















































Ръководство за оптимална работа на Z-осевия контролер DELEM DA53T/DA58T
Ръководство за оптимална работа на Z-осевия контролер DELEM DA53T/DA58T
Неправилната конфигурация на контролера на Z-ос DELEM DA53T/DA58T може сериозно да компрометира експлоатационната ефективност на гънки машини. Това изчерпателно ръководство подробно описва правилната конфигурация и методи за работа с контролера на Z-ос, като има за цел да помогне на операторите да постигнат гладка и високоточна работа на гънките машини чрез овладяване на неговите основни функции и процеси на конфигуриране.
Контролерът за Z-ос на DELEM DA53T/DA58T е специализиран компонент за управление, разработен за CNC системата DELEM DA53T/DA58T. Той е интегриран с докосваемия екран Schneider Easy Harmony и PLC на Schneider TM200, което надгражда системата DA53T/DA58T до поддръжка на управление по 6+1 оси и значително повишава оперативната гъвкавост и точност на системата. Използваният модел докосваем екран е HMIET6401, който разполага с 7-инчов дисплей с резолюция 800×480 пиксела и TFT LCD екран с 16 милиона цвята за ясна и интуитивна употреба.

1. Основен преглед на операциите с контролера за Z-ос
За системите от серията DELEM DA5XT (включително DA53T/DA58T) Z-осите могат да се управляват както в режим на еднократна стъпка, така и в режим на многостепенно програмиране — точно както при X- и R-осите, режимът на управление на Z-осите може да се настройва свободно в системата DA5XT.
Основните стъпки за програмиране на Z-осите са следните:
1. Въз основа на действителната дължина на ламарината и позицията на пробиването въведете точните координати за програмиране по Z-ос на сензорния екран на JUGAO;
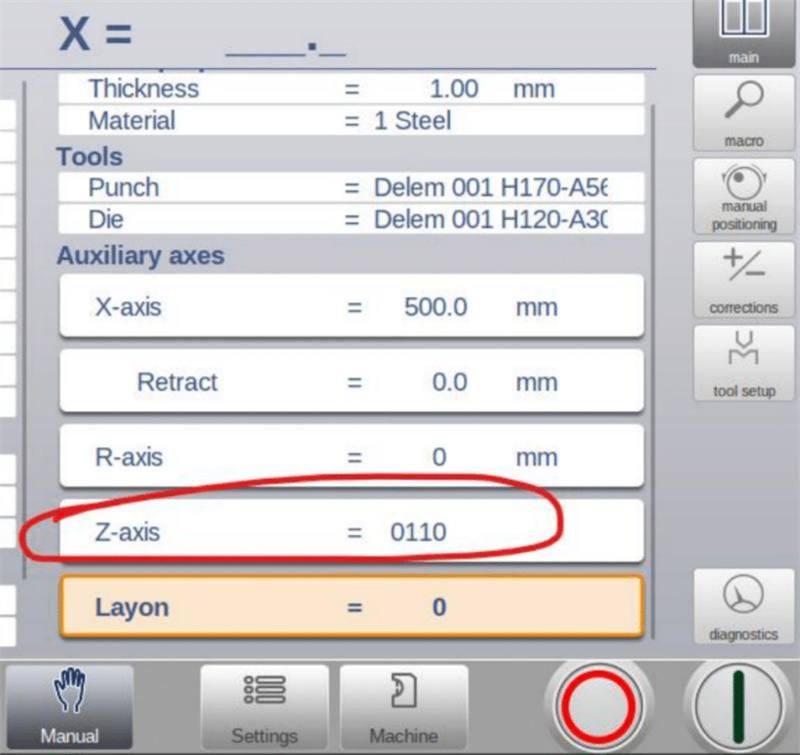
2. За всяка стъпка от програмирането в системата DA5XT задайте уникален идентификатор за Z-ос (стойността на идентификатора е в двоичен формат с конфигурируем обхват от 0000 до 1111).
И при едностепенните, и при многостепенните режими на работа по Z-ос се поддържа произволно задаване на стойности за идентификатора по Z-ос в двоичния обхват от 0000 до 1111, а системата предоставя визуални примери за работа в двата режима, за да улесни разбирането и изпълнението от оператора.
2. Подробна операция на сензорния екран на JUGAO
Сензорният екран на JUGAO е основният човек-машина интерфейс за ръчна и автоматична работа по Z-ос, като има ясна и различаваща се логика на работа за различните режими, както и специални методи за обработване на аномални ситуации и ежедневна калибрация.
2.1 Метод за ръчна работа
Ръчното управление на Z-оста е възможно само когато на докосваемия екран се показва специфичният икон за ръчно управление; ако иконата не се показва, ръчното управление е деактивирано.
