















































Какво можете да настройвате в режима за настройки DELEM DA-66T?
Съдържание
• Въведение в режима на настройки на системата за управление
• Опции за параметри
• Програмни материали с техните свойства
• Функции за резервно копиране/възстановяване
Резервно копиране на продукт
Възстановяване на продукт
Резервно копиране на инструмент
Възстановяване на инструмент
Резервно копиране и възстановяване на таблици и настройки
• Навигация в директорията
• Настройки на програмата
• Настройки на подразбираните стойности
• Настройки на изчисленията
• Производствени настройки
• Изчисляване на производственото време
• Времеви настройки
• Често задавани въпроси (ЧЗВ)
• Заключение
При работа с управляващата система DELEM DA-66T задълбоченото разбиране на различните регулируеми функции в нейния режим „Настройки“ е от решаващо значение за подобряване на производителността и експлоатационната ефективност на гънна преса. Ако проявявате интерес към персонализираните конфигурации, налични в този режим „Настройки“, в настоящата статия подробно се анализират основните елементи за настройка, за да ви помогнем точно да оптимизирате параметрите на гънната преса и да максимизирате производствената ефективност.
Въведение в режима „Настройки“ на управляващата система
Докосването на бутона „Настройки“ в навигационната лента превключва управляващата система в режим „Настройки“. Всички функции в този режим са логично категоризирани в различни карти, като по-нататък ще бъдат описани подробно конкретните настройки за всяка карта.
Режимът за настройки DELEM DA-66T служи като всеобхватен център за управление, който позволява на операторите гъвкаво да конфигурират различни параметри на машината, за да се адаптират към разнообразни експлоатационни изисквания, като едновременно с това гарантира, че точността при огъване винаги се поддържа на идеално ниво. Това е основен функционален модул, който осигурява стабилност на производствения процес.
Опции за параметри
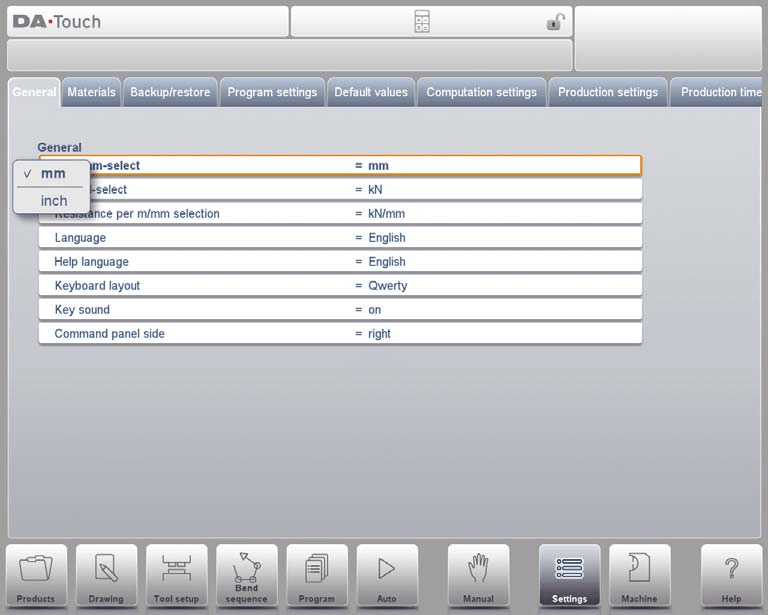
След избора на необходимия раздел щракнете върху параметъра, който трябва да бъде променен, за да направите корекциите. Ако параметърът е числена или алфанумерична стойност, системата автоматично ще изведе клавиатура, за да въведете желаната стойност. Конкретните настройвани опции са следните:
• Избор на инч/мм: Лесно превключване между мерните системи, за да отговаряте на изискванията на проекта.
• Избор на тон/kN: Изберете единицата за измерване на силата, която най-добре отговаря на експлоатационните спецификации, за да се гарантира точността на данните.
• Избор на съпротивление на метър/мм: Персонализиране на параметрите за съпротивление според характеристиките на обработваните материали и технологичните изисквания.
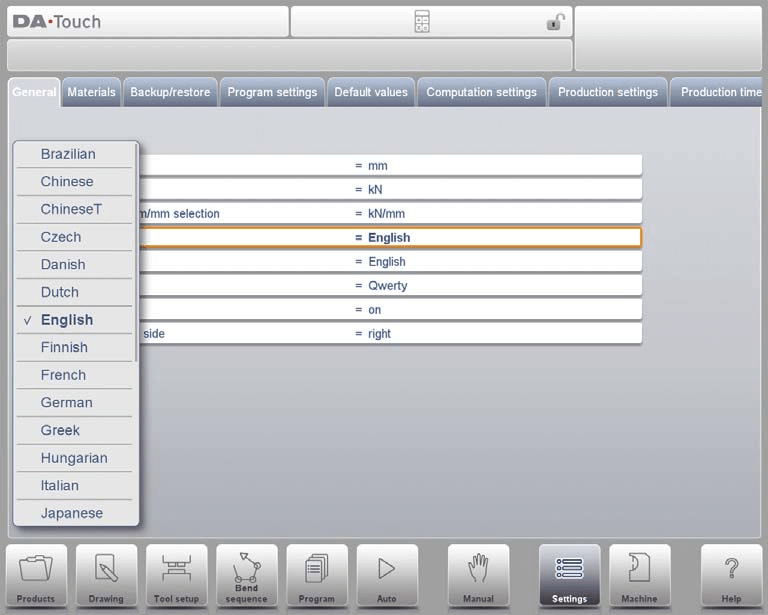
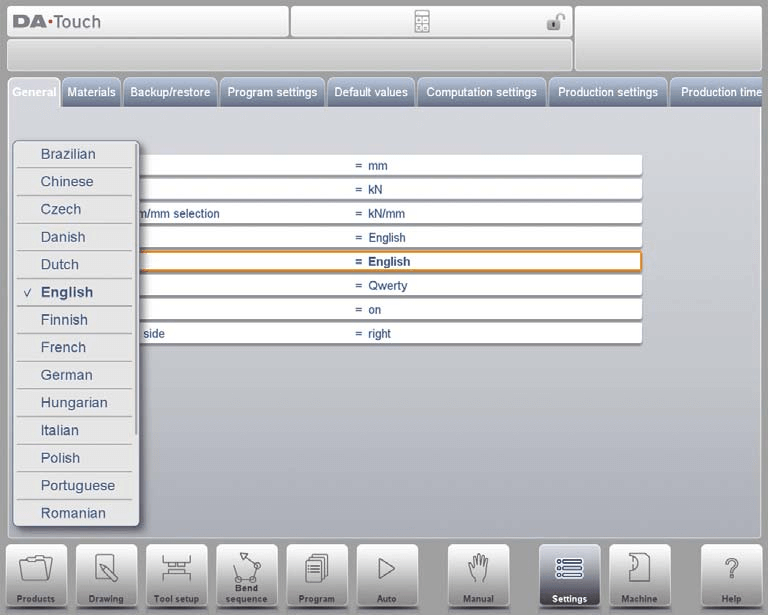
• Език: Изберете предпочитания език за операционния интерфейс, за да подобрите удобството при работа.
