















































Co můžete upravit v režimu nastavení DELEM DA-66T?
Obsah
• Úvod do režimu nastavení řídicího systému
• Možnosti parametrů
• Programovací materiály a jejich vlastnosti
• Funkce zálohování/obnovení
Zálohování produktu
Obnovení produktu
Zálohování nástroje
Obnovení nástroje
Zálohování a obnovení tabulek a nastavení
• Navigace v adresáři
• Nastavení programu
• Nastavení výchozích hodnot
• Nastavení výpočtů
• Nastavení výroby
• Výpočet výrobního času
• Časová nastavení
• Často kladené otázky (FAQ)
• Závěr
Při provozu řídicího systému DELEM DA-66T je klíčové podrobně pochopit různé nastavitelné funkce v režimu Nastavení, abyste zvýšili výkon a provozní účinnost ohraňovacího stroje. Pokud vás zajímají personalizovaná nastavení dostupná v tomto režimu Nastavení, tento článek podrobně rozebere základní položky úprav, abyste mohli přesně optimalizovat parametry ohraňovacího stroje a maximalizovat výrobní účinnost.
Úvod do režimu Nastavení řídicího systému
Stisknutím tlačítka „Nastavení“ v navigační liště přepnete řídicí systém do režimu Nastavení. Všechny funkce v tomto režimu jsou logicky zařazeny do různých karet a konkrétní nastavení každé karty budou později podrobně popsána jedna po druhé.
Režim nastavení DELEM DA-66T slouží jako komplexní řídící centrum, které umožňuje obsluze flexibilně konfigurovat různé parametry stroje tak, aby vyhovovaly rozmanitým provozním požadavkům, a zároveň zajišťuje, že přesnost ohýbání je vždy udržována na ideální úrovni. Jedná se o základní funkční modul, který zaručuje stabilitu výroby.
Možnosti parametrů
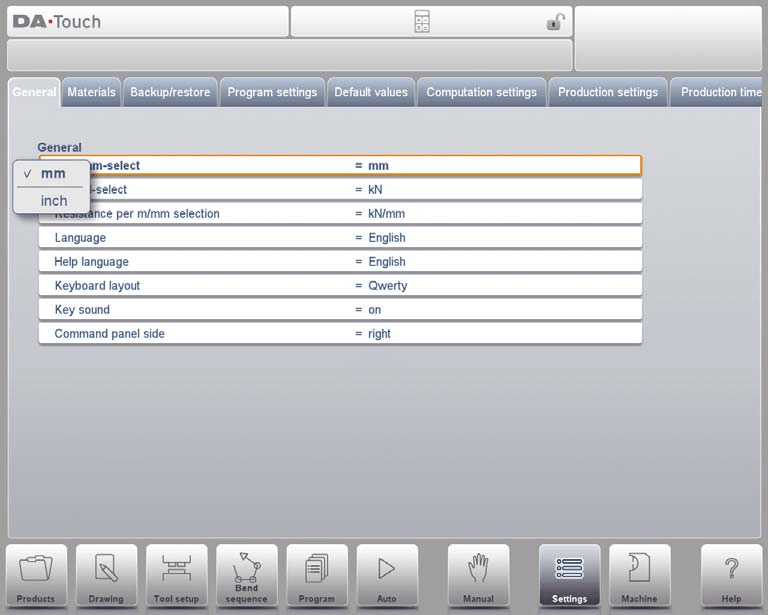
Po výběru požadované karty klikněte na parametr, který chcete upravit. Pokud je parametr číselného nebo alfanumerického typu, systém automaticky zobrazí klávesnici pro zadání požadované hodnoty. Konkrétní nastavitelné možnosti jsou následující:
• Výběr palců/mm: Snadné přepínání mezi měřicími soustavami pro splnění požadavků projektu.
• Výběr tun/kN: Výběr jednotky měření síly, která nejlépe odpovídá provozním specifikacím, za účelem zajištění přesnosti dat.
• Výběr odporu na m/mm: Přizpůsobení parametrů odporu podle vlastností zpracovávaných materiálů a technologických požadavků.
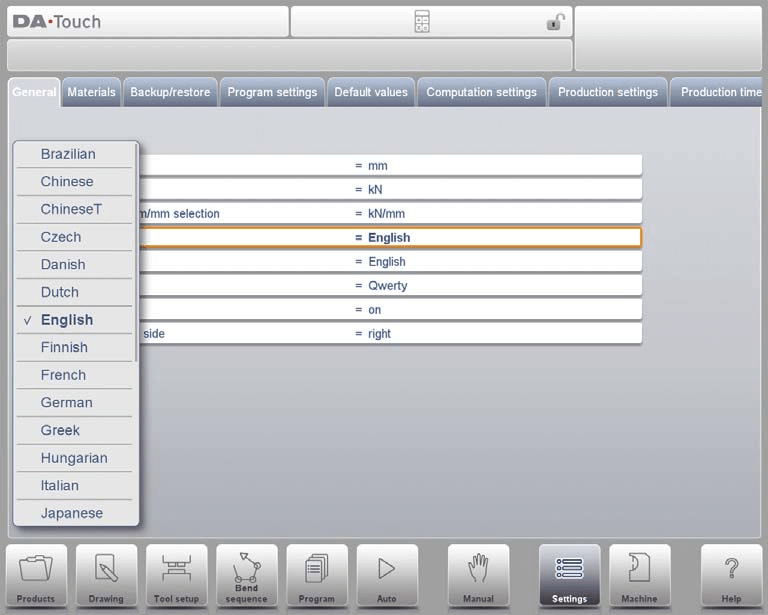
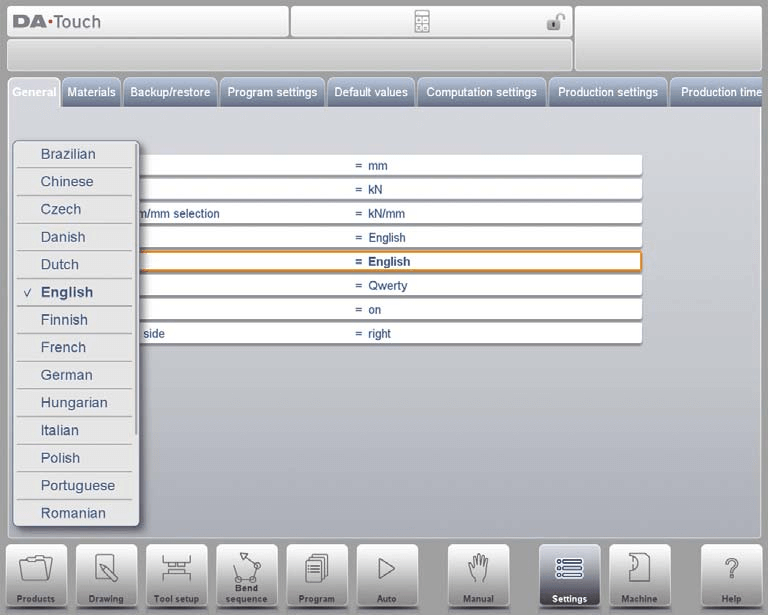
• Jazyk: Vyberte preferovaný jazyk pro operační rozhraní, abyste zlepšili pohodlí při provozu.
