















































CYBELEC CybTouch 12 – Експертни съвети за управление на инструменти
Съдържание
• Въведение
• Конфигурация на пробойника
• Поетапно създаване и модифициране на пробойника
• Конфигурация на матрицата
• Поетапно създаване и модифициране на матрицата
• Стандартизирани конвенции за именуване на инструменти
○ Правила за именуване на пробойници
○ Правила за именуване на матрици
• Работа и безопасност на задната линийка
• Често задавани въпроси (ЧЗВ)
○ Как да оптимизирате производителността на управлението на инструменти в CYBELEC CybTouch 12?
○ Какво да направите, когато системата не разпознава инструмент?
○ Може ли настройките на инструментите да се персонализират в системата?
• Заключение
Ефективното управление на инструменти е основата на оптимизираните CNC-операции за машинна обработка и овладяването му за системата CYBELEC CybTouch 12 е ключов фактор за повишаване на точността и продуктивността при металообработката. Това ръководство представя практически и приложими стратегии за управление на инструменти в платформата CybTouch 12, адаптирани както за нови потребители, които се запознават с системата, така и за опитни оператори, които търсят начини за подобряване на своите работни процеси. Като следвате тези насоки, ще разблокирате пълния потенциал на възможностите за управление на инструменти на системата и ще минимизирате грешките в процесите на гънене.
Въведение
Модулът за управление на инструментите в CYBELEC CybTouch 12 дава възможност на потребителите да създават и конфигурират машинни инструменти — задължителна стъпка за точното изчисляване и изпълнение на огъване. След като операторът избере и настрои подходящия пуансон и матрица, той трябва само да въведе желания ъгъл на огъване и дължината на фланеца (L). Системата CybTouch 12 автоматично изчислява точните позиции по осите X и Y, необходими за огъването, което гарантира постоянна точност при всяка обработваща операция.
Конфигуриране на пуансон
Основни инструкции за избор
За да изберете предварително конфигуриран пуансон, навигирайте из библиотеката с пуансоны на системата чрез стрелковите бутони на интерфейса, след което се върнете на страницата с числени параметри за огъване, за да приложите избора.
Поетапно създаване и модифициране на пуансон
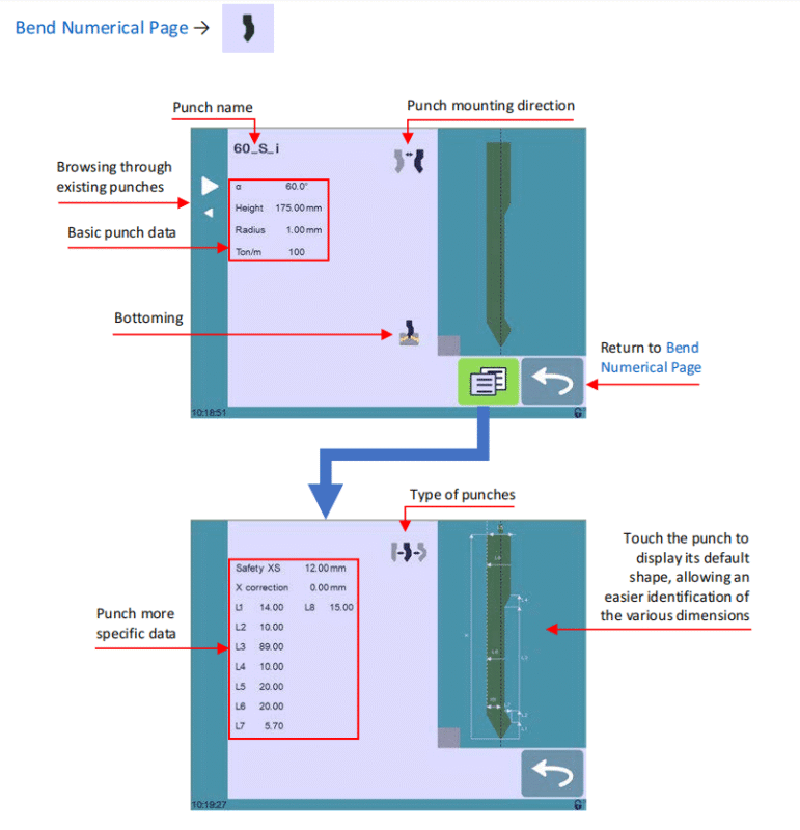
Ако в системата все още не е създаден пробив, полето за пробив ще показва "???" като подразбирана етикетка. За съществуващите библиотеки с пробиви системата автоматично ще избере последния използван пробив (напр. 60_S_i); имайте предвид, че всички направени промени няма да презапишат оригиналния пробив, тъй като редактираните настройки се запазват под ново потребителско име.