• Език на помощта: Задайте езика за изобразяване на документацията за помощ, за да подпомогнете съвместната работа на международни екипи.
• Разположение на клавиатурата: Персонализирайте разположението на клавиатурата, за да съответства на навиците ви при работа и да повишите ефективността на въвеждането.
• Звукови сигнали при натискане на клавиши: Включете или изключете звуковите сигнали при натискане на клавиши, за да получавате аудиообратна връзка по време на работа.
• Страна на командния панел: Настройте параметрите за изобразяване, за да оптимизирате достъпа до командния панел.
Програмни материали с техните свойства
В този раздел могат да се програмират материали и техните свойства. Можете да редактирате съществуващи материали, да добавяте нови материали или да изтривате излишни материали. Системата за управление може да предварително зададе параметри за до 99 материала.
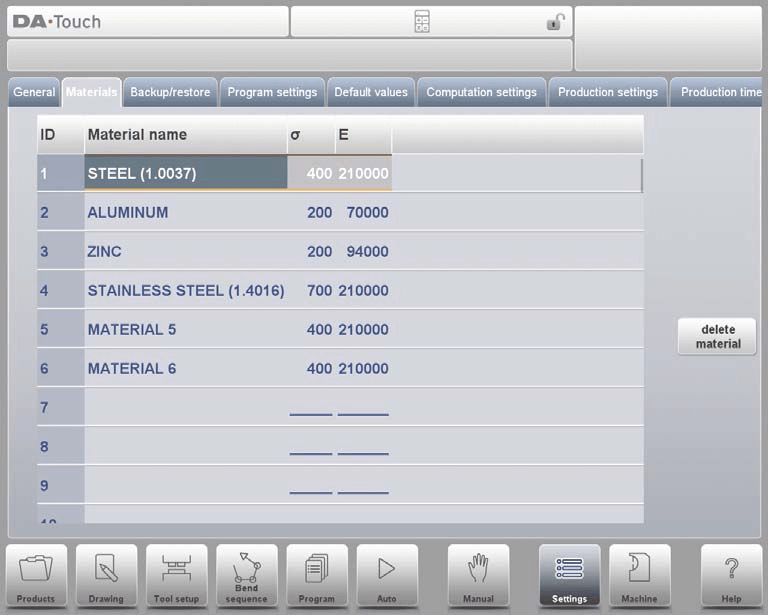
Всеки материал включва три основни свойства, които могат да се преглеждат и редактират:
• Име на материала: Ясно идентифицира типа материал, за да осигури ясна етикетирана маркировка за технологичния процес.
• Осева здравина: Въведете точни стойности за осевата здравина, които са ключови параметри за осигуряване на точността на операциите по огъване.
• Модул на еластичността (модул E): Укажете модула на еластичността на материала, за да се гарантира, че обработката на материала от машината отговаря на изискванията към физичните му свойства.
Материалите първоначално се показват подредени по номер на материала (ID). Щракването върху заглавието на колоната позволява подреждане по всеки параметър във възходящ или низходящ ред. За да промените съществуващ материал, просто изберете целевия материал и редактирайте параметрите директно; за да изтриете материал, изберете съответния ред и използвайте функцията „Изтриване на материал“; за да добавите нов материал, изберете празен ред и въведете съответните параметри, за да завършите програмирането.
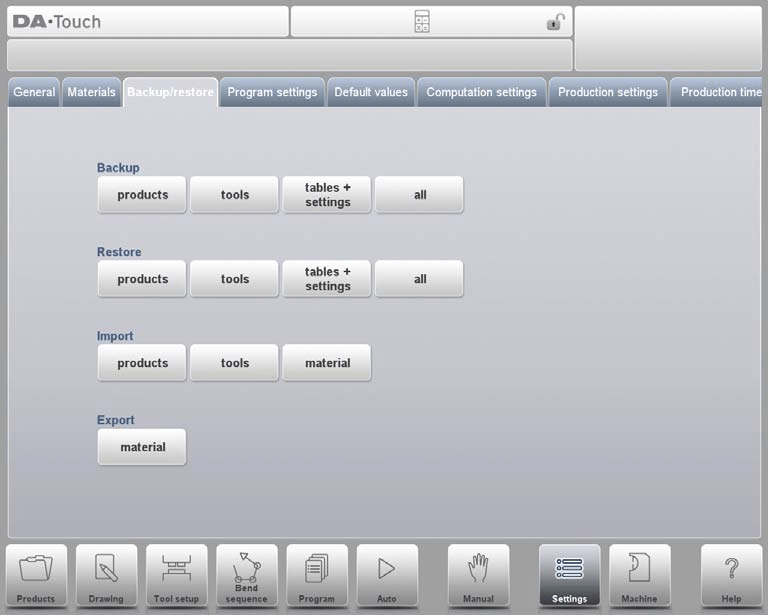
Функции за архивиране/възстановяване
Режимът за настройки DELEM DA-66T предоставя изчерпателни функции за резервно копиране и възстановяване, поддържащи резервното копиране и възстановяването на данни за продукти, инструменти, настройки и таблици. Съвместим е и с импортирането на данни за продукти и инструменти от по-стари модели контролери.