• Jazyk nápovědy: Nastavte jazyk zobrazení nápovědy, aby byla podporována spolupráce mezinárodních týmů.
• Rozložení klávesnice: Přizpůsobte si rozložení klávesnice svým zvykům při provozu a zvyšte tak efektivitu zadávání.
• Zvuk kláves: Zapněte nebo vypněte zvuk kláves, abyste získali zvukovou zpětnou vazbu během provozu.
• Strana panelu příkazů: Upravte nastavení zobrazení, abyste optimalizovali přístupnost ovládacího panelu.
Programovací materiály a jejich vlastnosti
Na této kartě lze programovat materiály a jejich vlastnosti. Můžete upravovat stávající materiály, přidávat nové materiály nebo odstraňovat nadbytečné materiály. Řídicí systém může přednastavit parametry pro až 99 materiálů.
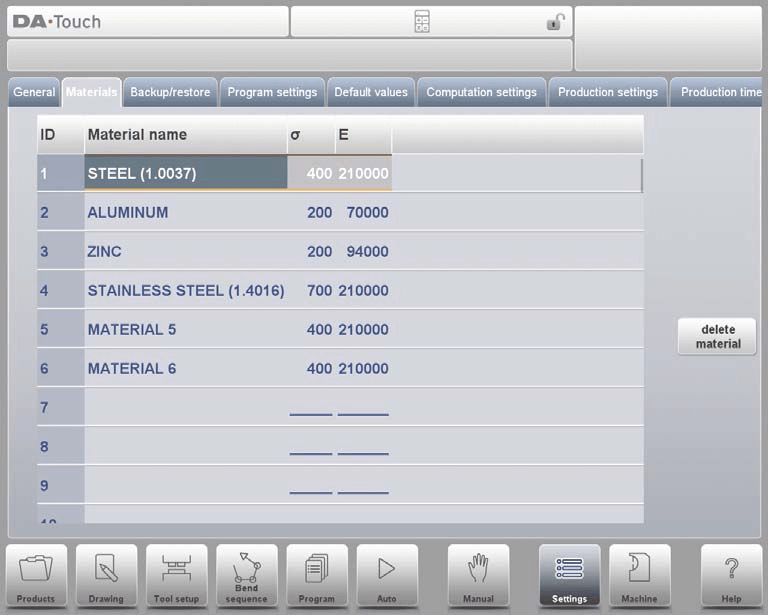
Každý materiál obsahuje tři základní vlastnosti, které lze zobrazit a upravit:
• Název materiálu: Jednoznačně identifikujte typ materiálu, abyste poskytli jasnou označku pro technologický proces.
• Mezní pevnost v tahu: Zadejte přesné hodnoty mezní pevnosti v tahu, které jsou klíčovými parametry pro zajištění přesnosti ohýbacích operací.
• Modul pružnosti (modul E): Zadejte modul pružnosti materiálu, aby bylo zajištěno, že zacházení stroje s materiálem odpovídá požadavkům na fyzikální vlastnosti.
Materiály jsou původně zobrazeny seřazené podle čísla materiálu (ID). Kliknutím na hlavičku sloupce lze seřadit podle libovolné vlastnosti vzestupně nebo sestupně. Chcete-li upravit stávající materiál, jednoduše vyberte cílový materiál a přímo upravte jeho parametry; chcete-li materiál odstranit, vyberte odpovídající řádek a použijte funkci „Odstranit materiál“; chcete-li přidat nový materiál, vyberte prázdný řádek a zadejte příslušné parametry vlastností, čímž dokončíte programování.
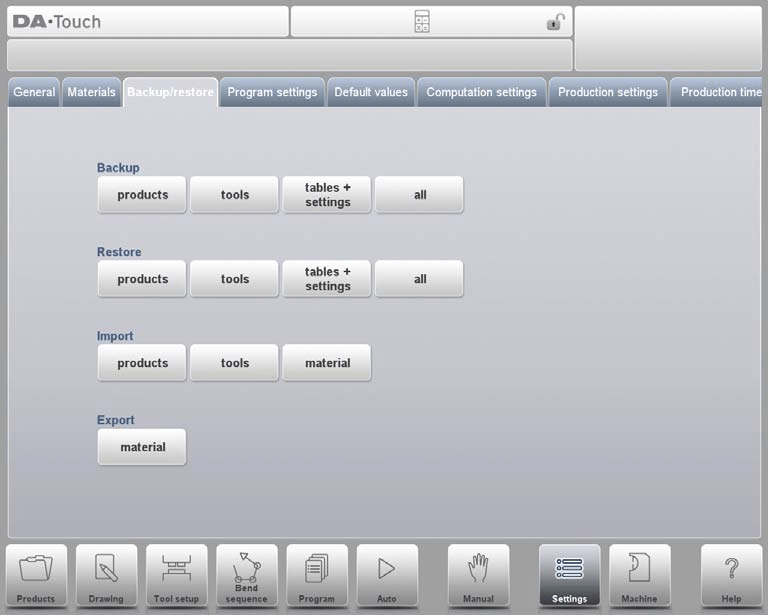
Funkce zálohování/obnovy
Režim nastavení DELEM DA-66T nabízí komplexní funkce zálohování a obnovy, které podporují zálohování a obnovu dat o výrobcích, nástrojích, nastaveních a tabulkách. Je také kompatibilní s importem dat o výrobcích a nástrojích ze starších řídících systémů.