1. Докоснете иконата за пробив, за да отворите интерфейса за конфигуриране на параметрите на пробива.
2. Въведете основните физически параметри на новия пробив: ъгъл на пробива (α), височина, радиус и тонаж на метър (Ton/m).
3. Използвайте бутона за посока на монтиране на пробива, за да обърнете пробива, ако това е необходимо за дадената технологична настройка.
4. Изберете иконата „Дъно“ (Bottoming), за да маркирате пробива като износостойки инструмент за операции по дънене.
5. Докоснете бутона „Меню“, за да отворите страницата „Още“ с разширени параметри.
6. Използвайте иконата „Тип пробиви“, за да изберете структурния тип на пробива: прав, нормален или гъсока (gooseneck).
7. Използвайте графичното представяне на инструмента от дясната страна на екрана, за да въведете подробни размерни стойности (L1 до Lx). Докосването на графичния елемент ще зареди стандартната размерна схема на инструмента, което улеснява идентифицирането и въвеждането на всеки параметър.
Размерните стандарти L1 до Lx са идентични с тези, използвани в системите PC 1200, DNC 880S и ModEva. За използване на инструменти между различни системи експортирайте списъците с параметри от PC1200 и ги използвайте за програмиране на CybTouch 12 — препоръчваме да присвоите еднакви имена на едни и същи инструменти във всички системи, за да осигурите последователност.
8. Въведете критичните стойности за безопасност и калибрация:
○ Безопасно разстояние XS: безопасното разстояние между пробивача и задната линийка по оста X.
○ Корекция по X: калибрационна стойност за компенсиране на евентуално несъвпадение на пробивача.
9. Върнете се към предишната страница за конфигурация (за запазване на всяка конфигурация на инструмент в системата е необходим парола за достъп до ниво 2).

10. Докоснете текущото име на пробивача (напр. 60_S_i), за да стартирате процеса на запазване.
11. Изберете „Запази пробив“ за да презапишете съществуващите параметри на инструмента или „Запази пробив като“, за да запазите модифицирания/нов пробив под уникално име.
12. Използвайте алфанумеричната клавиатура на системата, за да въведете новото име на пробива, като спазвате стандартизираните конвенции за именуване, описани в следващия раздел.
13. Докоснете бутона
„Назад“, за да се върнете към основната програмна страница; новозапазеният пробив ще бъде предварително избран и готов за незабавно използване при машинни операции.
Конфигурация на матрицата
Основни инструкции за избор
Изборът на матрица следва същия процес като избора на пробив: преглеждайте предварително запазената в системата библиотека с матрици чрез стрелковите бутони, след което се върнете обратно към числовата страница за гънене, за да потвърдите избора.