Процесите за резервно копиране и възстановяване на инструменти и продукти са еднакви и приложими за всички носители за резервно копиране (например мрежово хранилище, USB флеш устройства и др.). Директорията за резервно копиране се състои от устройство за съхранение (USB флеш устройство, мрежа) и конкретна папка. Можете гъвкаво да избирате според свързаните устройства. При нужда можете да създадете или да посочите целева папка, а пътищата за резервно копиране на продукти и инструменти могат да се задават независимо един от друг.
Резервно копиране на продукт
Изберете „Продукти“ от основното меню „Резервно копиране“, за да започнете процеса на резервно копиране на програмата за продукти.

След задаване на началната директория за резервно копиране ще влезете в интерфейса за резервно копиране на продукти. Основните функции са следните:
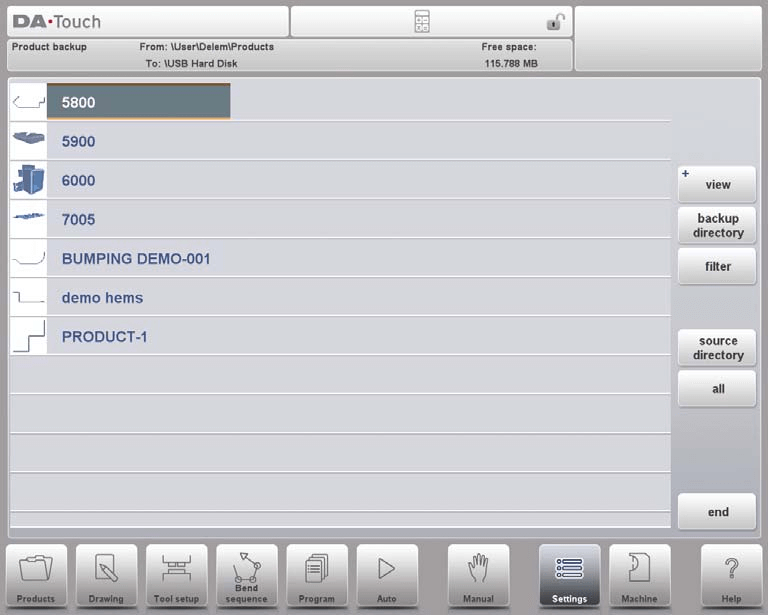
• Показване на текущото местоположение: Текущият път към изходния файл и целевият път за резервно копие се показват ясно в горната част на интерфейса.
• Резервно копиране на отделен продукт: Кликнете, за да изберете целевия продукт; системата ще покаже маркер за резервно копиране, за да потвърди операцията; ако в пътя за резервно копиране вече съществува файл със същото име, ще се появи подсказка, която ще попита дали да бъде заменен.
• Пакетно резервно копиране на всички продукти: Използвайте опцията „Всички“, за да извършите пакетно резервно копиране на всички продукти с един клик.
• Промяна на директорията: Настройте пътя към изходната директория, в която се намира продуктът, чрез „Изходна директория“, и изберете местоположението за съхранение на резервното копие чрез „Директория за резервно копиране“, за да улесните бързо навигиране до целевата папка.
Възстановяване на продукт
Изберете „Продукти“ от основното меню „Възстановяване“.

След задаване на началната директория за възстановяване ще влезете в интерфейса за възстановяване на продукти. Процесът на операцията е следният:
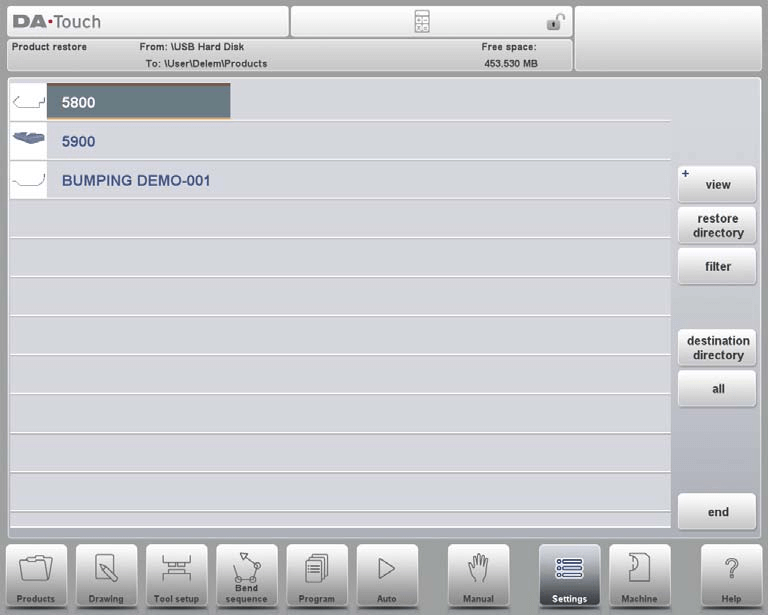
• Преглед и избор на продукти: Съгласно логиката на работа на режима „Продукти“ можете удобно да преглеждате продуктите в избраната директория и да избирате файловете, които ще бъдат възстановени. Текущият източник и целевата папка за възстановяване се показват в горната част на интерфейса.