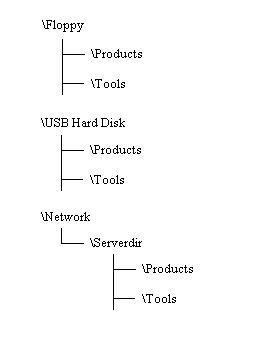
Procesy zálohování a obnovy nástrojů a výrobků jsou konzistentní a platí pro všechna média pro zálohování (např. síťové úložiště, USB flash disky atd.). Adresář pro zálohování se skládá z úložného zařízení (USB flash disk, síť) a konkrétní složky. Můžete si flexibilně vybrat podle připojených zařízení. V případě potřeby můžete vytvořit nebo určit cílovou složku a cesty pro zálohování výrobků a nástrojů lze nastavit nezávisle na sobě.
Zálohování produktu
Vyberte možnost „Výrobky“ v hlavní nabídce „Zálohování“, abyste spustili proces zálohování programu pro výrobky.

Po nastavení počátečního adresáře pro zálohování se přesunete do rozhraní pro zálohování výrobků. Hlavní funkce jsou následující:
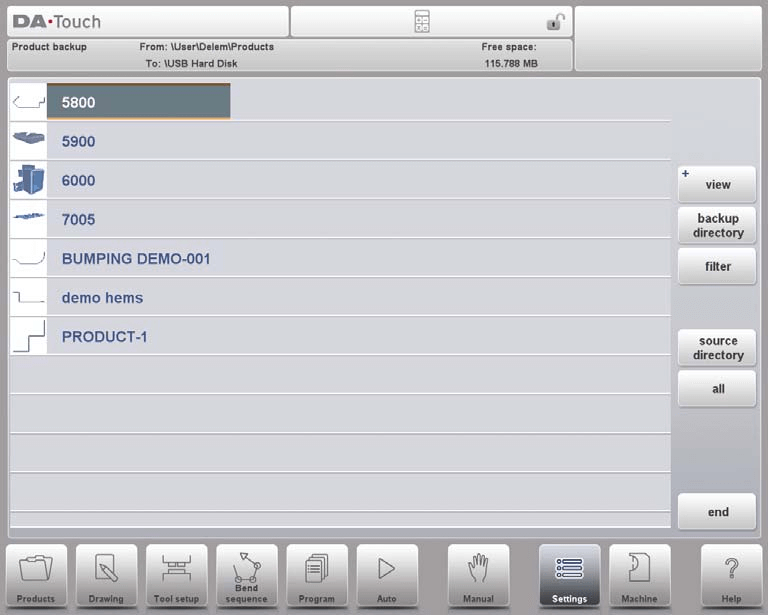
• Zobrazení aktuální polohy: Aktuální cesta ke zdrojovému souboru a cílová cesta pro zálohu jsou jasně zobrazeny v horní části rozhraní.
• Zálohování jednoho produktu: Klikněte pro výběr cílového produktu; systém poté zobrazí značku zálohy, která potvrzuje provedení operace. Pokud již ve složce pro zálohu existuje soubor se stejným názvem, objeví se výzva s dotazem, zda jej má nahradit.
• Dávkové zálohování všech produktů: Pomocí možnosti „Vše“ dokončete dávkové zálohování všech produktů jediným kliknutím.
• Úprava adresáře: Upravte cestu ke zdrojovému souboru, ve kterém se produkt nachází, prostřednictvím položky „Zdrojový adresář“ a vyberte umístění záložních souborů prostřednictvím položky „Adresář pro zálohu“, aby bylo možné rychle přejít do cílové složky.
Obnovení produktu
Vyberte položku „Produkty“ v hlavní nabídce „Obnovit“.

Po nastavení počátečního adresáře pro obnovu vstoupíte do rozhraní pro obnovu produktů. Postup operace je následující:
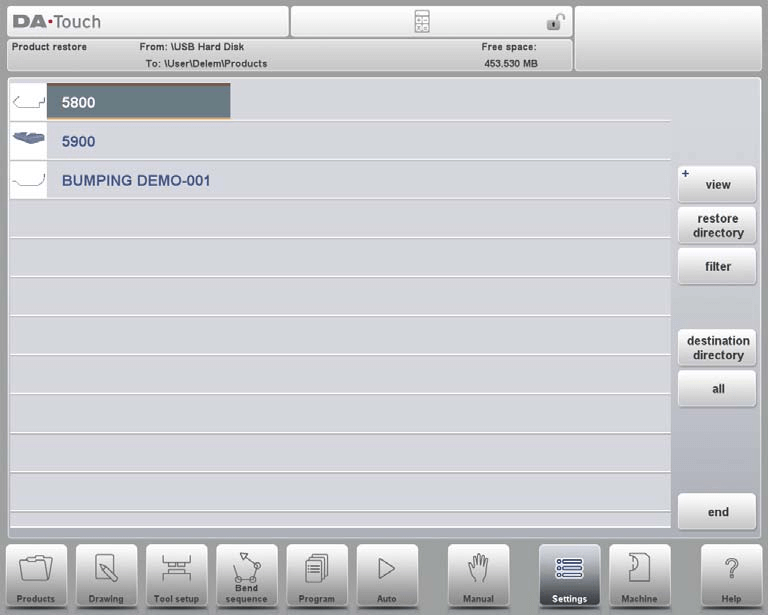
• Prohlížení a výběr produktů: V souladu s logikou provozu režimu Produkt můžete pohodlně procházet produkty ve vybraném adresáři a vybrat soubory, které mají být obnoveny. Aktuální zdrojová cesta a cílová cesta obnovy jsou zobrazeny v horní části rozhraní.