Поетапно създаване и модифициране на матрица
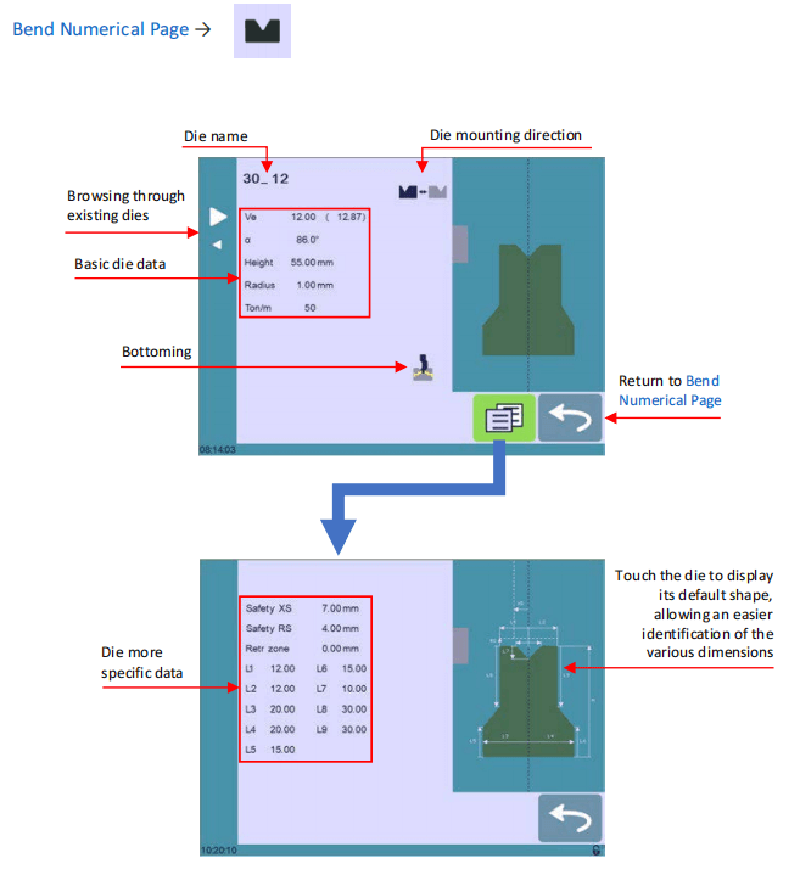
Ако в системата не е конфигурирана матрица, полето за матрица ще показва "???"; за съществуващи библиотеки с матрици системата ще зареди последната използвана матрица (напр. 30_12). Промените в съществуваща матрица няма да повлияят върху оригиналните параметри, тъй като всички промени се запазват под ново име. Изпълнете следните 12 стъпки, за да създадете или модифицирате матрица:
1. Докоснете иконата на матрицата, за да отворите интерфейса за конфигуриране на подробностите за матрицата.
2. Въведете основните физически параметри на новата матрица: ширина на матрицата (Ve), ъгъл (α), височина, радиус и тонаж на метър (Ton/m).
3. Използвайте бутона „Посока на монтиране на матрицата“, за да обърнете матрицата, ако това е необходимо за конкретната технологична настройка.
4. Изберете иконата „Дънене“ (Bottoming), за да класифицирате матрицата като износостойко режещо приспособление за процеси на дънене.
5. Докоснете бутона MENU, за да отворите страницата „Още“ с разширени настройки за размери и безопасност.
6. Използвайте графичното представяне на матрицата вдясно на екрана, за да въведете подробни размери (L1 до Lx). Докосването на графичния елемент показва подразбиращата се размерна схема на матрицата, което улеснява въвеждането на точни стойности.
Подобно на пуансоните, размерите L1 до Lx за матриците съответстват на стандартите на системите PC 1200, DNC 880S и ModEva. За съвместимост между различните системи езикът за инструменти, експортирайте параметрите на матрицата от PC1200 и ги използвайте за програмиране на CybTouch 12, като използвате едни и същи имена за идентични матрици в различните системи.
7. Въведете напредналите стойности за безопасност и експлоатация:
○ Безопасно разстояние XS: Безопасно разстояние между матрицата и задната линийка по оста X.
