















































Jak určit hlavní příčinu opotřebení vodítek ohýbače trubek?
Jak určit hlavní příčinu opotřebení vodítek ohýbače trubek?

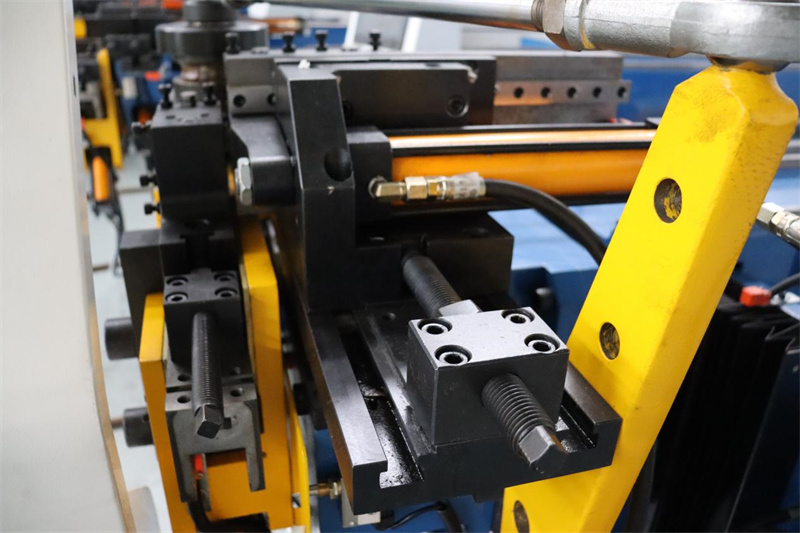
Když se vodící lišty trubkové ohýbačky opotřebí a začnou ovlivňovat přesnost stroje, způsobovat vibrace nebo zvyšovat odpor pohybu ohýbacího vozíku, klesne jak kvalita zpracování výrobků, tak celková výrobní účinnost. Pokud hledáte příčiny předčasného opotřebení vodících lišt a doufáte, že najdete jejich kořenovou příčinu ještě před tím, než problém způsobí vážné ztráty, poskytne vám tento článek praktické pokyny. V následujícím textu systematicky představím běžné projevy opotřebení vodících lišt, metody diagnostiky a přístupy k odstraňování poruch, abych pomohl servisním týmům i obsluhám přesně určit kořenovou příčinu poškození vodících lišt. Díky časném rozpoznání problémů můžete vyhnout se zbytečné výměně dílů, snížit prostoj zařízení a zajistit stabilitu procesu ohýbání.
Jak zjistit, zda se vodící lišty trubkové ohýbačky opotřebují během provozu
1. Pozorujte změny přesnosti během opakovaných ohýbacích procesů
Jedním z prvních typických projevů opotřebení vodítek u ohýbaček trubek je nekonzistence výsledků zpracování. Pokud dochází k výrazným rozdílům v úhlech trubek zpracovaných za stejného programu a stejných technologických parametrů, často to naznačuje, že opotřebení povrchu vodítka ovlivnilo stabilitu pohybu vozíku. Doporučuje se použít digitální úhloměr k porovnání výsledků několika ohýbacích operací. Pokud se odchylka postupně zvyšuje, obvykle to ukazuje na mechanické opotřebení, nikoli na odchylky řídícího systému nebo softwaru.
2. Věnujte pozornost neobvyklým vibracím a hluku.
Vibrace není pouze rušivým jevem během provozu, ale také předzvěstí mechanického poškození. Pokud je povrch vodící lišty opotřebovaný nebo špatně mazaný, vozík se při pohybu nepohybuje hladce, což zvyšuje tření a může vést ke vzniku hluku, stop vibrací na povrchu trubky a dokonce i k lokálnímu přehřátí. Je-li vibrace výraznější za podmínek zatížení, může to souviset s nesprávným zarovnáním vodící lišty nebo poruchou mazacího systému.
3. Ručně posuňte vozík a zkontrolujte odpor při jeho pohybu.
Přepněte do ručního režimu a pomalu tlačte vozík, abyste pocítili, zda se pohybuje hladce. Pokud narazíte na zaseknutí, nerovnoměrný odpor nebo lokální zastavení, obvykle to naznačuje poškození povrchu vodící lišty nebo její kontaminaci částicemi. Za normálních podmínek by se vozík měl pohybovat hladce i při malé vnější síle.