• Potvrzení obnovy: Kliknutím vyberte produkt, který má být obnoven. Pokud již ve výchozí cestě existuje soubor se stejným názvem, systém vás upozorní a požádá o potvrzení, zda jej chcete nahradit.
• Úprava adresáře: Změňte zdrojovou cestu obnovovaného souboru prostřednictvím položky „Adresář obnovy“ a pomocí položky „Cílový adresář“ určete umístění úložiště po obnovení souboru.
Stručně řečeno poskytuje režim nastavení DELEM DA-66T efektivní a pohodlné nástroje pro správu a obnovu dat produktů, čímž zajišťuje bezpečnost výrobních dat.
Zálohování nástroje
V hlavní nabídce vyberte položku „Zálohování“ a poté „Nástroje“.
Po nastavení počátečního adresáře pro zálohování vstoupíte do rozhraní pro zálohování nástrojů. Tato funkce umožňuje zálohovat nástroje v řídicím systému (včetně razítek, matric nebo parametrů tvaru stroje) a postup provádění je stejný jako u zálohování produktů.

Obnovení nástroje
Postup obnovy nástrojů je přesně stejný jako u obnovy produktů a vychází ze stejných kroků – nastavení adresáře, výběru souboru a potvrzení – aby byla zajištěna rychlá obnova dat nástrojů.
Zálohování a obnovení tabulek a nastavení
Přes kartu „Zálohovat/Obnovit“ můžete spravovat uživatelsky specifická nastavení a tabulková data; logika provádění je stejná jako u zálohování a obnovy produktů a nástrojů. Funkce „Vše“ automaticky provede úplnou sadu operací zálohování nebo obnovy produktů, nástrojů, tabulek a nastavení postupně za sebou, čímž zjednodušuje proces hromadné správy dat.
Navigace adresáře
Při použití funkce „Adresář pro zálohování“ se systém zobrazí seznam dostupných adresářů pro zálohování. V rozhraní pro navigaci adresáři lze provést následující operace:
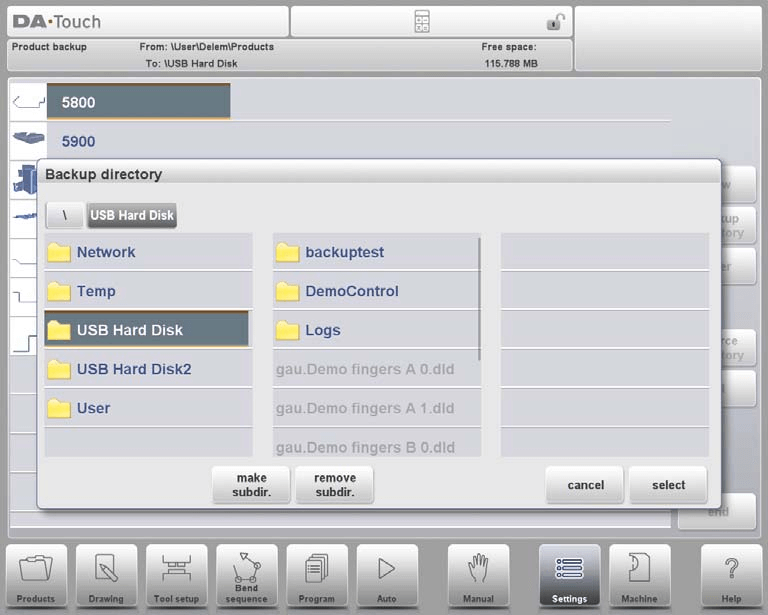
• Hierarchická navigace: Kliknutím na tečkovou ikonu rozbalíte podadresáře a pomocí možnosti „NADŘAZENÝ“ se vrátíte do nadřazeného adresáře; kliknutím na „Vybrat“ potvrďte aktuální adresář.
• Přepínání zařízení: Opakovaným kliknutím na „NADŘAZENÝ“ se dostanete až do kořenového adresáře, abyste mohli vybrat jiná úložná zařízení a odpovídající podadresáře; u síťově připojených zařízení nejprve vyberte možnost „Síť“, poté cílový síťový svazek – stejná logika operací platí i pro ostatní zařízení.
• Správa adresářů: Vytvořte novou složku pomocí „Vytvořit podadresář“ a odstraňte nadbytečné složky pomocí „Odstranit podadresář“; kliknutím na název podadresáře vstoupíte do daného adresáře a nakonec potvrďte cílový adresář pomocí „Vybrat“.
Nastavení programu
Racionální nastavení různých parametrů v nastavení programu může výrazně zvýšit přesnost ohýbání. Konkrétní nastavitelné možnosti jsou následující:
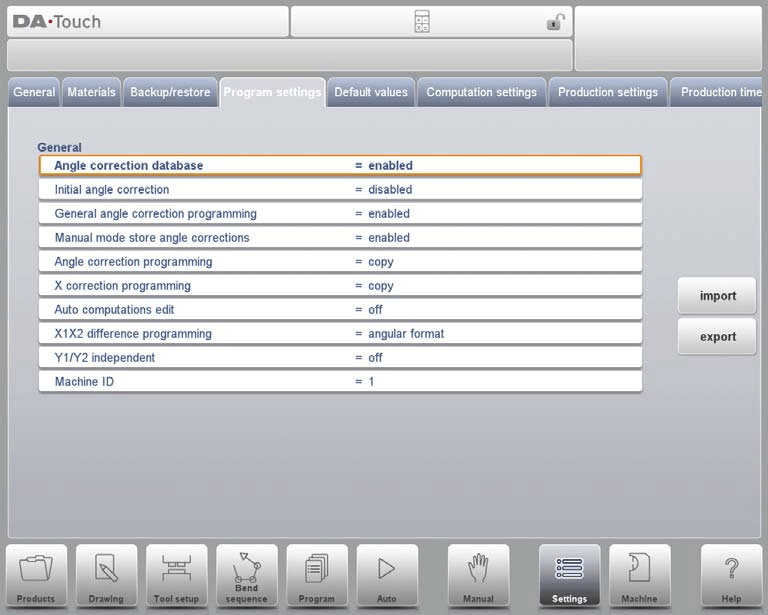
• Databáze korekce úhlů: Po aktivaci lze vytvořit specializovanou databázi pro korekci úhlů, která umožňuje průběžnou optimalizaci přesnosti ohýbání.