• Потвърждение на възстановяването: Кликнете, за да изберете продукта, който ще бъде възстановен. Ако в целевата папка вече съществува файл със същото име, системата ще изведе съобщение за потвърждение дали да бъде заменен.
• Настройка на директориите: Променете източника на файла за възстановяване чрез „Директория за възстановяване“ и посочете мястото за съхранение след възстановяването чрез „Целева директория“.
Накратко, режимът за настройки DELEM DA-66T предоставя ефективни и удобни инструменти за управление и възстановяване на данни за продукти, като осигурява сигурността на производствените данни.
Резервно копиране на инструмент
Изберете „Инструменти“ от основното меню „Резервно копие“.
След задаване на началната директория за резервно копиране ще влезете в интерфейса за резервно копиране на инструментите. Таза функция позволява резервно копиране на инструментите в системата за управление (включително перфоратори, матрици или параметри на формата на машината), а процесът на изпълнение е същият като при резервното копиране на продукти.

Възстановяване на инструмент
Процесът на възстановяване на инструментите е напълно идентичен на този за възстановяване на продукти и следва същата логика за задаване на директория, избор на файлове и потвърждение, за да се осигури бързо възстановяване на данните за инструментите.
Резервно копиране и възстановяване на таблици и настройки
Чрез раздела „Резервно копиране/Възстановяване“ можете да управлявате потребителските настройки и таблични данни, като операционната логика е същата като при резервното копиране/възстановяване на продукти и инструменти. Функцията „Всички“ автоматично изпълнява пълен набор от операции за резервно копиране или възстановяване на продукти, инструменти, таблици и настройки по поредност, което опростява процеса на групово управление на данните.
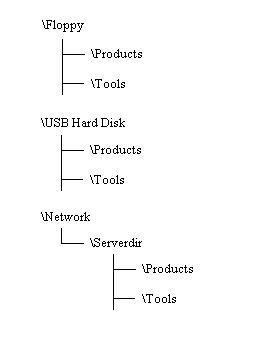
Навигация по директории
При използване на функцията „Резервно копие на директория“ системата ще покаже списък с наличните директории за резервно копиране. В интерфейса за навигация по директории могат да се извършват следните операции:
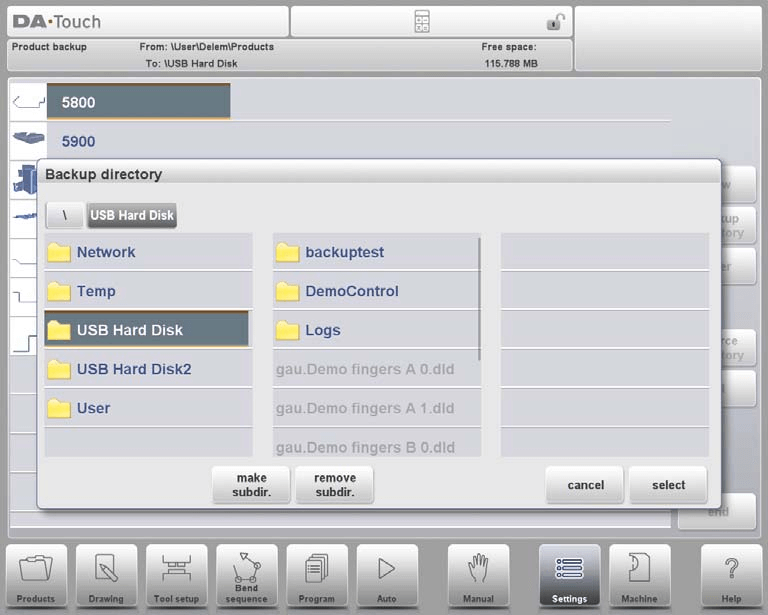
• Йерархична навигация: Кликнете върху точковия символ, за да разгънете поддиректориите, и се върнете към директорията от по-високо ниво чрез опцията „РОДИТЕЛСКА“; кликнете върху „Избери“, за да потвърдите текущата директория.
• Превключване между устройства: Непрекъснато кликайте върху „РОДИТЕЛСКА“, докато стигнете до кореновата директория, за да изберете други устройства за съхранение и съответните им поддиректории; за устройства, свързани към мрежа, първо трябва да изберете „Мрежа“, а след това — целевия мрежов том, като прилагате същата логика на операции, както и за другите устройства.
• Управление на директории: Създайте нова папка чрез „Създай поддиректория“, а излишните папки премахнете чрез „Премахни поддиректория“; кликнете върху името на поддиректорията, за да влезете в нея, и най-накрая потвърдете целевата директория чрез „Избери“.
Настройки на програмата
Разумната конфигурация на различните параметри в настройките на програмата може значително да подобри точността на огъването. Конкретните опции за настройка са следните:
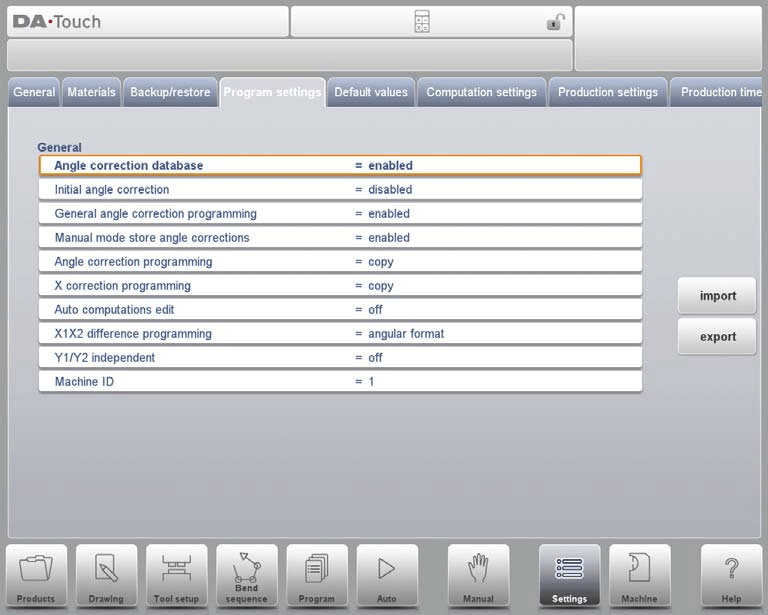
• База данни за корекция на ъгъла: След активиране може да се създаде специализирана база данни за корекция на ъгъла, за да се осъществява непрекъснато подобряване на точността на огъването.
