















































Как се определя основната причина за износване на водачите на машината за огъване на тръби?
Как се определя основната причина за износване на водачите на машината за огъване на тръби?

Когато водачните релси на машина за огъване на тръби се износват и започнат да влияят върху точността на машината, да предизвикват вибрации или да увеличават съпротивлението при движение на каретката за огъване, качеството на обработката на продукта и общата производствена ефективност намаляват. Ако проучвате причините за преждевременния износ на водачните релси и се надявате да откриете основната причина, преди проблемът да доведе до сериозни загуби, тази статия ще ви предостави практически насоки. В следващото съдържание ще представя системно често срещаните прояви на износване на водачните релси, методите за диагностика и подходите за отстраняване на неизправностите, за да помогна на екипите за поддръжка и операторите точно да определят основната причина за повреждането на водачните релси. Чрез ранно идентифициране на проблемите можете да избегнете ненужната замяна на части, да намалите простоите на оборудването и да осигурите стабилност на процеса на огъване.
Как да се установи дали водачните релси на машина за огъване на тръби се износват по време на експлоатация
1. Наблюдавайте промените в точността по време на повтарящи се процеси на огъване
Един от ранните типични признаци на износване на водача в машини за огъване на тръби е несъответствието в резултатите от обработката. Когато при една и съща програма и параметри на процеса се получават значителни ъглови разлики в огънатите тръби, това често показва, че износването на повърхността на водача е повлияло върху стабилността на движението на каретката. Препоръчва се да се използва цифров ъгломер за сравнение на резултатите от множество операции по огъване. Ако отклонението показва постепенно нарастваща тенденция, това обикновено сочи механични проблеми, свързани с износване, а не отклонения в системата за управление или софтуера.
2. Обрнете внимание на аномални вибрации и шум.
Вибрацията не е само смущение по време на работа, но и предвестник на механична повреда. Когато повърхността на водача е износена или лошо смазана, каретката не се движи гладко по време на движение, което увеличава триенето и може да доведе до шум, следи от вибрации по повърхността на тръбата и дори до локално прегряване. Ако вибрацията е по-изразена при тежки натоварвания, това може да е свързано с неправилна подравненост на водача или повреда в системата за смазване.
3. Ръчно преместете каретката и проверете съпротивлението при движение.
Превключете в ръчен режим и бавно бутнете каретката, за да усетите дали движението ѝ е гладко. Ако срещнете заклиняне, неравномерно съпротивление или локални спирания, това обикновено показва, че повърхността на водача е повредена или замърсена с частици. При нормални условия каретката трябва да се движи гладко под влиянието на малка външна сила.
Как да диагностицирате механичните причини за износване на водача в машина за гънене на тръби

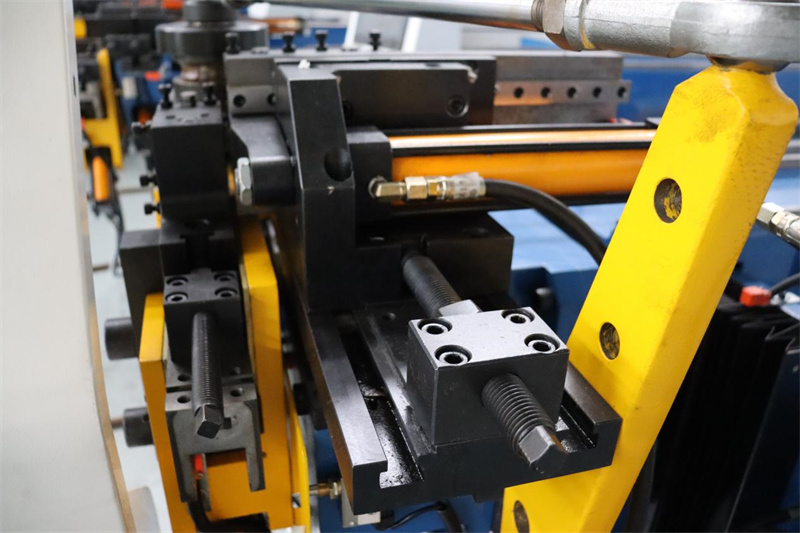
1. Отклонение при подравняването между рамката и водещата рейка.