• Počáteční korekce úhlu: Nastavte počáteční parametry korekce úhlu podle požadavků projektu.
Deaktivováno: Počáteční korekce úhlu nelze naprogramovat.
Aktivováno: Počáteční korekce úhlu lze naprogramovat ve všech přehledech korekcí.
• Obecné programování korekce úhlů: Přizpůsobte globální parametry korekce úhlů, aby byla zajištěna konzistence provozu.
Deaktivováno: Funkce obecné korekce úhlů není k dispozici.
Aktivováno: Pouze G-korekce α1 (výchozí nastavení).
α1 a α2: Podpora dvouparametrové korekce G-korekce α1 a G-korekce α2.
• Ukládání korekcí úhlů v ručním režimu: Ukládejte data korekcí úhlů získaná během ručních operací pro následné použití.
• Programování korekce úhlu: Nastavte upřesněné parametry korekce úhlu pro složité konstrukční požadavky.
• Programování korekce osy X: Jemně nastavte parametry korekce osy X, aby byla zajištěna přesnost ohýbání.
Kopírovat: Automatická synchronizace s CX2 při úpravě CX1 (výchozí nastavení).
Delta: Při úpravě CX1 zůstane rozdíl mezi CX1 a CX2 nezměněn.
Nezávislé: Parametry CX1 a CX2 lze upravovat nezávisle na sobě.
• Úprava automatických výpočtů: Automatizujte výpočetní proces za účelem snížení chyb způsobených ručním ovládáním; to může také ovlivnit hodnoty jiných souvisejících parametrů.
• Programování rozdílu X1/X2: Definujte požadovaný programový rozdíl mezi X1 a X2. Pokud je stroj vybaven dvěma nezávislými osami X (X1 a X2) a je nainstalována volitelná funkce OP-W-X@, lze hodnoty X1 a X2 programovat podle jejich úhlového vztahu.
• Nezávislé osy Y1/Y2: Nakonfigurujte parametry nezávislého provozu osy Y za účelem zvýšení provozní flexibility.
Vypnuto: Jednoduchý režim programování na ose Y (výchozí nastavení).
Zapnuto: Parametry Y1 a Y2 lze programovat nezávisle.
• Identifikátor stroje: Výchozí hodnota je 1, kterou lze upravit podle skutečné konfigurace zařízení.
Výchozí nastavení hodnot
Výchozí nastavení hodnot zajistí, že stroj může po spuštění rychle přejít do provozního stavu a snížit tak nutnost opakovaných ručních úprav. Konkrétní nastavitelné parametry jsou následující:
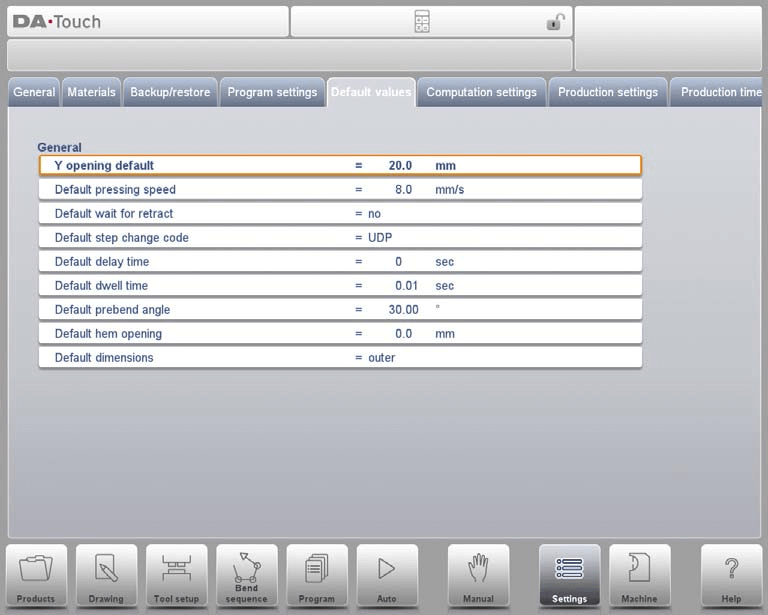
1. Výchozí otevření osy Y: Nastavuje velikost otevření osy Y při inicializaci programu.
2. Výchozí rychlost stlačování: Přednastavuje počáteční rychlost stlačování pro nové programy.
3. Výchozí čekání na zasunutí: Konfiguruje počáteční stav parametru „Čekat na zasunutí“, který ovlivňuje logiku provozu ohýbacího programu. Výchozí nastavení je „Ano“.
4. Výchozí kód změny kroku: Nastavuje počáteční kód pro změnu kroku v ohýbacím programu; ve výchozím nastavení se používá „UDP“.
5. Výchozí doba zpoždění: Upravte dobu čekání osy X během změn kroků. Výchozí hodnota je 0, kterou lze podle požadavků na zpracování materiálu prodloužit.
6. Výchozí doba zadržení: Přednastavte počáteční dobu zadržení během procesu ohýbání.
7. Výchozí předohybový úhel: Definujte počáteční předohybový úhel grafických výrobků.
8. Výchozí šířka záhybu: Nastavte počáteční vzdálenost otevření nosníku pro umístění při operacích záhybu. Výchozí hodnota je 0,00 mm (tj. žádná mezera mezi lemy).