Jak diagnostikovat mechanické příčiny opotřebení vodící lišty u ohýbače trubek

1. Odchylka zarovnání mezi rámem a vodítkem.
Špatné zarovnání je běžnou příčinou abnormálního opotřebení vodítka. Pokud nejsou vozík a vodítko ve směru pohybu dokonale kolmé, zatížení se soustředí na jednu stranu nebo na lokalizovanou oblast vodítka, což vede k nerovnoměrnému opotřebení, projevujícímu se jednostrannými vrypy, škrábanci nebo zkosenými vzory opotřebení.
Řešení: Pomocí ručního ukazatelového měřidla zkontrolujte zarovnání vodítka a vozíku, postupně upravujte upevňovací šrouby vodítka a průběžně sledujte odchylku. Všimněte si, že nikdy nesmíte provádět zarovnání za zatížení, protože to může způsobit strukturální napětí a zhoršit opotřebení.
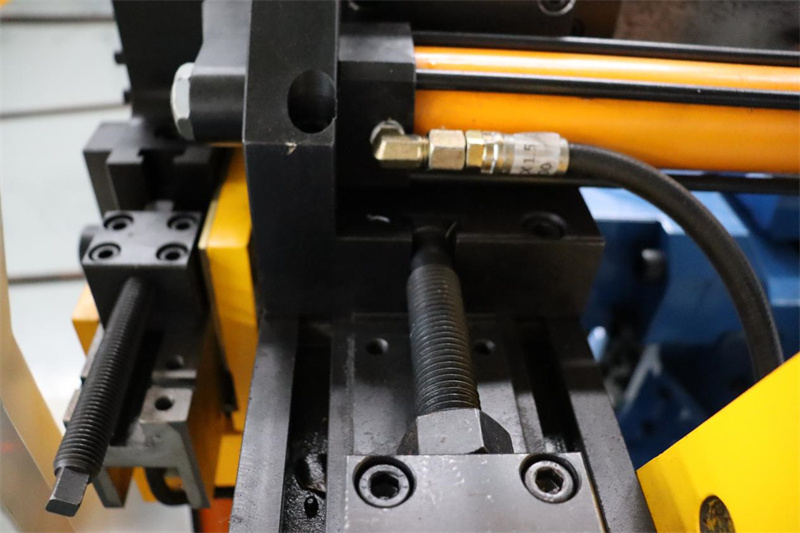
2. Porucha mazacího systému nebo nesprávné použití
Normální provoz vodítka závisí na nepřetržitém a dostatečném mazání. Ucpání mazacích potrubí, nestabilní přívod oleje nebo použití nevhodných maziv vedou ke kontaktu kovových povrchů, čímž se opotřebení rychle zrychlí.
Řešení: Doporučuje se týdně kontrolovat mazací systém, aby byl zajištěn nepřerušovaný tok oleje. Používejte speciální mazivo vhodné pro komponenty lineárního pohybu a vyhýbejte se použití běžného tuku. V případě potřeby proveďte testy průtoku, abyste ověřili rovnoměrnost dodávky oleje ke každému mazacímu bodu.
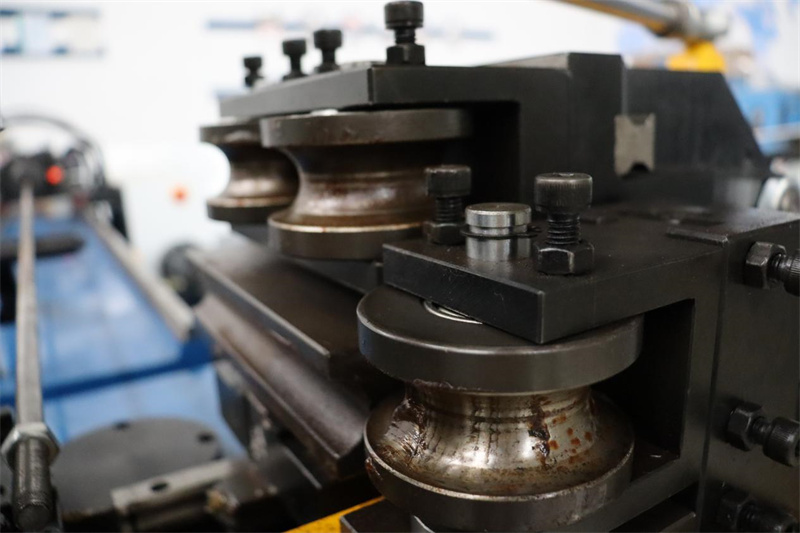
3. Vniknutí kovového prachu nebo nečistot
Během ohýbání trubek může docházet k tření mezi trubkou a tvarem, čímž vznikají kovové piliny nebo jiné částice. Pokud se tyto nečistoty usadí na povrchu vodící lišty a nebudou včas odstraněny, působí jako abrazivní prostředek a urychlují opotřebení vodící lišty.