• Начална корекция на ъгъла: Задаване на параметрите за начална корекция на ъгъла според изискванията на проекта.
Изключено: Началната корекция на ъгъла не може да се програмира.
Включено: Началната корекция на ъгъла може да се програмира във всички прегледи за корекция.
• Програмиране на обща корекция на ъгъла: Персонализиране на глобалните параметри за корекция на ъгъла, за да се гарантира последователност при изпълнение.
Изключено: Функцията за обща корекция на ъгъла липсва.
Включено: Само G-corr. α1 (стандартна настройка).
α1 и α2: Поддържат двупараметрова корекция с G-corr. α1 и G-corr. α2.
• Ръчен режим – запаметяване на корекции на ъгъла: Запаметяване на данните за корекция на ъгъла по време на ръчни операции за справка при последващи операции.
• Програмиране на корекция на ъгъла: Задаване на усъвършенствани параметри за корекция на ъгъла за сложни проектни изисквания.
• Програмиране на корекция по X: Финна настройка на параметрите за корекция по X-ос, за да се осигури точност при огъването.
Копиране: Автоматично синхронизиране с CX2 при промяна на CX1 (подразбирана настройка).
Делта: Запазване на разликата между CX1 и CX2 неизменна при промяна на CX1.
Независимо: Параметрите CX1 и CX2 могат да се променят независимо един от друг.
• Редактиране на автоматични изчисления: Автоматизиране на процеса на изчисление, за да се намалят грешките при ръчно опериране; това може да повлияе и върху стойностите на други свързани параметри.
• Програмиране на разликата X1/X2: Задаване на желаната разлика в програмирането между X1 и X2. Ако машината е оборудвана с две независими X-оси (X1 и X2) и е инсталирана опцията OP-W-X@, стойностите на X1 и X2 могат да се програмират според ъгловата им зависимост.
• Независими Y1/Y2: Конфигуриране на параметри за независима работа на Y-ос, за подобряване на оперативната гъвкавост.
Изключено: Програмиране в режим с единична Y-ос (подразбирана настройка).
Включено: Параметрите Y1 и Y2 могат да се програмират независимо.
• Идентификационен номер на машината: Подразбираемата стойност е 1, която може да се коригира според действителната конфигурация на оборудването.
Подразбирани стойности
Настройките на подразбираните стойности гарантират, че машината може бързо да влезе в работно състояние след стартиране, намалявайки необходимостта от повтарящи се ръчни настройки. Конкретните параметри, които могат да се конфигурират, са следните:
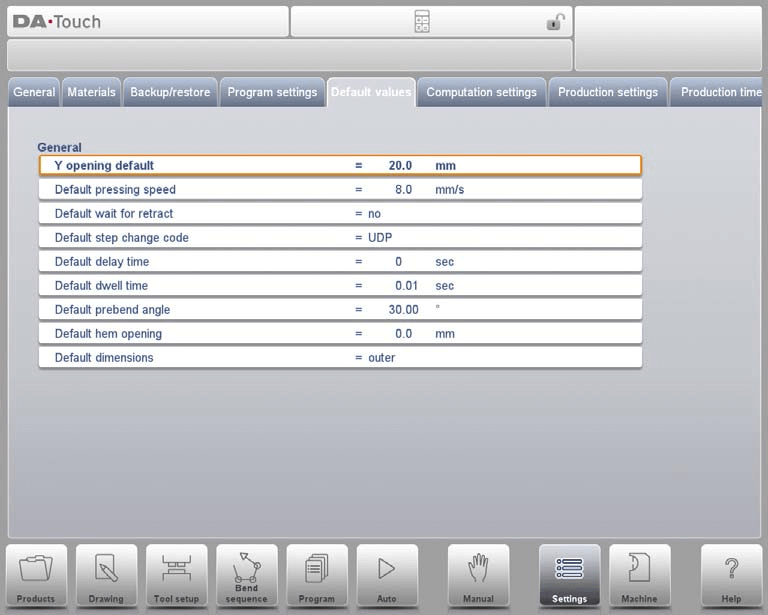
1. Подразбирано отваряне по Y-ос: Задава размера на отварянето по Y-оса по време на инициализация на програмата.
2. Подразбирана скорост на натискане: Предварително задава началната скорост на натискане за нови програми.
3. Подразбирано „Чакане за връщане": Настрава началното състояние на параметъра „Чакане за връщане“, който влияе върху логиката на работа на програмата за гънене. Подразбираната стойност е „Да“.
4. Подразбиран код за промяна на стъпка: Задава началния код за промяна на стъпка в програмата за гънене; по подразбиране се използва „UDP“.
5. Време по подразбиране за забавяне: Регулира времето на изчакване по оста X по време на стъпкови промени. Стойността по подразбиране е 0 и може да се удължи според изискванията за обработка на материала.
6. Време по подразбиране за задържане: Предварително задава началното време за задържане по време на процеса на огъване.
7. Начален ъгъл на предварително огъване по подразбиране: Задава началния ъгъл на предварително огъване за графичните продукти.