Лошото подравняване е честа причина за аномално износване на водещата рейка. Когато каретката и водещата рейка не са напълно перпендикулярни в посоката на движение, товарът се концентрира върху едната страна или в локализирана област от водещата рейка, което води до неравномерно износване, проявяващо се като едностранни вдлъбнатини, драскотини или изкривени модели на износване.
Решение: Използвайте индикаторен часовникови измерител за проверка на подравняването на водещата рейка и каретката, постепенно регулирайте болтовете за монтиране на водещата рейка и непрекъснато следете отклонението. Имайте предвид, че никога не трябва да принуждавате подравняването под товар, тъй като това може да предизвика структурно напрежение и да ускори износването.
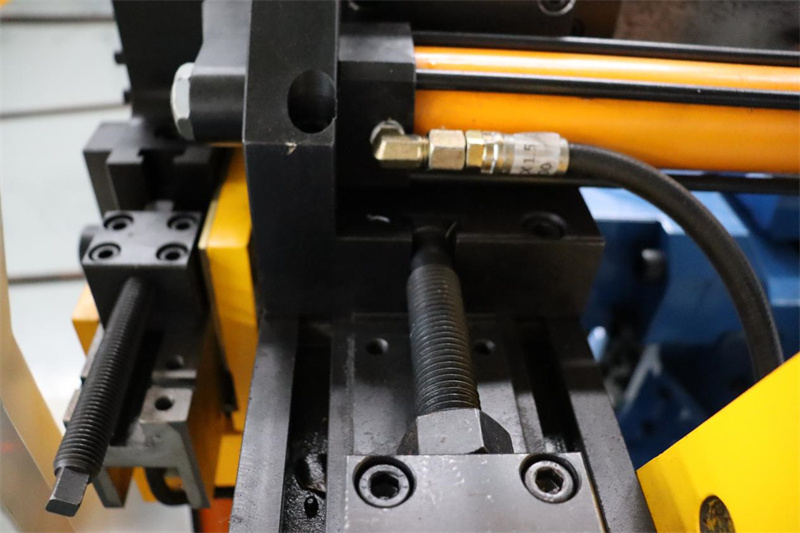
2. Авария в системата за смазване или неправилно използване
Нормалната работа на водещата рейка зависи от непрекъснато и достатъчно смазване. Затруднено преминаване на смазката по смазочните канали, нестабилна подача на масло или използването на неподходящи смазки ще доведат до директен контакт между металните повърхности и бързо ще ускорят износването.
Решение: Препоръчва се седмична проверка на смазочната система, за да се осигури непрекъснато и незастанало подаване на масло. Използвайте специализирано смазочно средство, подходящо за компоненти с линейно движение, и избягвайте употребата на обикновен грейс. При нужда извършете тестове за подаване на масло, за да се провери равномерността на смазването във всеки смазочен пункт.
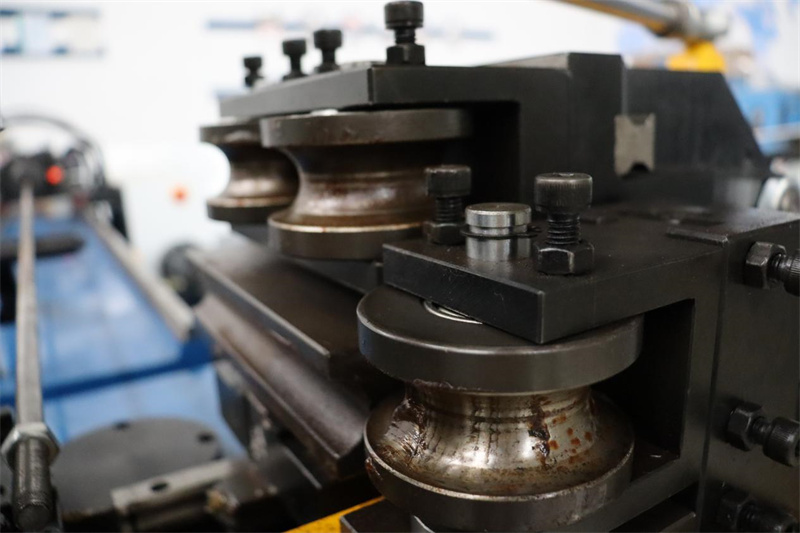
3. Проникване на метален прах или примеси
По време на огъване на тръби триенето между тръбата и матрицата може да породи метални стружки или други частици. Ако тези примеси се залепят по повърхността на водача и не бъдат почистени навреме, те действат като абразиви и ускоряват износването на водача.
