingen mellem servomotoren og kuglespindlen, eller drevbåndet (hvis anvendeligt), kan være løs.
C3: Spil
Handling: Med tiden kan mekanisk slitage forårsage spil. Kontrollen har ofte en indstilling til "Spilkompensation", som kan justeres af en tekniker.
Generel fejlfindingsoversigt
1. Bemærk den nøjagtige fejlmeddelelse på E21-displayet.
2. Rådfør dig med maskinens producents manual. Den indeholder de mest specifikke fejlkode og procedurer.
3. Udfør en simpel nulstilling: Sluk helt for maskinen, vent i 10 sekunder og tænd derefter igen.
4. Tjek åbenlyse problemer: Løse kabler, udløste sikringer, lav hydraulikolieniveau, unormale lyde.
5. Lokaliser problemet: Afgør om det er et styreproblem (controller, programmering), elektrisk (motor, driver, sensor) eller mekanisk (blokeret akse, slidt værktøj).
6. Kontakt teknisk support: Hvis problemet ikke løses med grundlæggende tjek, skal du give dem den nøjagtige fejlmeddelelse og de trin, du allerede har taget.
Husk: Kun kvalificeret personale må udføre interne elektriske reparationer.