8. Отвор на фланец по подразбиране: Задава началното разстояние за позициониране на гредата при операции по формиране на фланец. Стойността по подразбиране е 0,00 мм (т.е. няма зазор между фланците).
9. Размери по подразбиране: Предварително задава референтните размери (външни или вътрешни размери) на чертежа на графичния продукт, което директно влияе върху логиката за изчисляване на параметъра „Размери (D1)“.
Чрез настройка на горепосочените параметри по подразбиране конфигурацията при стартиране на машината може да се персонализира според конкретните производствени изисквания, за да се повиши ефективността на експлоатацията.
Настройки за изчисления
В режима за настройки DELEM DA-66T могат да се коригират следните параметри, за да се промени логиката на изчисление, свързана с прираството при огъване, което допълнително гарантира точността при огъване:
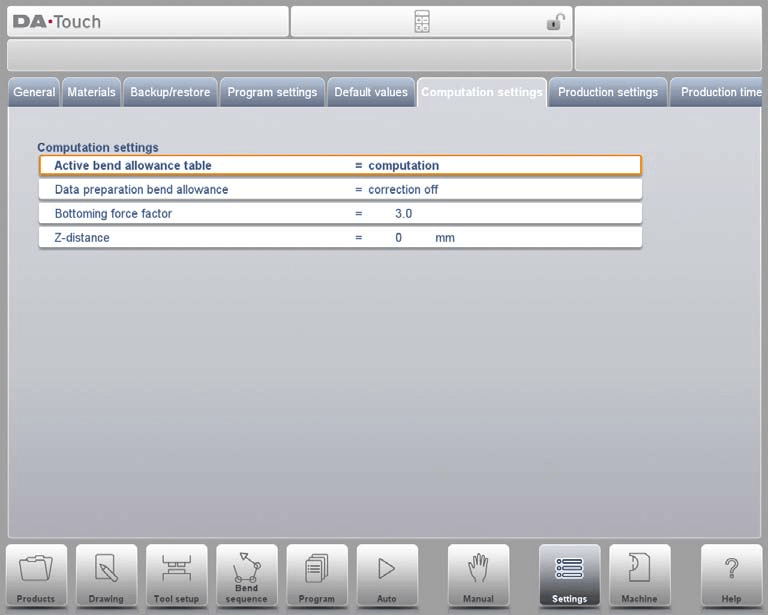
Активна таблица за прираството при огъване
• Режим на изчисление: Използва се стандартната формула на системата за управление за автоматично изчисляване на прираството при огъване.
• Табличен режим: Ако е импортирана таблица за прираството при огъване, корекциите могат да се извършват въз основа на предварително зададени стойности.
Корекция на прираството при огъване
• Корекция изключена: При числовото програмиране не се добавя прираст при огъване.
• Корекция включена: Прираството при огъване ще бъде включено в изчисленията по време на програмирането на продукта (в режим „Програма“). Системата автоматично изчислява и съхранява параметрите за корекция на осите, които могат да се преглеждат и коригират в производствения режим (автоматичен режим).
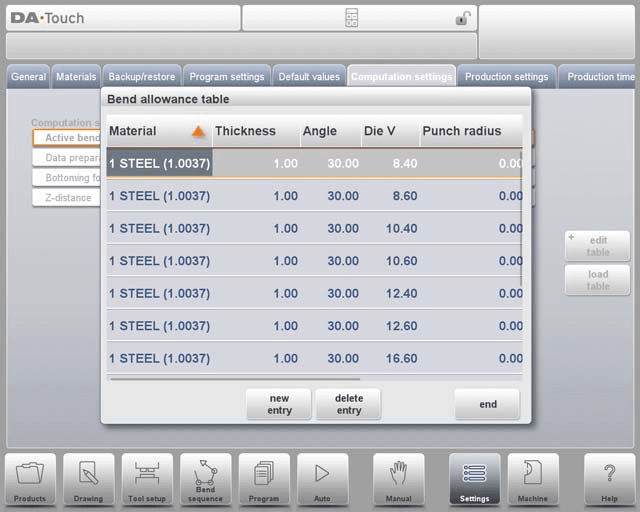
В интерфейса „Настройки за изчисления“ различните параметри могат да се коригират в табличен вид: изберете целевото поле, въведете новата стойност и натиснете клавиша Enter, за да завършите промяната. Трябва да се отбележи, че таблицата може да се редактира само след като е заредена в системата за управление, а нови таблици временно не могат да се създават чрез това меню.
За да заредите съществуваща таблица за поправка при огъване, можете да навигирате до целевия файлов път чрез функцията „Зареждане на таблица“. За подробно описание на таблицата за поправка при огъване вижте официалното ръководство на DELEM.
Основни регулируеми параметри
1. Коефициент на силата за дъно-огъване: Регулира множителя на силата, необходима за огъване във въздуха, за постигане на целевата сила за дъно-огъване.
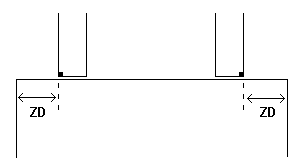
2. Z-разстояние: Задава разстоянието между ръба на пръста и ъгъла на листа. Ако е инсталирана автоматична Z-ос, системата автоматично изчислява позиционирането на пръста според положението на края на листа.