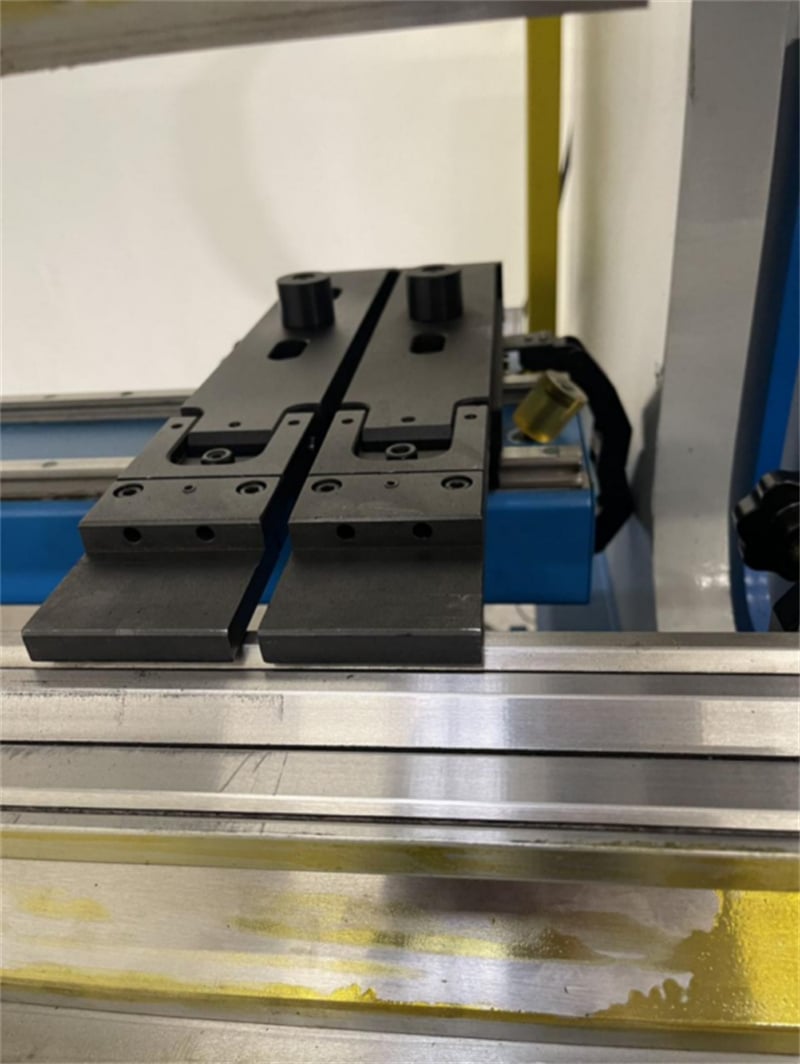
• Натиснете клавиша за напредване, за да задвижите Z1 или Z2 в посоката на увеличаване на позиционната стойност (страната Y1 съответства на позицията с минимална стойност на Z-оста, а страната Y2 — на позицията с максимална стойност на Z-оста);
• Натиснете клавиша за обратно движение, за да задвижите Z1 или Z2 в посоката на намаляване на позиционната стойност; движението спира незабавно при отпускане на клавиша;
• Превключване между Z1 и Z2: натиснете клавиша за избор на ос; Z2 ще се покаже в синьо, което означава, че Z2 е в състояние за ръчно управление; при повторно натискане на клавиша Z2 се връща в черно и правото за ръчно управление се прехвърля обратно към Z1.
2.2 Метод за автоматично управление
Автоматичното управление на Z-оста се активира чрез специалния клавиш за стартиране на автоматичен режим на докосваемия екран JUGAO, след предварителна проверка на състоянието на оборудването:
• Ако маслото на помпата на гънката преса не е включено, екранът ще подсказва на оператора да включи първо маслената помпа;
• Ако маслената помпа е в нормално работно състояние, натискането на клавиша за автоматично стартиране ще задвижи Z-оста към предварително зададената позиция, съответстваща на Id0000;
• Натиснете по всяко време специалния клавиш за спиране на екрана, за да спрете незабавно автоматичното движение на Z-оста.
2.3 Обработка на аномалии при сблъсъци
В случай на сблъсък между ограничителните пръсти Z1 и Z2 по време на работа, обработете аномалията в следния ред:
1. Първо проверете дали модулът за задвижване на Z-оста има сигнал за тревога; ако е активирана тревога, изключете захранването на модула за задвижване и го рестартирайте, за да нулирате тревогата;
2. Изпълнете калибрационната операция „обучение“ за осите Z1 и Z2;
3. Въведете действителните текущи точни стойности на позициите на Z1 и Z2 на допирния екран и след потвърждение системата може да възобнови нормалната си последваща работа.
2.4 Основни изисквания за обучение по Z-ос (калибриране)
Правилното обучение по Z-ос (калибриране) е основно предварително условие за нормална и точна работа на целия контролер по Z-ос и тази операция трябва да се извърши в следните случаи:
1. Първото пробно пускане и въвеждане в експлоатация на нова гънкачка, оборудвана с контролер по Z-ос DA53T/DA58T;
2. Всяко случайно сблъскване на пръстите за спиране по Z-ос или други аномални механични удари по Z-ос.
Важно е да се отбележи, че контролерът по Z-ос има функция за запомняне при изключване на захранването: параметрите за калибрирана позиция по Z-ос автоматично се запазват от системата. След изключване и последващо включване на захранването на оборудването операторът не е длъжен да повтаря операцията по обучение (калибриране), а системата може директно да извика запазените параметри за работа.