9. Výchozí rozměry: Přednastavte referenční rozměr (vnější rozměry nebo vnitřní rozměry) výkresu grafického výrobku, což přímo ovlivňuje logiku výpočtu parametru „Rozměry (D1)“.
Úpravou výše uvedených výchozích parametrů lze konfiguraci spuštění stroje přizpůsobit konkrétním výrobním požadavkům za účelem zvýšení provozní efektivity.
Nastavení výpočtu
V režimu nastavení DELEM DA-66T lze upravit následující parametry, aby se upravila výpočetní logika související s přídavkem na ohyb a tím byla dále zajištěna přesnost ohýbání:
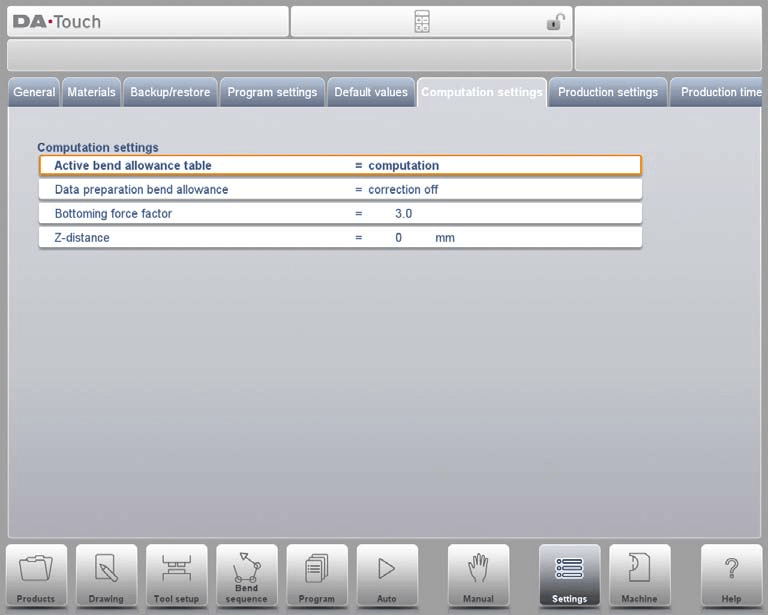
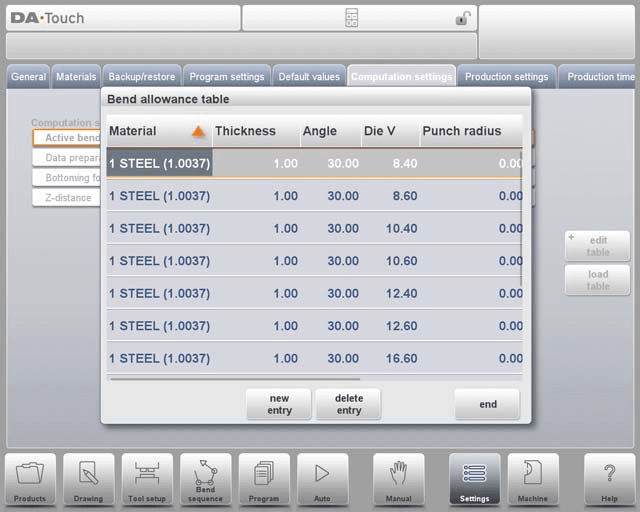
Aktivní tabulka přídavku na ohyb
• Výpočetní režim: Použití standardního vzorce řídicího systému k automatickému výpočtu přídavku na ohyb.
• Tabulkový režim: Pokud byla importována tabulka přídavku na ohyb, lze provést korekce na základě přednastavených hodnot.
Korekce přídavku na ohyb
• Korekce vypnuta: Při numerickém programování není přídavek na ohyb přidáván.
• Korekce zapnuta: Přídavek na ohyb bude zahrnut do výpočtu při programování výrobku (v režimu Program). Systém automaticky vypočítá a uloží parametry korekce os, které lze prohlédnout a upravit v režimu Výroba (automatický režim).
V rozhraní Nastavení výpočtů lze různé parametry upravit ve formě tabulky: vyberte cílové pole, zadejte novou hodnotu a stiskněte klávesu Enter pro dokončení úpravy. Je třeba poznamenat, že tabulku lze upravovat pouze poté, co je načtena do řídicího systému, a nové tabulky nelze touto nabídkou v současné době vytvořit.
Chcete-li načíst existující tabulku přídavku na ohyb, můžete přes funkci „Načíst tabulku“ přejít k cílové cestě souboru. Podrobný popis tabulky přídavku na ohyb naleznete v oficiální příručce DELEM.
Základní nastavitelné parametry
1. Koeficient síly dosazení: Upravuje násobitel síly potřebné pro vzduchový ohyb, aby byla dosažena požadovaná síla dosazení.
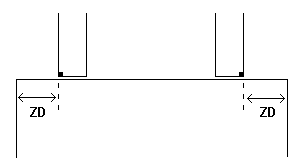
2. Vzdálenost Z: Nastavuje vzdálenost mezi okrajem prstu a rohem plechu. Pokud je zařízení vybaveno automatickou osou Z, systém automaticky vypočítá polohu prstu podle polohy konce plechu.