Производствени настройки
В режима за настройки DELEM DA-66T операторите могат гъвкаво да коригират следните параметри, за да оптимизират процеса на огъване, като постигнат баланс между ефективността и безопасното изпълнение:
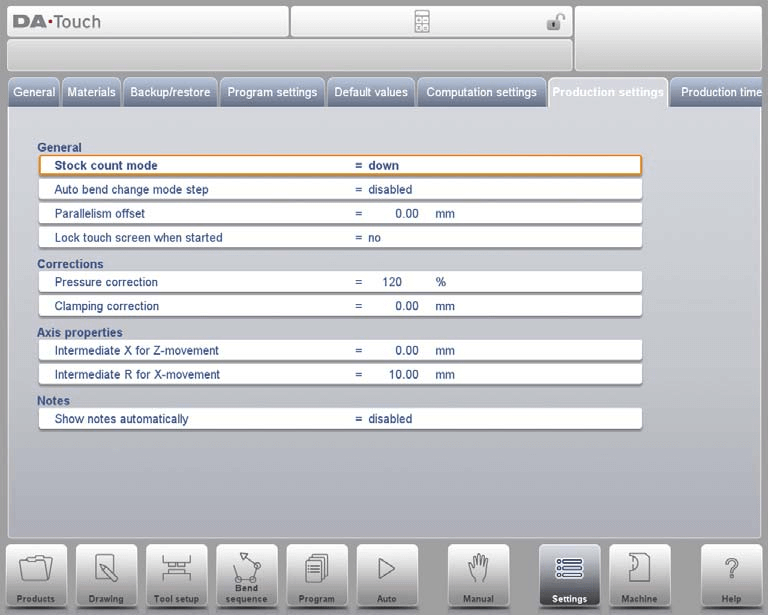
1. Режим на брояч на заготовките: Настройка на посоката на броене на брояча на заготовките (инкрементно или декрементно). Декрементното броене е подходящо за изпълнение на предварително зададени производствени цели, докато инкрементното броене осигурява реалновременно проследяване на производствения напредък.
2. Стъпка за автоматично превключване на огъването: След активиране на стъпковия режим натиснете бутона „Старт“ и системата автоматично ще зареди следващия набор от параметри за огъване, за да се осигури непрекъснато функциониране.
3. Отклонение на успоредността: Задаване на стойността за успоредност на хода по оста Y. Тази стойност влиза в сила под точката на стягане и се прибавя към параметъра Y2, за да се гарантира успоредността при огъването.
4. Блокиране на сензорния екран при стартиране: След активиране сензорният екран се блокира, когато контролерът е в работен режим, за да се предотвратят промени в параметрите поради случайна операция.
5. Корекция на налягането: Регулиране на процентната стойност на изчисленото налягане на клапаните за налягане, за да се осигури точното прилагане на налягане.
6. Корекция на стягането: Калибриране на позицията на стягане на гредата, за да се гарантира сигурно фиксиране на листа. Положителна стойност означава задълбочаване на позицията на стягане, а отрицателна стойност – повдигане на позицията на стягане.
7. Стандартна скорост на връщане на подпората за детайла: Задаване на скоростта на връщане на подпората за детайла след огъване (изразена като процент от максималната скорост); налична само когато машината е оборудвана с функция за подпора на детайла.
8. Допълнителен ъгъл на подпората за детайла: Добавяне на допълнителен ъгъл към подпорния блок за детайла по време на разтоварване; приложимо за системи, оборудвани с функция за подпора на детайла.
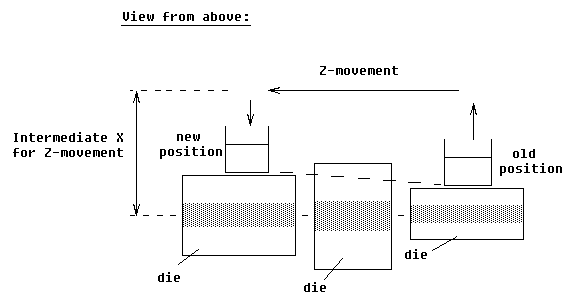
9. Междинна X-позиция при Z-движение: Дефиниране на безопасната позиция на X-оската по време на движение по Z-оската, за да се избегнат сблъсъци с форми с различни размери.
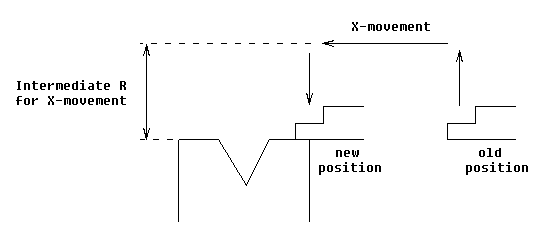
10. Междинно положение на оста R при движение по оста X: Задаване на междинното положение на оста R по време на движение по оста X, за да се гарантира движението в безопасната зона на формата и да се предотвратят сблъсъци.
11. Автоматично показване на бележките: В автоматичен режим, когато се избере нова стъпка на огъване, системата автоматично показва бележките за тази стъпка, което подобрява разпознаването от оператора и осигурява последователност при изпълнението.
Чрез горепосочените настройки DELEM DA-66T може да бъде по-добре адаптиран към конкретните производствени изисквания, постигайки двойно подобряване както на ефективността, така и на безопасното изпълнение.
Изчисляване на производственото време
В режима за настройки на DELEM DA-66T могат да бъдат конфигурирани следните параметри, за да се оптимизира изчисляването на производственото време за последователността на огъване и да се гарантира, че оценката на времето точно отговаря на действителния процес на работа:
Логика за изчисляване на производственото време
Изчисляването на времето за производство зависи предимно от скоростта на позициониране по осите и времето за обработката на продукта. Скоростта на позициониране по осите се определя от настройките на машината, а времето за обработка е директно свързано с размерите на продукта (особено дължината и ширината) — по-малките продукти имат по-висока ефективност при обработката, докато операцията по преобръщане на големи лентовидни продукти изисква повече време.