○ Безопасно разстояние RS: Безопасно разстояние между матрицата и задната линийка по оста R.
○ Зона за прибиране: Предварително зададена зона за прибиране на матрицата по време на работа.
8. Върнете се към предишната страница за конфигурация (за запазване на конфигурациите на матрицата е задължителен парола от ниво 2).
9. Докоснете текущото име на матрицата (напр. 30_12), за да стартирате процеса за запазване.
10. Изберете „Запазване на матрицата“, за да презапишете оригиналните параметри на матрицата, или „Запазване на матрицата като“, за да запазите новата/променена матрица под персонализирано име.
11. Използвайте алфанумеричната клавиатура, за да въведете новото име на матрицата, спазвайки стандартизираните правила за именуване на системата.
12. Докоснете бутона
„Назад“, за да се върнете към основната програмна страница; новозапазената матрица ще бъде предварително избрана и готова за незабавна употреба.
Стандартизирани конвенции за именуване на инструменти
Прилагането на последователна конвенция за именуване на пуансони и матрици е от решаващо значение за ефективното управление на инструментите в CYBELEC CybTouch 12. Ясната и еднородна система за именуване позволява бързо и точно идентифициране на всеки инструмент в библиотеката, а екипите могат да установяват допълнителни персонализирани правила въз основа на специфичните си производствени нужди, за да повишат още повече организационната ефективност и да намалят грешките при избора на инструменти.
Правила за именуване на пуансони
Имената на пуансоните трябва да са структурирани в три последователни части: ъгъл на пуансона → тип на пуансона → статус на инверсията.

Абревиатури за типове пуансони:
• N = Нормален
• S = Прав
• G = Гъсока
Съкращения за инверсия:
• i = Инвертиран (пропуска се, ако пробойникът е в подразбираното, неинвертирано положение)
Примери: 90_N_i, 60_G, 30_S
Правила за именуване на матрици
Именуването на матриците следва подобен структуриран формат като този за пробойниците, с три основни компонента: ширина на матрицата (измерване Ve) → ъгъл на матрицата → статус на инверсията. Използвайте същото съкращение за инверсия (i = инвертирана) и пропуснете съкращението, ако матрицата е в подразбираното монтирано положение.
Примери: 12_86_i, 16_86, 20_30
Работа и безопасност на задната линийка
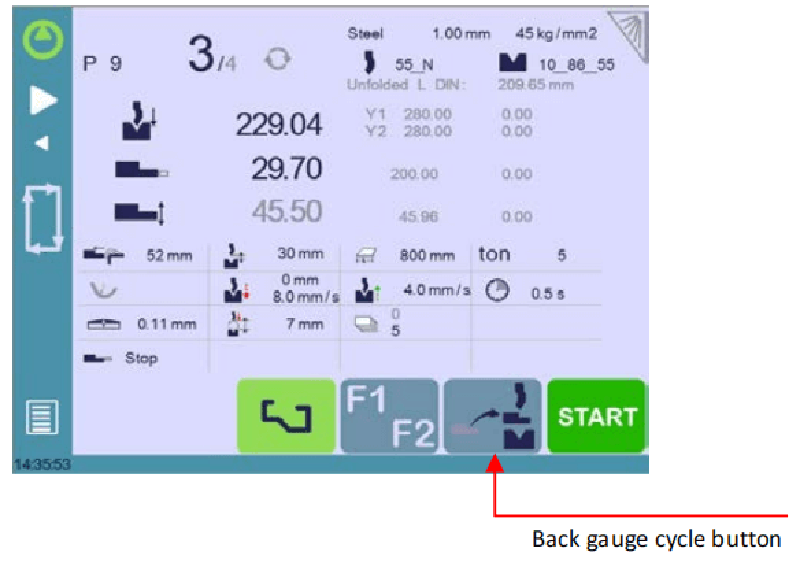
Функцията за цикъл на задната линийка е ключова функция за безопасно и ефективно управление на инструментите върху CYBELEC CybTouch 12, проектирана специално за настройки на задната линийка. Тази функция премества напълно напред задните линийки, което позволява на операторите да извършват необходимите калибрации и настройки, без да поставят ръцете или ръцете си между инструментите на машината — така се елиминира основна опасност за безопасността по време на машинната обработка.