Nastavení výroby
V režimu nastavení DELEM DA-66T mohou obsluhovatelé flexibilně upravit následující parametry za účelem optimalizace ohýbacího procesu s vyvážením mezi efektivitou a bezpečností:
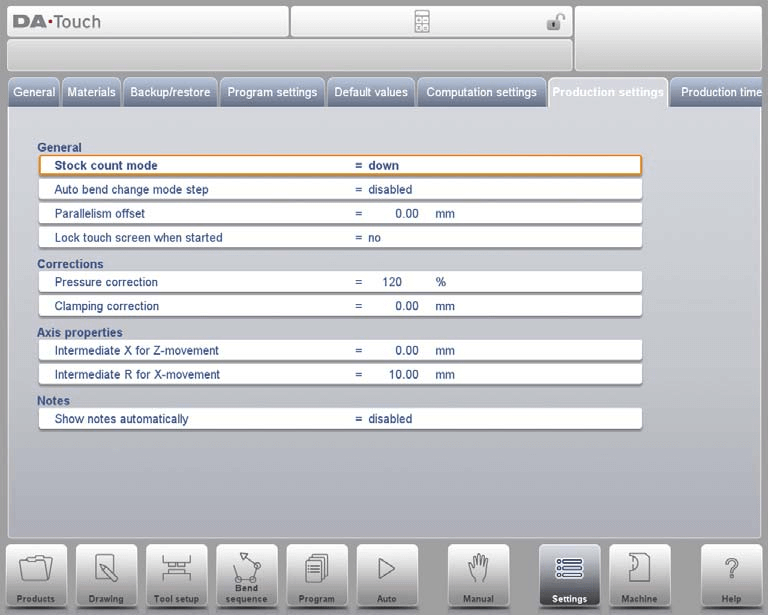
1. Režim počítání polotovarů: Nastavte směr počítání polotovarů (rostoucí nebo klesající). Klesající počítání je vhodné pro dokončení předem stanovených výrobních kvót, zatímco rostoucí počítání usnadňuje sledování průběhu výroby v reálném čase.
2. Krok režimu automatické změny ohýbání: Po aktivaci režimu krok stiskněte tlačítko spuštění a systém automaticky načte další sadu ohýbacích parametrů, čímž umožní nepřetržitý provoz.
3. Posun rovnoběžnosti: Nastavte hodnotu rovnoběžnosti zdvihu osy Y. Tato hodnota se uplatňuje pod bodem uchycení a přičte se k parametru Y2, aby byla zajištěna rovnoběžnost ohýbání.
4. Uzamknout dotykovou obrazovku po spuštění: Po aktivaci se dotyková obrazovka uzamkne, jakmile je řídicí jednotka v provozu, aby se zabránilo neúmyslným změnám parametrů.
5. Korekce tlaku: Upravte procentuální hodnotu vypočteného tlaku tlakového ventilu, aby bylo zajištěno přesné aplikování tlaku.
6. Korekce upínání: Kalibrujte polohu upínacího nosníku, aby byl plech pevně upevněn. Kladná hodnota znamená prohloubení polohy upínání, záporná hodnota znamená zvýšení polohy upínání.
7. Výchozí rychlost návratu podpory dílu: Nastavte rychlost návratu podpory dílu po ohybu (vyjádřeno jako procento maximální rychlosti); tato funkce je k dispozici pouze tehdy, je-li stroj vybaven funkcí podpory dílu.
8. Dodatečný úhel podpory dílu: Přidejte dodatečný úhel k jednotce podpory dílu během dekomprese; platí pro systémy vybavené funkcí podpory dílu.
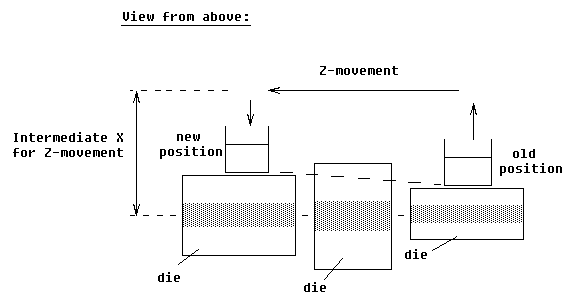
9. Prostřední poloha X pro pohyb osy Z: Definujte bezpečnou polohu osy X během pohybu osy Z, aby nedošlo ke kolizím s formami různých rozměrů.
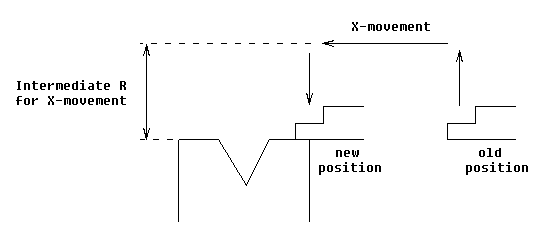
10. Střední poloha osy R pro pohyb ve směru X: Nastavte střední polohu osy R během pohybu ve směru X, aby byl pohyb omezen na bezpečnou zónu formy a zabráněno kolizím.
11. Automatické zobrazení poznámek: V automatickém režimu se při výběru nového kroku ohýbání systém automaticky zobrazí poznámky k tomuto kroku, čímž se zlepší orientace obsluhy a zajiští se konzistence provozu.
Díky výše uvedeným nastavením lze řídicí systém DELEM DA-66T lépe přizpůsobit konkrétním výrobním požadavkům a dosáhnout zároveň zvýšení efektivity i bezpečnosti.
Výpočet výrobního času
V režimu nastavení DELEM DA-66T lze nakonfigurovat následující parametry za účelem optimalizace výpočtu výrobního času ohýbací posloupnosti, aby odhadovaný čas odpovídal skutečnému průběhu operace:
Logika výpočtu výrobního času
Výpočet času výroby závisí především na rychlosti polohování os a na době manipulace s výrobkem. Rychlost polohování os je určena nastavením stroje, zatímco doba manipulace souvisí přímo s rozměry výrobku (zejména s jeho délkou a šířkou) – u malých výrobků je manipulační účinnost vyšší, zatímco obracení velkých pruhových výrobků vyžaduje více času.