Конфигурация на времето за преобръщане
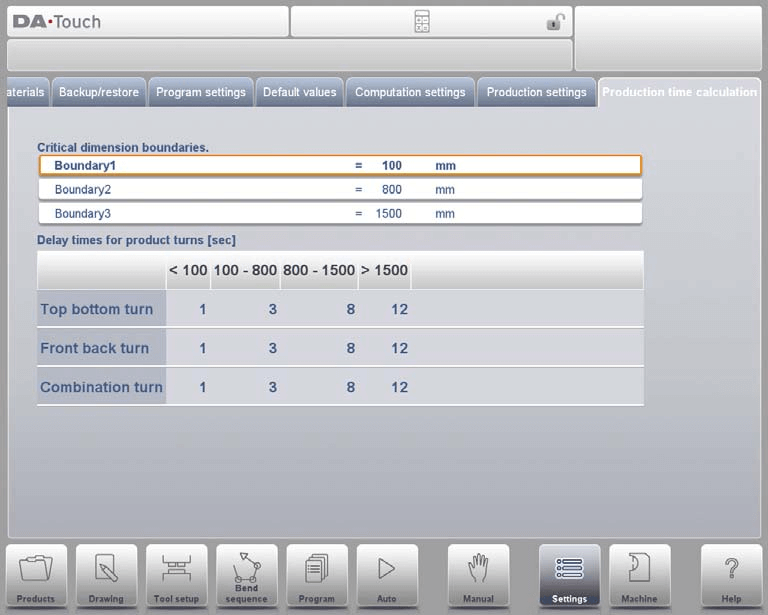
Времето за преобръщане на продукти с различни размери може да се зададе чрез таблица (единица: секунди). Таблицата разделя дължините на продуктите на четири интервала, като всеки интервал съответства на предварително зададени времена за различните типове преобръщане (преобръщане отгоре-отдолу, преобръщане отпред-отзад, комбинирано преобръщане). Едновременно с това трите гранични стойности за дължина (Граница 1, Граница 2, Граница 3) могат да бъдат персонализирани, за да се постигне точна адаптация на времето за преобръщане към продукти с различни размери.
Чрез настройка на тези параметри изчисляването на времето за производство може да отговаря по-точно на реалните условия на експлоатация и да осигури надеждна основа за съставяне на производствения план.
Настройки на времето
Конфигурирането на точното системно време гарантира пълната проследимост на всички записани операции на машината и поддържа синхронизацията им с графиката на проекта. Конкретните настройки са следните:
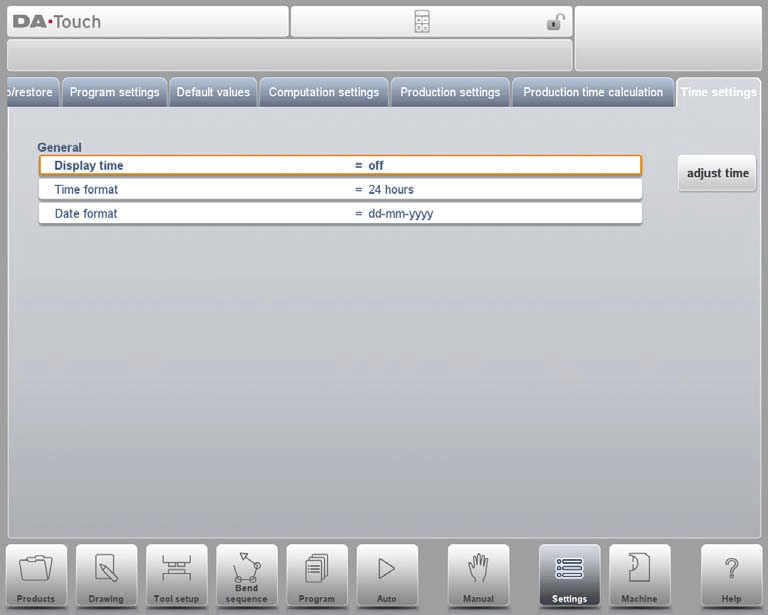
• Показване на времето: Изберете формата за показване на времето в заглавната лента (показване на дата и час, само показване на час или изключване на показването на времето).
• Формат на времето: Изберете формата за показване на часа (24-часов формат или 12-часов формат).
• Формат на датата: Изберете формата за показване на датата (дд-мм-гггг, мм-дд-гггг или гггг-мм-дд).
• Коригиране на времето: Ръчно променете системната дата и час. Тази операция ще синхронно актуализира датата и часа в операционната система Windows.
Често задавани въпроси (FAQ)
Може ли настройката на параметри в режима DELEM DA-66T Settings да повлияе на безопасната експлоатация на машината?
Да. Всички настройки на параметрите трябва стриктно да съответстват на стандартите за безопасност и насоките на производителя, за да се избегнат инциденти, причинени от неправилни настройки на параметрите, и да се гарантира, че машината винаги работи в безопасно състояние.
Какъв е най-добрият начин за точна калибрация на гънката преса?
За постигане на точна калибрация на гънката преса първо се уверете, че машината е поставена хоризонтално; след това използвайте цифров ъгломер за измерване на ъгъла на гънковия матриц и я нагласете според стандартите за калибрация, предоставени от производителя.
Колко често трябва да се извършва поддръжка на гънката преса?
Рутинната поддръжка се препоръчва на всеки 500 часа работа на машината, включващо проверка на състоянието на основните компоненти, почистване на повърхността на машината и смазване на подвижните части.
Заключение
В заключение, професионалното овладяване на работата и настройките на режима за параметри на DELEM DA-66T е ключов елемент за оптимизиране на експлоатационната ефективност на гънепреса. Чрез разумно конфигуриране на основни настройки като параметри на осите, параметри на инструментите и протоколи за безопасност не само се гарантира точността при гънене и производствената ефективност, но също така се удължава ефективно срокът на експлоатация на оборудването.
За да се използва напълно потенциалът на DELEM DA-66T, препоръчва се редовно да се преглеждат и актуализират съответните настройки според конкретните производствени нужди. Ако възникнат въпроси или се нуждаете от допълнителна помощ по време на експлоатацията, моля, свържете се свободно с нашия технически екип. Освен това можете да се обърнете към другите ни технически документи, за да придобиете повече практически умения за оптимизиране на оборудването.