Řešení: Doporučuje se instalovat ochranné kryty na vodící lišty a zavést pravidelný graf údržby čištění. K čištění používejte suchý hadřík a vyhýbejte se vodě, aby nedošlo k korozí. Při zpracování feromagnetických materiálů zvažte přidání magnetického sběrného zařízení za účelem snížení rozptýlení kovového prachu.
4. Nerovnoměrné rozložení zátěže
Pokud operátoři při instalaci nezachovají potrubí ve vodorovné poloze nebo nedosáhnou účinné podpory dlouhých potrubí, vedoucí lišty budou namáhány dodatečnými krouticími silami místo lineárního zatížení, které bylo v návrhu předpokládáno, což vede k nerovnoměrnému opotřebení.
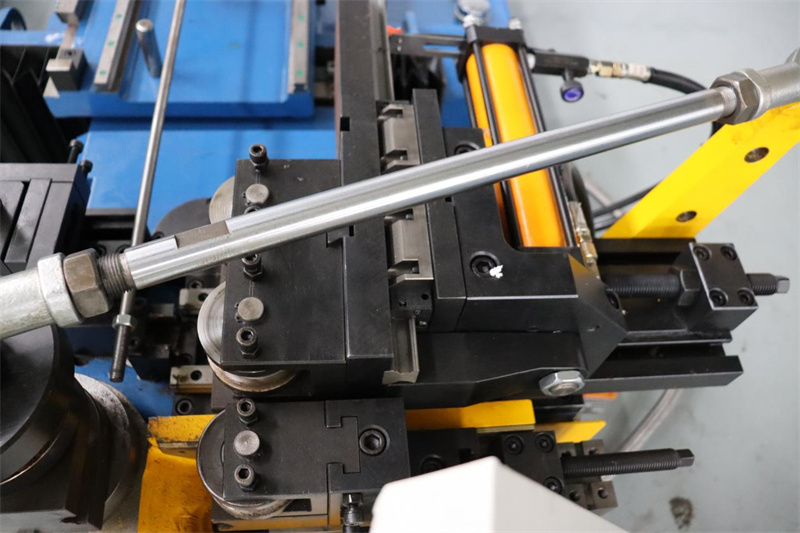
Řešení: Zintenzivnit školení operátorů, aby zajistili stabilní umístění potrubí před jeho ohýbáním. U dlouhých potrubí lze nainstalovat pomocné podpůrné zařízení. U zařízení provozovaných po dlouhou dobu za vysokého zatížení se doporučuje znovu posoudit nosnou kapacitu vedoucích lišt a v případě potřeby aktualizovat jejich specifikace.
Jak oddálit opotřebení vedoucích lišt prostřednictvím pravidelné údržby
Doporučení pro plán kontrol
Týdně: Vizuální kontrola stavu vedoucích lišt a odstranění povrchového nečistoty.
Měsíčně: Kontrola funkce mazacího systému.
Čtvrtletně: Komplexní kontrola zarovnání a přesnosti.
Ročně: Pozvat odborníky k provedení celkového hodnocení systému.
Reference k frekvenci mazání
Použití za lehkého zatížení: Jednou za dva týdny
Střední zátěž: Jednou týdně
Průběžná těžká zátěž: Každé 3 až 4 dny
Školení obsluhy je nezbytné
Mnoho případů opotřebení vodítek má za příčinu nesprávné zvyklosti při provozu nebo nedostatečnou komunikaci mezi směnami. Doporučuje se vypracovat jasné provozní postupy, standardizovat proces navažování trubek a zaznamenávat stav zařízení při předávání směny. Noví obsluhovatelé by měli rovněž absolvovat systematické školení, aby získali ovládnutí správných provozních metod.

Vědecky podloženou kontrolou, přesnou diagnostikou a standardizovanou pravidelnou údržbou lze efektivně prodloužit životnost vodítek trubkové ohraňovačky a zajistit tak přesnost zpracování a provozní stabilitu zařízení.