Решение: Препоръчва се монтирането на предпазни капаци върху водачите и установяването на график за редовно почистване. Използвайте суха кърпа за почистване и избягвайте водата, за да се предотврати корозията. При обработка на феромагнитни материали разгледайте възможността за добавяне на магнитно събиращо устройство, за да се намали разпространението на метален прах.
4. Неравномерно разпределение на товара
Ако операторите не поддържат тръбите в хоризонтално положение по време на инсталацията или не осигуряват ефективна подкрепа за дългите тръби, водещите релси ще поемат допълнителни усукващи сили вместо линейната товарна сила, предвидена в проекта, което води до неравномерен износ.
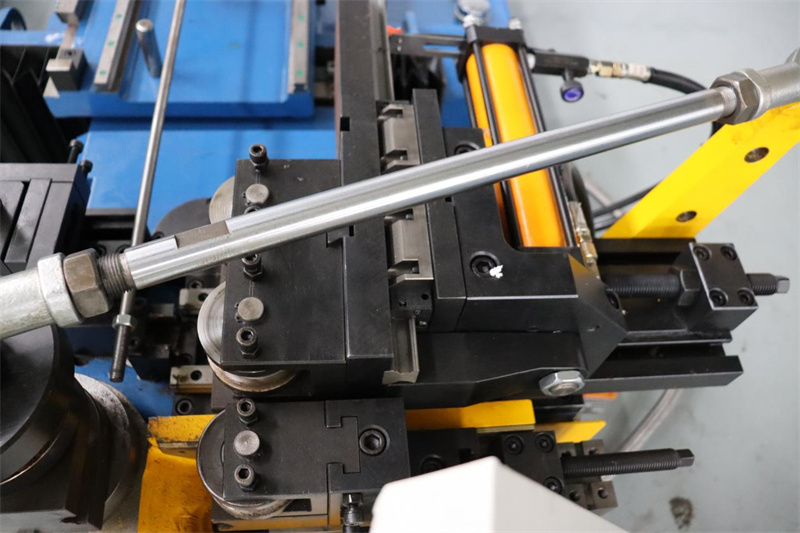
Решение: Усилване на обучението на операторите, за да се гарантира стабилното поставяне на тръбите преди огъване. За дълги тръби могат да се инсталират допълнителни подпомагащи устройства. За оборудване, което работи под високи натоварвания в продължение на дълги периоди, препоръчва се повторна оценка на носимата способност на водещите релси и при необходимост – актуализация на техническите спецификации.
Как да забавим износа на водещите релси чрез редовно поддръжка
Препоръки за плана за инспекции
Седмично: Визуална инспекция на състоянието на водещите релси и почистване на повърхностните отпадъци.
Месечно: Проверка на работата на смазочната система.
Тримесечно: Извършване на комплексен тест за подравняване и точност.
Годишно: Поканване на професионалисти за провеждане на системна оценка.
Препоръчителна честота на смазване
Използване при леко натоварване: Веднъж на две седмици
Средна натоварване: веднъж седмично
Продължително производство на тежки товари: на всеки 3 до 4 дни
Обучението на операторите е от съществено значение
Много случаи на износване на ръководните релси са резултат от неправилни навици на работа или липса на комуникация между смените. Препоръчва се да се разработят ясни оперативни процедури, да се стандартизира процесът на натоварване на тръбите и да се записва състоянието на оборудването по време на прехвърлянето на смени. Новите оператори следва също така да се подлагат на систематично обучение, за да се гарантира, че владеят правилните методи на експлоатация.

Чрез научна проверка, точна диагноза и стандартизирана рутинна поддръжка можете ефективно да удължите срока на експлоатация на ръководните релси на машината за огъване на тръби, като гарантирате точността на обработката и оперативната стабилност на оборудването.