Важно забележка: Видимостта и достъпността на функцията за цикъл на задната линийка зависят от текущата конфигурация на машината и състоянието ѝ на индексиране и може да не е достъпна във всички работни режими.
Поетапна операция на цикъла на задната линийка
1. Потвърдете, че машината е правилно индексирана; бутонът за цикъл на задната линийка ще бъде изтънен и недостъпен, ако индексирането не е завършено.
2. Натиснете и задръжте бутона за цикъл на задната линийка повече от 2 секунди, за да активирате функцията.
3. Задните линийки ще се придвижат до напълно предния си край, между чукчето и матрицата. Ако гредата на машината не е в горна мъртва точка (GMT), първо ще се придвижи напълно нагоре, преди задните линийки да започнат движение.
4. След като завършите всички корекции на задната линийка, натиснете отново бутона за цикъл, за да деактивирате функцията, след което натиснете бутона START, за да възобновите нормалната работа на машината.
Често задавани въпроси (FAQ)
Как да оптимизирате производителността на управлението на инструменти CYBELEC CybTouch 12?
За върховата производителност на модула за управление на инструментите на CybTouch 12 гарантирайте, че всеки инструмент в библиотеката е точно идентифициран и напълно параметризиран с актуални физически и експлоатационни данни. Провеждайте редовни проверки на точността на данните за инструментите и потвърждавайте съвместимостта между настройките на инструментите и общата конфигурация на машината — това осигурява безпроблемна интеграция между инструментите и машинните операции и минимизира простоите.
Какво да направите, когато системата не разпознава инструмент?
Ако CYBELEC CybTouch 12 не успее да детектира пробойник или матрица, първо проверете дали инструментът е правилно поставен и механично подравнен в машината. След това съпоставете параметрите на инструмента в интерфейса за управление на инструментите на системата и при нужда повторно въведете или коригирайте неточните данни. Накрая потвърдете, че софтуерът на системата е актуализиран до най-новата версия, за да се отстрани всяка възможна несъвместимост между софтуера и инструментите.
Могат ли настройките на инструментите да се персонализират в системата?
Да, на CYBELEC CybTouch 12 е възможно пълно персонализиране на настройките на инструментите. Достъп до интерфейса за управление на инструментите, за да настроите всички съответни параметри, включително физическите размери на пробивача/матрицата, типа материал на обработваната заготовка и стойностите за компенсация, за да отговарят на специфичните изисквания на вашите машинни операции. Винаги се уверявайте, че всички персонализирани настройки са правилно запазени в системата, за да гарантирате последователни резултати при серийното производство.
Заключение
Овладяването на възможностите за управление на инструментите на CYBELEC CybTouch 12 изисква ясно разбиране на основните функции на системата, добре организирана библиотека от инструменти и последователно поддържане и актуализиране на всички конфигурации на инструментите. Като приложите посочените в това ръководство стъпка по стъпка насоки, именуване на инструментите и протоколи за безопасност, вие можете да опростите работния си процес при CNC машинна обработка, значително да намалите операционните грешки и да повишите както точността, така и ефективността на процесите си за обработка на метали.
За персонализирана поддръжка, която да използва напълно потенциала на вашата машина, или за решаване на конкретни предизвикателства, свързани с управлението на инструментите, свържете се с нашия технически екип за поддръжка. Освен това проучете нашата библиотека от свързани технически документи, за да задълбочите своите познания и да разблокирате пълния потенциал на системата за управление на инструментите CYBELEC CybTouch 12.