Nastavení času obrácení
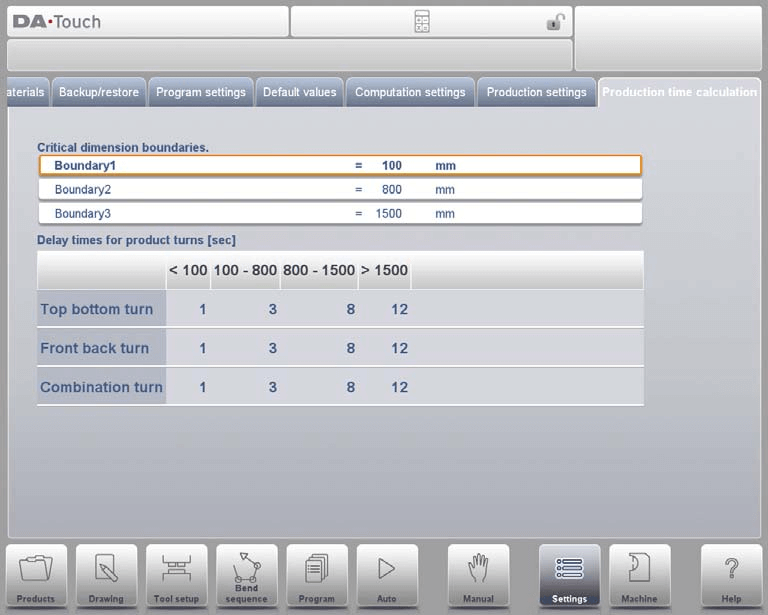
Čas obrácení výrobků různých rozměrů lze nastavit prostřednictvím tabulky (jednotka: sekundy). Tabulka dělí délky výrobků do čtyř intervalů, přičemž každému intervalu odpovídají přednastavené doby pro různé typy obrácení (obrácení shora-dolů, obrácení vpředu-zadu, kombinované obrácení). Současně lze upravit tři hraniční hodnoty délky (Hranice 1, Hranice 2, Hranice 3), aby bylo dosaženo přesného přizpůsobení časů obrácení výrobkům různých rozměrů.
Úpravou těchto parametrů lze výpočet výrobního času lépe přizpůsobit skutečnému provoznímu scénáři a poskytnout tak spolehlivý základ pro sestavení výrobního plánu.
Nastavení času
Nastavení přesného systémového času zajistí úplnou sledovatelnost všech záznamů o provozu stroje a udrží je synchronizované s časovým plánem projektu. Konkrétní nastavitelné možnosti jsou následující:
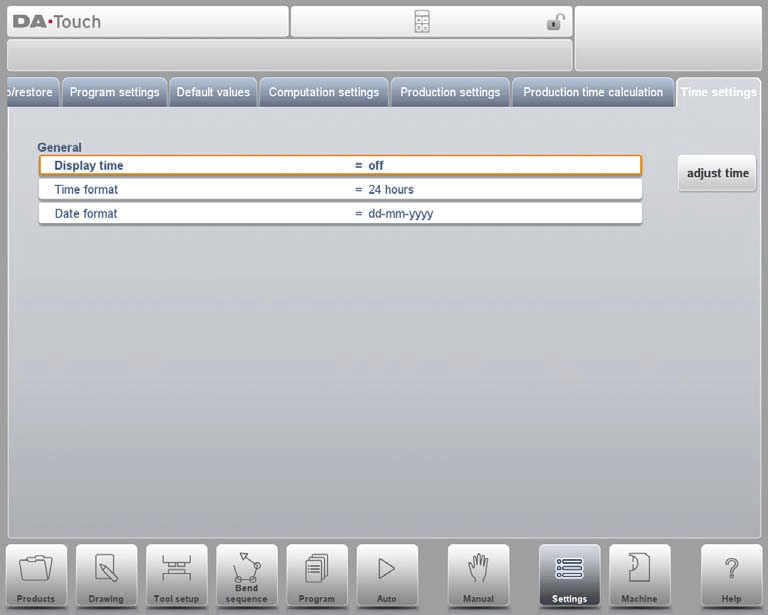
• Zobrazení času: Vyberte formu zobrazení času v titulním řádku (zobrazení data a času, pouze zobrazení času, žádné zobrazení času).
• Formát času: Vyberte formát zobrazení času (24hodinový nebo 12hodinový formát).
• Formát data: Vyberte formát zobrazení data (dd-mm-rrrr, mm-dd-rrrr nebo rrrr-mm-dd).
• Úprava času: Ruční úprava systémového data a času. Tato operace synchronně aktualizuje datum a čas operačního systému Windows.
Často kladené otázky (FAQ)
Může úprava parametrů v režimu nastavení DELEM DA-66T ovlivnit bezpečnost stroje?
Ano. Všechny úpravy parametrů musí přísně odpovídat bezpečnostním normám a pokynům výrobce, aby se předešlo bezpečnostním nehodám způsobeným nesprávným nastavením parametrů, a zajistily, že stroj je vždy v bezpečném provozním stavu.
Jaký je nejlepší způsob přesné kalibrace ohýbacího lisu?
Pro dosažení přesné kalibrace ohýbacího lisu nejprve zajistěte, aby byl stroj umístěn ve vodorovné poloze; poté použijte digitální úhloměr k měření úhlu ohýbacího nástroje a upravte jej podle kalibračních norem uvedených výrobcem.
Jak často je třeba provádět údržbu ohýbacího lisu?
Pravidelná údržba je doporučena každých 500 hodin provozu stroje, včetně kontroly stavu klíčových komponent, čištění povrchu stroje a mazání pohyblivých částí.
Závěr
Stručně řečeno je ovládání režimu nastavení DELEM DA-66T a úprava jeho parametrů klíčovým prvkem optimalizace provozní účinnosti ohýbacího stroje. Díky rozumnému nastavení klíčových parametrů, jako jsou parametry os, parametry nástrojů a bezpečnostní protokoly, lze nejen zaručit přesnost ohýbání a výrobní účinnost, ale také efektivně prodloužit životnost zařízení.
Aby byl plně využit výkonnostní potenciál systému DELEM DA-66T, doporučujeme pravidelně přezkoumávat a aktualizovat příslušná nastavení podle konkrétních výrobních požadavků. Pokud se během provozu setkáte s jakýmkoli dotazem nebo budete potřebovat další podporu, neváhejte kontaktovat náš technický tým. Kromě toho si můžete prohlédnout naše další technické dokumenty, abyste získali další praktické dovednosti pro optimalizaci zařízení.

